
Ii «Показатели качества, контроль, статистическое регулирование технологических процессов; системы управления качеством» Павлодар
| Вид материала | Документы |
- Рабочая программа дисциплины стандартизация и управление качеством общенаучный цикл,, 225.86kb.
- А. Г. Малаханова система управления качеством подготовки, 139.32kb.
- Подходы к организации мониторинга региональной системы образования и проекта «Региональная, 471.3kb.
- Программа по дисциплине «Управление качеством», 44.79kb.
- Учебно-методический комплекс по дисциплине управление качеством Специальность, 248.02kb.
- Сущность, показатели и основные методы управления качеством продукции, 45.54kb.
- Обсуждены подходы к созданию и моделированию инкубационной системы вуза как важному, 21.3kb.
- Инструментальный контроль качества жизнеобеспечения, 70.33kb.
- Управления качеством образования, 432.52kb.
- Лекция 2 (4 часа). Раздел Эволюция управления как науки, 247.6kb.
Имеются зависимости между показателями качества
Еj = fj(Р1, Р2, …, Рп).
j = 1, 2, ..., m, т — число зависимостей.
Задача заключается в том, чтобы путем вычислений определить такие показатели качества Р1, Р2, ..., Рп при которых целевая функция достигает своего эстремального (максимального или минимального в зависимости от вида целевой функции) значения.
Наиболее часто используются следующие целевые функции:
Ц* = Э – Z, Ц** = Э – Z/Z, Ц*** = Э/Z.
Эти функции связаны между собой соотношениями
Ц* = ЗЦ** = 3(Ц*** - 1).
Рассмотрим структуру критерия оптимизации на примере одного из них, а именно Ц***, применительно к изделию, эффект от эксплуатации которого определяется по формуле Э = ПТ,
где П – производительность, ед./ч (единица может измеряться в единицах веса, объема, длины, в штуках и т. п.);
Т - средний ресурс.
Затраты будут определяться по формуле Ζ = Ζ1 + Ζ2,
где Ζ1 – затраты на изготовление;
Z2 – затраты на эксплуатацию.
В свою очередь, затраты на эксплуатацию выражаются по формуле Ζ2 = Ζ3 + Ζ4 + Ζ5,
где Z3 – затраты на обслуживающий персонал;
Z4 – затраты на техническое обслуживание и ремонт;
Z5 – затраты на энергию.
Тогда целевая функция будет иметь вид
Ц*** = ПТ/Z1 + Ζ3 + Ζ4 + Ζ5.
Если имеются ограничения на затраты, величина которых стоит в знаменателе этого выражения, то эффективнее будет то изделие, у которого максимально ПТ, т. е. в данном случае будет целевая функция технического вида. Если задан эффект, который необходимо достичь за счет эксплуатации изделия, то эффективнее будет то изделие, у которого будут меньшие затраты. В этом случае в качестве критерия оптимизации используются суммарные затраты на производство и эксплуатацию изделия.
Из рассмотренного критерия могут быть получены и другие применимые на практике технические критерии. Например, если требуется, чтобы изделие непрерывно работало с производительностью, равной 1, затраты на изготовление, обслуживающий персонал и энергию не учитываются, а затраты на ремонт оцениваются временем простоя из-за отказов, то роль целевой функции будет выполнять коэффициент готовности.
Из рассмотренного критерия при наличии дополнительных условий и ограничений могут быть получены другие критерии, которые по единицам измерения и характеру обобщения могут быть отнесены к одному из следующих видов.
Первый вид (технический или простейший) — критерий, выраженный единичным или комплексным показателем качества или физическими единицами (штуками, весом, объемом, производительностью и т.п.).
Второй вид (экономическая эффективность с использованием денежной формы) — критерий в виде зависимости между эффектом и затратами, выраженными в деньгах или в виде отношения величины, выраженной в физических единицах, к величине, выраженной в деньгах (эффект в неденежной форме на один рубль затрат),
Третий вид (полезность) — критерий в условных единицах измерения, или даже по факту предпочтения, т. е. в шкале порядка.
Решение задачи оптимизации уровня качества проектируемого изделия осуществляется следующими этапами.
1 Определяются конкретные виды зависимостей эффекта и затрат от показателей качества.
