
Ii «Показатели качества, контроль, статистическое регулирование технологических процессов; системы управления качеством» Павлодар
| Вид материала | Документы |
- Рабочая программа дисциплины стандартизация и управление качеством общенаучный цикл,, 225.86kb.
- А. Г. Малаханова система управления качеством подготовки, 139.32kb.
- Подходы к организации мониторинга региональной системы образования и проекта «Региональная, 471.3kb.
- Программа по дисциплине «Управление качеством», 44.79kb.
- Учебно-методический комплекс по дисциплине управление качеством Специальность, 248.02kb.
- Сущность, показатели и основные методы управления качеством продукции, 45.54kb.
- Обсуждены подходы к созданию и моделированию инкубационной системы вуза как важному, 21.3kb.
- Инструментальный контроль качества жизнеобеспечения, 70.33kb.
- Управления качеством образования, 432.52kb.
- Лекция 2 (4 часа). Раздел Эволюция управления как науки, 247.6kb.
2.3.1.5 Статистический контроль качества
Под статистическим контролем качества понимается такой контроль, при котором проверяются не все изделия изготовленной партии, а только выборка из нее. При этом по результатам контроля судят о качестве всей партии.
Различают два вида статистического контроля: контроль по качественному признаку, наиболее распространенным частным случаем которого является контроль по альтернативному признаку, и контроль по количественному признаку.
При контроле по качественному признаку все изделия в партии делятся на несколько групп в соответствии с установленным качественным признаком. При контроле по альтернативному признаку вес изделия в партии делятся на две группы: годные и дефектные. Оценка партии производится по величине доли дефектных изделий в выборке.
Основной характеристикой качества партии при контроле по альтернативному признаку является доля дефектных изделий в партии
 ,
,где М — число дефектных изделий в партии;
N - объем партии.
При проверке выборки объема п выявляется m дефектных изделий. По величине m и принимают решение о приемке или браковке партии.
При контроле по количественному признаку все изделия в партии делятся на группы в зависимости от величины контролируемого параметра.
Основные термины статистического контроля.
Единица продукции - отдельный экземпляр штучной продукции или определенное в установленном порядке количество нештучной или штучной продукции.
Примечание. Продукция может быть завершенной или незавершенной, находящейся в процессе изготовления, добывания или ремонта.
Дефектная единица продукции — единица продукции, имеющая хотя бы один дефект.
Изделие — единица промышленной продукции, количество которой может исчисляться в штуках или экземплярах.
Контролируемая партия продукции (партия) — предназначенная для контроля совокупность единиц продукции одного наименования, типономинала или типоразмера и исполнения, произведенная в течение определенного интервала времени в одних и тех же условиях.
Примечание. Произведенная продукция может находиться в процессе изготовления, добывания или ремонта.
Объем партии — число единиц продукции, составляющих партию.
Поток продукции — продукция одного наименования, типономинала или типоразмера и исполнения, находящаяся в движении на технологической линии.
Выборка — изделие или определенная совокупность изделий, отобранных для контроля из партии или потока продукции.
Примечание. В зависимости от степени завершенности продукции к изделиям допускается относить завершенные и незавершенные предметы производства, в том числе заготовки.
Объем выборки — число изделий, составляющих выборку.
Мгновенная выборка — выборка из потока продукции, которую составляют изделия, произведенные последними к моменту отбора в течение достаточно короткого интервала времени.
Объединенная выборка (ндп — общая выборка) — выборка, состоящая из серии мгновенных выборок.
Сокращение ндп означает, что не допускается применение термина, указанного в скобках.
Случайная выборка — выборка, при составлении которой для любого изделия контролируемой совокупности обеспечивают одинаковую вероятность его отбора.
Преднамеренная выборка — выборка, в которую изделия отбирают с определенной тенденцией для изменения вероятности отбора дефектных единиц продукции.
Систематическая выборка— выборка, попадание изделий в которую обуславливают его номером или положением в заранее упорядоченной контролируемой совокупности.
Представительная выборка (ндп — репрезентативная выборка) — выборка, при составлении которой из каждой части контролируемой совокупности отбирают такое число изделий, чтобы в достаточной степени отразить свойства данной совокупности в целом.