2 Определяется конструктивное решение проектируемого объекта. Составляется перечень применяемых в нем элементов, узлов, блоков, материалов, в котором указываются их основные показатели качества, влияющие на показатели качества объекта. Определяются показатели качества спроектированного объекта,
3 По конкретному виду формулы для расчета эффекта рассчитывается эффект от эксплуатации проектируемого объекта.
4 Рассчитываются затраты, связанные с изготовлением и эксплуатацией спроектированного объекта.
5 Определяется численное значение критерия оптимизации.
6Составляется перечень возможных изменений спроектированного изделия, который предусматривает применение других элементов, узлов и блоков, конструкций, материалов.
7 С учетом возможных изменений разрабатываются новые варианты объекта.
8 Относительно каждого из вариантов выполняется процедура, описанная в пунктах 1 — 5.
Сравниваются численные значения критериев оптимизации, полученных для каждого из вариантов.
10 Тот вариант объекта, для которого значение критерия максимально (минимально), принимается за основной вариант, подлежащий реализации.
Многие виды продукции выпускаются в виде параметрического ряда, т.е. совокупности, элементы которой предназначены для удовлетворения заданных идентичных потребностей, но они отличаются друг от друга числовыми значениями параметров и обладают ограниченной заменяемостью.
Под ограниченной заменяемостью понимается возможность заменить элемент ряда хотя бы одним другим. Эта замена связана с некоторыми потерями, обусловленными уменьшением эффекта от производства и эксплуатации данного ряда или увеличением суммарных затрат на разработку, изготовление и эксплуатацию (применение) продукции.
Разработка продукции в виде параметрических рядов является разновидностью унификации — деятельности, направленной на приведение различных видов продукции и средств ее производства к рациональному минимуму типоразмеров, марок, форм, свойств. Унификация (от латинских слов «unus» – один и «faciо» – делаю) – приведение к единообразию, к единой форме или системе.
Параметрический ряд – ограниченная совокупность дискретных значений основных параметров, выраженных в одинаковых единицах физических величин и построенных по определенной закономерности. Параметрический ряд определяют основные конструктивные, эксплуатационные или технологические характеристики изделий.
Элементами параметрического ряда могут быть комплексы, машины, узлы, детали, например двигатели автомобилей, грузовые автомобили, электро- и радиоэлементы.
Оптимизация параметрического ряда заключается в нахождении совокупности продукции (изделий) с такими значениями параметров, при которых заданные потребности в продукции удовлетворяются с наименьшими суммарными затратами.
На математическом языке эта задача формулируется следующим образом.
Пусть на множестве X возможных типов изделий задана функция спроса ф(х) на каждый тип изделия, х принадлежит множеству X. Функция спроса численно равна требуемому количеству изделий.
Спрос в изделиях должен быть удовлетворен с помощью некоторой совокупности унифицированных изделий. Эти изделия имеют следующие N значений параметра: U1,U2, ...,UN.
Обозначим параметрический ряд
UN = (U1, U2, ..., UN),
где N – число типов унифицированных изделий в данном параметрическом ряду;
Uk – значение параметра k-го унифицированного изделия.
Значения Uk, k = 1, 2, ..., N выбираются из некоторого множества U возможных значений параметра унифицированных изделий.
На разработку, производство и эксплуатацию изделий необходимы затраты, которые состоят из двух частей:
g°(U) – постоянные затраты на изделия одного типоразмера, не зависящие от объема его выпуска. К ним относятся затраты на разработку, подготовку производства, часть затрат на производство и эксплуатацию, не зависящие от потребности;
g(U, x) – затраты на удовлетворение потребности в изделии с параметром х с помощью изделия с параметром U, относящегося к параметрическому ряду.
Тогда суммарные затраты на разработку и эксплуатацию параметрического ряда UN будут равны

Первая сумма представляет собой постоянные затраты на разработку и эксплуатацию параметрического ряда. Вторая – переменные затраты на производство и эксплуатацию параметрического ряда. При этом во второй сумме второй сомножитель представляет собой минимальные затраты при удовлетворении спроса на изделие с параметром х с помощью изделий из унифицированного ряда. Это означает, что, например, если имеется потребность в грузовых машинах грузоподъемностью 2 т, а в унифицированном ряду имеются машины грузоподъемностью 3 т и 5 т, причем трехтонные дешевле, то спрос в двухтонных машинах необходимо удовлетворять за счет трехтонных.
Задача заключается в минимизации S(UN). При этом в зависимости от числа N членов параметрического ряда различаются следующие задачи оптимизации.
1. N – фиксировано. Необходимо найти члены ряда Uk, k = 1, 2, ..., N, из условия
 .
.Эта задача называется задачей выбора N – оптимального параметрического ряда.
2. Задано некоторое число N0 . Необходимо найти члены ряда
Uk, k = 1, 2, ..., N, из условия
,причем N ≤ N0 В этой задаче имеется некоторая свобода выбора числа членов параметрического ряда. В этом случае минимальные затраты представляют собой
 .
.Эта задача называется задачей выбора N0 – оптимального параметрического ряда.
3. Нет никаких ограничений на число N, оно может быть любым. В этом случае затраты на полное удовлетворение спроса достигают минимума как по N, так и по U Ν:
 ,
,Для нахождения оптимального параметрического ряда в этом случае требуется определить N – число типов унифицированных изделий, входящих в параметрический ряд, и значения Uk , k = 1, 2, ..., N параметров унифицированных изделий этого ряда. При этом
Встречающиеся ни практике задачи оптимизации параметрических рядов обладают свойствами, позволяющими для решения этих задач построить эффективные вычислительные алгоритмы
2.4.1.2 Формулировка требований к качеству
Требования к качеству продукции в нормативной или технической документации могут задаваться в виде допустимых значений показателя качества или его точного значения. Допустимые значения задаются в виде односторонних или двусторонних пределов. Это наиболее часто применяемый способ формулировки требований. Он обусловлен объективной причиной: на значение практически любого показателя качества оказывает влияние множество факторов, не поддающихся учету, каждый из которых в отдельности оказывает небольшое влияние, но в совокупности они обуславливают разброс этого значения. Односторонний предел снизу применяется для характеристики позитивных показателей, т. е. показателей, увеличение численного значения которых означает улучшение качества. Односторонний предел сверху применяется для характеристики негативных показателей, увеличение численного значения которых означает ухудшение качества. Двусторонний предел применяется для характеристики таких показателей, которые определяют область использования продукции, и выход как за нижний, так и за верхний пределы означает ухудшение качества. Точные значения применяются для характеристики показателей, разброс которых незначителен и им можно пренебречь. Это, как правило, показатели, характеризующие размеры, например колея колес, длина, ширина, высота автомобиля, объем камеры холодиьника, морозильника.
Примеры показателей качества, являющихся односторонними пределами снизу: время разгона с места до 100 км/ч автомобиля; грузоподъемность, продольная устойчивость, поперечная устойчивость лесопогрузчика; энергия аккумуляторной батареи; производительность станка.
Примеры показателей качества, являющихся односторонними пределами сверху: расход горючего на 100 км пробега автомобиля; допустимые потери продукта, допустимый бой бутылок фасовочной машины для пищевых жидкостей; уровень шума ткацкого станка.
Примеры показателей качества с двусторонними пределами: скорость передвижения с номинальным грузом – плюс 20%, минус 10%, нагрузка на передний мост с номинальным грузом – ±3% электротележки; сопротивление резистора, емкость конденсатора и другие параметры радиоэлементов. С использованием двусторонних пределов характеризуются, как правило, оговариваемые условия эксплуатации (применения) продукции, например «электропитание должно осуществляться от сети переменного тока частотой 50 ± 1 Гц и напряжением 220 ± 22 В», «допустимая температура окружающей среды 20° ± 2°».
Кроме показателей качества, т.е. численных характеристик свойств качества продукции, применяются требования, сформулированные словами. Примеры таких требований: «Приводы машины должны обеспечивать бесступенчатое регулирование производительности»; «Система смазки должна исключать возможность попадания смазочных материалов в пищевые продукты или контакта с ними».
2.4.2 Задание на выполнение работы
2.4.2.1 Иисследовать основные положения темы, изложенной в п. 2.4.1;
2.4.2.2 Выполнить работу в соответствии с нижеследующей методикой выполнения работы.
2.4.3 Техническое оснащение работы
2.4.3.1 Микрокалькулятор для выполнения расчетов.