Проба — определенное количество нештучной продукции, отобранное для контроля.
Объем пробы — число единиц нештучной продукции, составляющей пробу.
Точечная проба (ндп — разовая проба) — проба, взятая одновременно из определенной части нештучной продукции.
Объединенная проба (ндп — общая проба) — проба, состоящая из серии точечных проб.
Период отбора — интервал времени между моментами отбора смежных выборок или проб из потока продукции.
Выборочный контроль — контроль, при котором решение о качестве контролируемой продукции принимается по результатам проверки одной или нескольких выборок или проб из партии или потока продукции.
Статистический приемочный контроль качества продукции (статистический приемочный контроль) — выборочный контроль качества продукции, основанный на применении методов математической статистики для проверки соответствия качества продукции установленным требованиям.
Доля дефектных единиц продукции — отношение числа дефектных единиц продукции к общему числу единиц продукции в партии.
Уровень дефектности — доля дефектных единиц продукции или число дефектных на сто единиц продукции.
Приемочное число — контрольный норматив, являющийся критерием для приемки партии продукции и равный максимальному числу дефектных единиц (дефектов) в выборке или пробе в случае статистического приемочного контроля.
Браковочное число — контрольный норматив, являющийся критерием для забраковывания партии продукции и равный минимальному числу дефектных единиц (дефект) в выборке или пробе в случае статистического приемочного контроля.
Решающее правило — указание, предназначенное для принятия решения относительно приемки партии продукции по результатам ее контроля.
Примечание. Для принятия решения может быть предусмотрена определенная совокупность решающих правил.
План контроля — совокупность данных о виде контроля, объемах контролируемой партии продукции, выборок или проб, о контрольных нормативах и решающих правилах.
Схема статистического приемочного контроля (схема приемочного контроля) — полный комплект планов статистического приемочного контроля в сочетании с совокупностью правил применения этих планов.
Оперативная характеристика плана статистического приемочного контроля (оперативная характеристика) — выраженная уравнением, графиком или таблицей и обусловленная определенным планом контроля зависимость вероятности приемки от величины, характеризующей качество этой продукции.
Риск поставщика — вероятность забраковывания партии продукции, обладающей приемочным уровнем дефектности.
Риск потребителя — вероятность приемки партии продукции, обладающей браковочным уровнем дефектности.
Одноступенчатый контроль (ндп — одновыборочный контроль; контроль однократной выборкой; однократный контроль) — статистический приемочный контроль, характеризующийся тем, что решение относительно приемки партии продукции принимают по результатам контроля только одной выборки или пробы.
Ослабленный контроль (ндп — сокращенный контроль) — статистический приемочный контроль, применяемый в том случае, когда результат контроля заданного числа предыдущих партий продукции дает достаточное основание для заключения о том, что действительный уровень дефектности ниже приемочного, и характеризующийся меньшим объемом выборки, чем при нормальном контроле.
Усиленный контроль — статистический приемочный контроль, применяемый в том случае, когда результаты контроля заданного числа предыдущих партий продукции дают достаточное основание для заключения о том, что действительный уровень дефектности выше приемочного, и характеризующийся более строгими контрольными нормативами, чем при нормальном контроле.
Отбор образцов для испытаний осуществляется различными методами. При первом способе представления продукции на контроль — «ряд» — единицы продукции, подлежащие контролю, упорядочены и пронумерованы сплошной нумерацией, они поступают на контроль в виде некоторой ограниченной совокупности, сформированной независимо от процесса производства. Из этой совокупности выборка отбирается с применением генератора равномерно распределенных случайных чисел или таблицы равномерно распределенных случайных чисел. Генератором случайных чисел может служить вращающийся круг с нанесенными цифрами на точках деления. Количество точек деления определяется необходимым количеством случайных чисел, т. е. количеством единиц продукции в контролируемой партии. Другой вариант генератора — лототрон с количеством пронумерованных шаров, число которых равно числу единиц контролируемой партии.
Имеются вычислительные процедуры получения равномерно распределенных случайных чисел, в том числе основанные на применении таблиц равномерно распределенных случайных чисел.
Таблица равномерно распределенных случайных чисел — это зафиксированный в виде таблицы результат статистического эксперимента, осуществленного с помощью датчика (генератора) равномерно распределенных случайных чисел.
Предположим, что имеется таблица случайных чисел, равномерно распределенных в интервале от 0 до 10000.
Чтобы получить случайные числа хі равномерно распределенные в интервале от 0 до 1, нужно все эти числа разделить на 10000.
Случайные числа, равномерно распределенные на интервале (0, b), определяются по формуле
ui = xi · b
В качестве номеров изделий, входящих в выборку, нужно взять целую часть полученных случайных чисел [ui]. При каждом новом отборе выборок нужно произвольно выбрать первое из этих чисел, а затем следующие после него п ―1 число, п ― объем выборки. Если некоторые числа повторились, то нужно увеличить количество выбранных случайных чисел на число повторений.
Процедура случайного отбора изделий в выборку с применением таблиц равномерно распределенных случайных чисел заключается в перенумеровании всех изделий партии, подлежащей контролю, составлении сравнительно короткого ряда случайных чисел в диапазоне от 1 до N, где N ― объем партии, и выборе п первых различных чисел из этого ряда. Эти числа определяют изделия, входящие в выборку объема п.
Примеры продукции, поступающей на контроль способом «ряд»: двигатели, холодильники, стиральные машины.
Второй способ представления продукции на контроль ― «россыпь».
В этом случае при отборе единиц в выборку применяется «метод наибольшей объективности». При применении этого метода в выборку включаются единицы продукции из разных частей контролируемой партии.
Третий способ представления продукции на контроль называется «поток». В этом случае единицы продукции поступают на контроль непрерывным потоком одновременно с выпуском продукции. Единицы продукции упорядочены, можно найти единицу любого заданного номера. Такой способ характерен для случая, когда контролируется продукция непосредственно после того, как она сходит с конвейера.
В этом случае применяется метод систематического отбора единиц продукции в выборку.
Следующая задача после отбора образцов для испытаний ― выбор плана контроля, т. е. установление объема контролируемой партии, объема выборки, приемочного числа, решающего правила. Эта задача решается рассмотренными методами с учетом установленных величин ошибок первого и второго рода, а также экономических факторов.
Основные стандартизированные понятия, применяемые при контроле качества, в том числе при сертификации.
Допускаемое отклонение ― отклонение значения показателя качества продукции или ее параметра от номинального значения, находящееся в пределах, установленных нормативной документацией.
Дефект ― каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией.
Явный дефект ― дефект, для выявления которого в нормативной документации предусмотрены соответствующие правила, методы и средства контроля.
Скрытый дефект ― дефект, для выявления которого в нормативной документации не предусмотрены необходимые правила, методы и средства контроля.
Критический дефект ― дефект, при наличии которого использование продукции по назначению практически невозможно или исключается в соответствии с требованиями безопасности.
Значительный дефект — дефект, который существенно влияет на использование продукции по назначению или на ее долговечность, но не является критическим.
Малозначительный дефект ― дефект, который не оказывает существенного влияния на использование продукции по назначению и на ее долговечность.
Деление дефектов на критические, значительные и малозначительные используется при анализе уровня качества продукции и технологии ее изготовления.
Исправимый дефект ― дефект, устранение которого технически возможно и экономически целесообразно.
Неисправимый дефект ― дефект, устранение которого технически невозможно или экономически нецелесообразно.
Дефектная единица продукции ― единица продукции, имеющая хотя бы один дефект.
Дефектное изделие ― изделие, имеющее хотя бы один дефект.
Брак ― дефектная единица продукции или совокупность такихединиц.
Исправимый брак ― брак, в котором все дефекты являются исправимыми.
Неисправимый брак ― брак, состоящий из таких единиц продукции, в каждой из которых имеется хотя бы один неисправимый дефект.
Сорт продукции ― градация продукции определенного вида по одному или нескольким показателям качества, установленная нормативной документацией.