2.4.3.2 Персональный компьютер.
2.4.3.3 Электронная версия работы.
2.4.3.4 Компьютер используется при дистанционном обучении при выполнении работы в компьютерном классе с применением электронной версии работы, электронный учебник.
2.4.4 Методика и порядок выполнения работы
2.4.4.1 Изучение основных положений теоретической части.
2.4.4.2 Исследование вопроса оптимизации уровня качества продукции, целевой функции оптимизации качества.
2.4.4.3 Исследование методики и этапов решения задачи оптимизации уровня качества проектируемого изделия.
2.4.4.4 Ознакомление с формулировкой требований к качеству продукции.
2.4.4.5 Основные положения работы, расчеты, таблицы, выполнение индивидуального задания по указанию преподавателя, ответы на контрольные вопросы занести в отчет.
2.4.4.6 При дистанционном обучении, при выполнении работы в компьютерном зале используется компьютер и электронная версия работы.
2.4.5 Контрольные вопросы:
2.4.5.1 Оптимизация уровня качества.
2.4.5.2 Целевая функция оптимизации качества.
2.4.5.3 Этапы решения задачи оптимизации уровня качества проектируемого изделия.
2.4.5.4 Унификация.
2.4.5.5 Параметрический ряд.
2.4.5.6 Оптимизация параметрического ряда.
2.4.5.7 Формулировка требований к качеству.
2.4.6 Требования техники безопасности
Занятия проводятся в общей аудитории, поэтому не требуется специальных мер безопасности, отличающихся от мер безопасности, требующихся в компьютерных классах.
2.4.7 Требования к отчету
Отчет должен содержать ответы на контрольные вопросы и материалы, указанные в п.4.1. Отчет выполняется в специальной тетради и сохраняется до получения зачета по дисциплине. Форма отчета – в соответствии с СТП ПГУ «Система качества».
2.4.8 Литература
Фомин В. Н. «Квалиметрия. Управление качеством. Сертификация». Учебное пособие, М.: Ось-89, 2002 г., 384 с.
Работа 2.5 «Статистическое регулирование техпроцессов»
2.5.1 Основные положения
Статистическое регулирование технологического процесса – это управление параметрами технологического процесса по результатам контроля выборочных характеристик параметров производимой продукции. Для осуществления статистического регулирования необходимо осуществлять контрольные измерения значений параметров продукции в конце технологического процесса (или регулируемой части технологического процесса). Для штучной продукции — это значение параметров продукции в выборке, для нештучной — значения параметров продукции в пробе.
Сущность статистического регулирования состоит в том, что по результатам этих измерений принимается решение о необходимости корректировки параметров технологического процесса или отсутствии этой необходимости.
Методическая основа принятия решения заключается в следующем. На основе контрольных измерений необходимо установить, ухудшились ли параметры технологического процесса по сравнению с теми, которые были заданы и которые были выполнены в начале технологического процесса. На математическом языке эта задача является задачей на сравнение совокупностей, которая в общем виде формулируется так: имеются две случайные выборки, и требуется установить, относятся эти выборки к одной совокупности или нет. Методы решения этой задачи могут быть различными, в зависимости от того, какая теоретико-вероятностная модель адекватна начальному распределению параметра и принята в качестве исходной, какие характеристики выборки используются в качестве критерия принятия решения. Последнее условие определяет вид применяемых контрольных карт.
Результаты измерений параметров продукции и выборочные характеристики фиксируются в контрольной карте. Контрольная карта предназначается для статистического регулирования по одному параметру продукции, и как носитель информации о состоянии технологического процесса может размещаться на специальных бланках, машинных носителях или в памяти вычислительных машин.
На контрольной карте по горизонтальной оси откладывается время или номер выборки единиц продукции или пробы, а по вертикали — выборочное значение параметра продукции для очередной выборки.
В соответствии с применяемой статистической характеристикой контрольные карты могут быть следующих видов.
1. Контрольная карта значений контролируемого параметра х1, ..., хп.
2. Контрольная карта средних выборочных значений контролируемого параметра, определяемых по формуле:
 ,
,где хi - значение параметра;
п - число контролируемых изделий (объем контрольной выборки).