Планы статистического контроля. Изготовитель продукции обязан обеспечивать соответствие показателей качества тем значениям, которые установлены в ТУ. В дальнейшем, при контроле качества, те изделия, параметр которых ниже (или выше, или выходит за верхний или нижний пределы) установленного значения, признаются дефектными.
Как уже отмечалось, под параметром обычно понимается показатель назначения. Применение этого термина традиционно для изделий многих отраслей промышленности ― электро- и радиоэлементы, двигатели, механические детали. Помимо выхода параметра за установленные пределы, причиной дефектности изделия могут быть конструктивные и производственные дефекты, например вмятины на корпусе, не закрывающиеся двери автомобиля, неработающие индикаторы и т. п.
Как по первому из этих признаков, так и по второму, а также по их совокупности изделия могут быть разделены на две группы ― годные и дефектные.
В связи с этим можно рассматривать случайную величину, принимающую два значения: 1, если проконтролированное изделие является годным, 0, если дефектным.
Для определенности будем считать, что отнесение изделий к годным или дефектным осуществляется на основе величины их параметра. Предприятие установило соответствующую границу параметра, которую может обеспечить существующая на данный момент технология. В соответствии с этим решением определенная доля продукции может оказаться дефектной. Эта доля определяется на основе построенной функции распределения параметра. Если эта доля равна р, то р ― это вероятность того, что при контроле одного изделия оно окажется дефектным. Величина q = 1 - р равна вероятности годного изделия.
Если проконтролировано п изделий, то можно в связи с этим контролем рассматривать дискретную случайную величину, принимающую п + 1 значение: 0, 1, 2, ..., п, равное числу дефектных изделий среди п проконтролированных.
Пусть п = 3, и случайная величина принимает значения 0, 1, 2, 3.
В соответствии с определением вероятности, вероятность некоторого конкретного события представляет собой отношение числа m частных случаев, входящих в полную группу из п попарно несовместимых и равновозможных событий, к числу этих событий
Р = т/п.
Рассмотрим генератор случайной величины, принимающей значения 0 и 1 с вероятностями соответственно р и q.
Пусть р = 0,1, q = 0,9. Таким генератором может служить лототрон, в котором 9 белых и 1 черный шар. Так как выпадение любого шара равно возможно, то тот цвет, который преобладает, будет выпадать чаще. Эта частота определяется соотношением количества белых и черных шаров. При одном вынимании шара равновозможными событиями будут появления любого шара. Их может быть десять.
При двух последовательных выниманиях с возвращением шара, вынутого первый раз, количество равновозможных событий равно 100.
С учетом сказанного общее количество равновозможных результатов опыта, заключающегося в том, что из лототрона с 9 белыми и 1 черным шарами извлекаются последовательно три шара с возвращением каждый раз обратно извлеченного шара, равно 103. Случаев, когда все три извлеченных шара окажутся белыми, равно 93, так как в этом случае первый белый шар можно выбрать девятью способами, второй и третий также.
Случаев, когда один из трех шаров черный, может быть 1 · 92 +1 · 92 +1 · 92 =3·92, где слагаемые соответствуют случаям, когда черный шар извлечен при первом, втором и третьем извлечении. Случаев, когда два шара черных, может быть 1·1·9 + 1·9·1 + 9·1·1 = 3 · 9, где слагаемые соответствуют случаям, когда белый шар извлечен при третьем, втором и первом извлечении. Случаев, когда три шара черных, может быть один, когда при каждом извлечении извлекается черный шар. Всего получено 93 + 3 · 92 + 3 · 9 + 1 = (9 + 1)3 = 103 вариантов. Разделив обе части равенства на 103 , получим
q3 + 3q2p + 3qp2 + р3 = 1, или (q + р)3 = 1.
Очевидно, что это соотношение справедливо при любом п, так как q + p =1:
(q + р)п = 1.
Используя формулу бинома Ньютона, можно написать
 ,
,где Спi — число сочетаний из n пo i.
Слагаемые этой суммы представляют собой вероятности того, что случайная величина — количество черных шаров в выборке или количество дефектных изделий в выборке — примет значение i : i = 0, 1, ..., п. Действительно, в частном случае при п = 3 это было очевидно, так как каждое слагаемое бинома при п = 3 представляло собой отношение числа случаев, когда случайная величина принимает одно из возможных значений, к общему числу равновозможных событий. В общем случае, т. е. при п извлечениях шара из лототрона, в котором N шаров, из них Nq белых и Np черных, результат, при котором количество дефектных изделий примет значение i, может быть получен, если при i извлечениях появился черный шар, а при остальных n-i — белый. Если номера извлечений зафиксированы, то возможно (Nq)п-і (Np)і равнозначных результатов, а зафиксировать i номеров извлечений можно Спі различными способами. Учитывая, что всего имеется Nn равновозможных результатов, имеем
Pi = Cni(Nq)n-i(Np)i/Nn =Cniqn-ipi.
Итак, мы имеем дискретную случайную величину, принимающую значения 0,. 1,. 2, ..., п с вероятностямиCniqn-ipi.
Это распределение называется биномиальным.
Если вероятность того, что случайно взятое изделие окажется дефектным равна р, и взята выборка из п изделий, то случайная величина — количество дефектных изделий в выборке имеет биномиальное распределение.
Вероятность того, что случайная величина не превысит заданного значения с определяется формулой
 .
.Для этого выражения существуют таблицы, параметрами которых являются п, р, и с.
Для осуществления выборочного контроля необходимо установить систему правил ― план контроля, в котором указываются следующие сведения:
- какое количество изделий отбирается для контроля;
- каким образом отбираются контролируемые изделия;
- по какому правилу принимается решение.
Наиболее широко применяются три типа планов выборочного контроля по качественному (альтернативному) признаку.
1 Планы типа однократной выборки.
Из партии объема N отбирается случайным образом п (п < N) изделий, которые контролируются. Если число дефектных изделий d(n) ≤ с, где с ― целое число, то партия принимается. Если d(n) > с, то партия бракуется. Число с называют приемочным числом.
2 Планы типа двукратной выборки.
Из партии объема N случайным образом выбирается п1 элементов — первая выборка. Если d(n1) ≤ c1 то партия принимается.
Если d(n1) > с2 > с1, то партия бракуется. Если с1 < d(n1) ≤ с2, то берется вторая выборка из п2 элементов. Если общее число обнаруженных в двух выборках дефектных изделий d(п1 + n2) ≤ с3, то партия принимается, если d(п1 + n2) > с3, то партия бракуется.
Разновидностью этого плана являются усеченные планы типа двукратной выборки, при которых с2 = с3.
3 Планы типа последовательного анализа.
В этих планах задаются объемы последовательных выборок пi, i = 1,2, ..., где п1 < N, п1 + п2 < N и т. д., и пары целых чисел сi и сi’, сi < сi’. На первом шаге контролируется выборка объема п1. Если d1 ≤ с1, то партия принимается, если d1 > с1’, то бракуется, если с1 < d1 ≤ с1’, то берется выборка объема п2. Если d2 = d(п1 + n2) ≤ с2, то партия принимается, если d2 > с2’, то бракуется, если с2 < d2 ≤ с2’, то берется выборка объема п3 и т. д.
Величина
представляет собой вероятность приемки партии при плане (п, с), т.е., когда выборка состоит из п изделий, а приемочное число равно с.
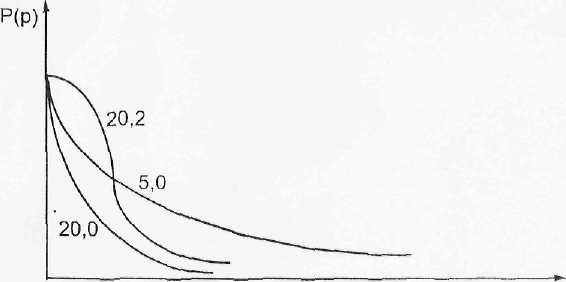
При данном плане (п, с) эта вероятность зависит от величины р, т. е. от доли дефектных изделий в партии. Эта зависимость Р(р) называется оперативной характеристикой плана контроля. По данным табл. 1.9 значений Р на рис. 1.25 построены оперативные характеристики для шести планов контроля: (5,1), (5,0), (10,0), (10,2), (20,0).