3. Контрольная карта медиан, на которую наносятся выборочные значения медиан, определяемые по формулам:
М = X(п+1)/2 , когда п нечетное, и
М = (Хп/2 + Хп/2 + 1)/2, когда п четное, причем значения хi расположены в порядке возрастания, т. е. образуют вариационный ряд.
4. Контрольная карта среднеквадратических отклонений, на которую наносятся значения выборочного среднеквадратичного отклонения, определяемого по формуле:
- Контрольная карта размахов, на которую наносятся значения выборочных размахов, определяемых по формуле: R = Хmax - Хmin,
где Хmax, Хmin – максимальное и минимальное значения контролируемого параметра в выборке.
6 Контрольная карта числа дефектов. На нее наносятся выборочные значения количества дефектов, обнаруженных в проконтролированных изделиях.
7 Контрольная карта числа дефектных единиц продукции. На нее наносятся выборочные значения количества изделий в выборке, в которых обнаружен хотя бы один дефект,
8 Контрольная карта доли брака, на которую наносятся выборочные значения доли брака.
В основу применения контрольные карт заложен следующий принцип: выход регулируемой статистической характеристики за границу регулирования является сигналом о разладке технологического процесса и необходимости его наладки.
Таким образом, при организации статистического регулировния технологического процесса необходимо решить следующие вопросы.
- Выбор вида контрольной карты.
- Определение границ регулирования.
- Определение периода отбора контрольных выборок или проб.
- Определение объема контрольных выборок или проб.
5. Меры, принимаемые при сигнале о наступившей разладке технологического процесса.
На рису4нке 1 а), б), в), г) представлены четыре вида контрольной карты – для значений контролируемого параметра, размаха, средних значений и числа дефектных единиц продукции, построенных на основе 20 выборок по 4 изделия в каждой выборке.
Значения контролируемого параметра в выборке и соответствующие им значения показателей, необходимых для построения контрольных карт, приведены в таблице 1. Данные таблицы соответствуют некоторому технологическому процессу, например, процессу отработки детали, в результате которого конечный продукт этого процесса – деталь – должна иметь значение контролируемого параметра в пределах от 70 до 80 единиц.
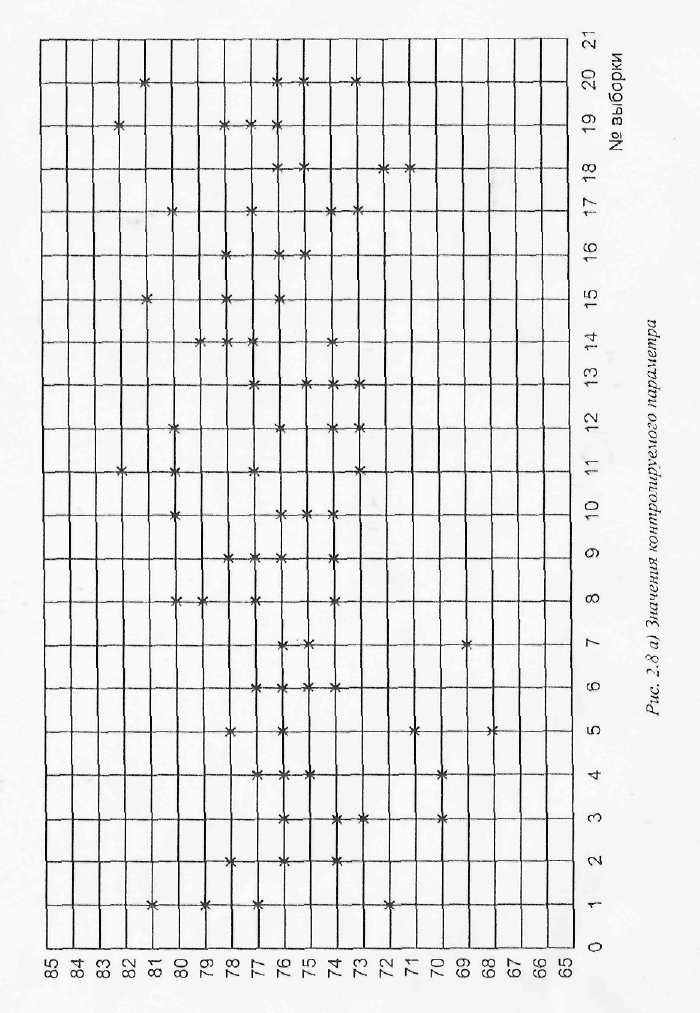 Рисунок 1, а)
Рисунок 1, а)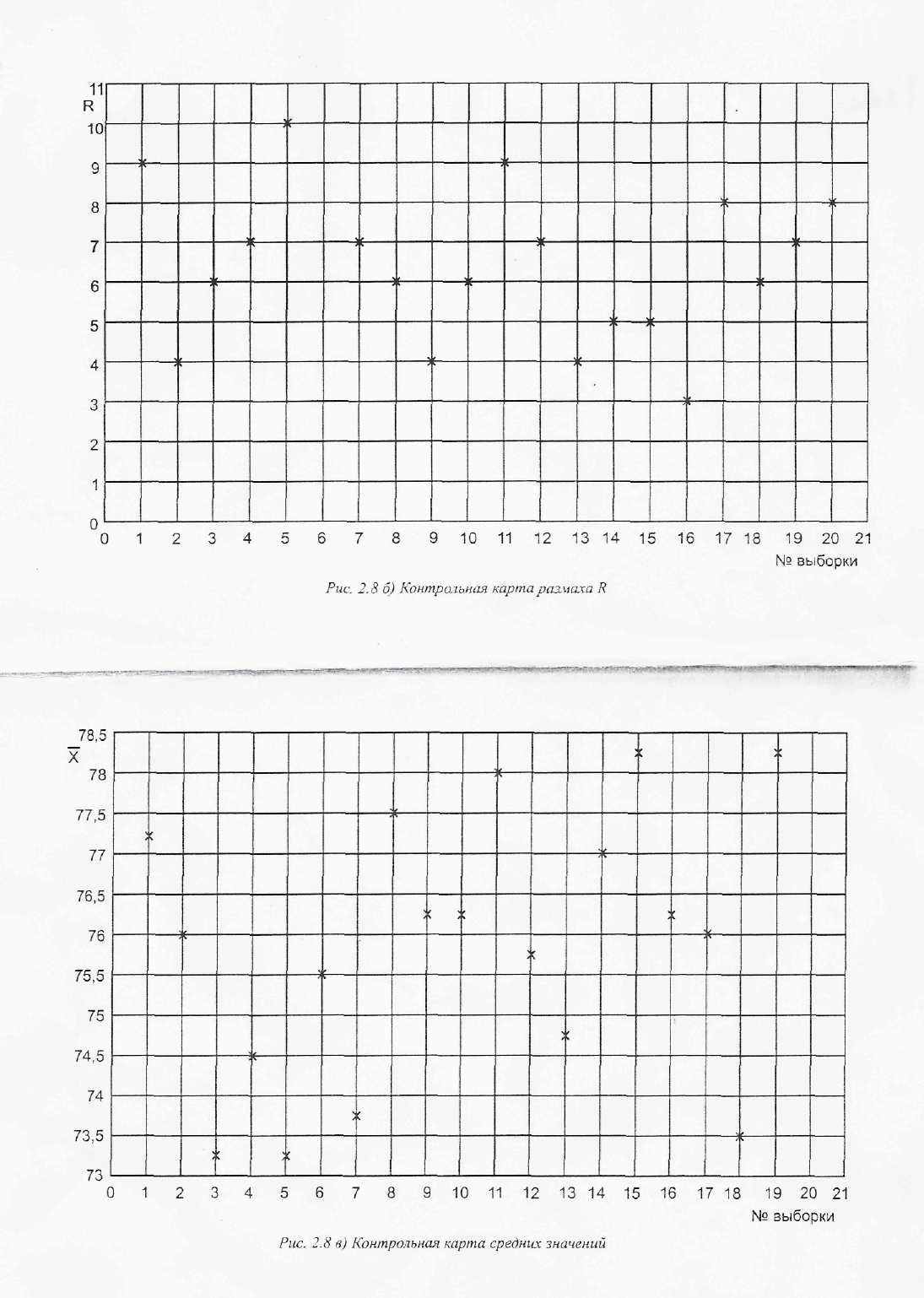
Рисунок 1 б), в)

Рисунок 1 г)