Таблица 1.9
| р план | 0,05 | 0,1 | 0,3 | 0,5 |
| (5,1) | 0,98 | 0,92 | 0,53 | 0,19 |
| (5,0) | 0,77 | 0,59 | 0,17 | 0,03 |
| (10,0) | 0,60 | 0,34 | 0,03 | 0,001 |
| (10,2) | 0,99 | 0,93 | 0,38 | 0,05 |
| (20,2) | 0,92 | 0,68 | 0,04 | 0,0002 |
| (20,0) | 0,36 | 0,12 | 0 | 0 |
0 р
Рисунок 3 – Оперативные характеристики трех планов контроля
Из графиков видно, что планы, в которых с = 0, уже при малых значениях р гарантируют очень небольшую вероятность принятия партии, т. с. эти планы очень жесткие.
При с =1 или с = 2 планы менее жесткие.
Оперативная характеристика плана ― это функция Р(р), paвная вероятности принятия партии, содержащей долю дефектных изделий, равную р, если приемка производится в соответствии с системой правил, определяющих исходный план контроля.
Вероятность принятия партий ― это доля принятых партий при многократном повторении процесса сдачи-приемки.
Естественна тенденция устанавливать такой уровень ркр, что партии, имеющие засоренность р ≤ ркр, считаются хорошими и их следует принимать, а партии с р > ркр ― плохими и их надо браковать. В этих случаях желательно иметь план с идеальной оперативной характеристикой, которая равна 1 для значений р ≤ ркр и равна 0 для значений р > ркр. Однако такая оперативная характеристика может быть только при сплошном контроле, ее не может быть при контроле с относительным объемом выборки n/N < 1.
На практике такое деление партий на плохие и хорошие не является удовлетворительным, так как может возникнуть зона неопределенности, примыкающая к значению ркр. Поэтому более четким является такой подход, когда назначаются два числа, р1 и р2, р2 > р1. Партии считаются заведомо хорошими при р ≤ р1 и заведомо плохими при р > р2. В этом случае к плану предъявляются требования, состоящие в том, чтобы
Р(р) ≥ 1 - α при р ≤ р1
и
Р(р) ≤ β при р ≥ р2
Вероятность 1 - Р(р1) = α , т. е. вероятность браковки заведомо хорошей партии, называется ошибкой первого рода или риском поставщика, доля p1 называется приемлемым качеством.
Вероятность ложной приемки плохой партии, равная Р(р2) = β называется ошибкой второго рода, или риском потребителя, доля р2 называется предельным допустимым качеством. При р1 < р < р2 партии считаются приемлемыми по качеству.
Итак, при статистическом контроле качества возможны следующие четыре исхода.
- Партия имеет приемлемый уровень качества и принимается
в результате контроля (количество дефектных изделий в выборке
не превысило приемочного числа с).
- Партия имеет браковочный уровень качества и бракуется в
результате контроля (количество дефектных изделий превысило
приемочное число с).
- Партия имеет приемлемый уровень качества, но бракуется в
результате контроля (количество дефектных изделий в выборке
превысило приемочное число с, произошла ошибка первою рода).
- Партия имеет браковочный уровень качества, но принимается по результатам контроля (количество дефектных изделий в выборке не превысило приемочного числа с, произошла ошибка второго рода).
Требования к плану контроля состоят в том, чтобы вероятности ошибок первого и второго рода не превосходили заданных значений. Эти значения устанавливаются с учетом интересов поставщика и потребителя.
Уравнение оперативной характеристики, риски поставщика и потребителя определяются следующим образом:
Доля дефектных изделий в партии может быть выражена отношением
р = M/N,
где М ― число дефектных изделий в партии;
N ― объем партии.
При контроле выборки объема п выявляется i дефектных изделий, i = 1, 2, ..., п, если п < М, i = 1, 2, ... М, если п ≥ М. Вероятность того, что в выборке окажется d дефектных изделий определяется по формуле
 .
.Это распределение называется гипергеометрическим.
Все рассуждения, правила и выводы, относящиеся к случаю, когда рассматривалась доля дефектных изделий в партии р, могут быть применены к этому случаю.