
«Технология текстильных изделий»
| Вид материала | Учебное пособие |
- Программа научно-педагогической практики для магистров 1 курса дневной формы обучения, 60.73kb.
- Создание изделий из текстильных материалов, 192.48kb.
- Рабочая программа и контрольные задания для студентов заочного обучения по специальности, 211.3kb.
- Технология и проектирование текстильных изделий» б 1 «Начертательная геометрия, инженерная, 13.98kb.
- Программа государственного экзамена по специальности 240202 «Химическая технология, 245.86kb.
- 261100 Технология проектирования текстильных изделий, 18.19kb.
- Аннотация программы 261100. 62 Технологии и проектирование текстильных изделий Код, 48.23kb.
- Рабочая программа дисциплины «технология швейных изделий» Для специальности, 201.99kb.
- Университет Кафедра «Технология, конструирование изделий и товаров», 86.11kb.
- Окислительная деструкция целлюлозы в щелочной среде и разработка целлюлозосохраняющих, 366.8kb.
Вопросы для повторения к теме
“Партионное снование основной пряжи”
Назначение технологического процесса снования.
- Требования, предъявляемые к технологическому процессу снования.
- Какие существуют способы снования? В каких случаях они применяются?
- Партионный способ снования, его преимущества и недостатки.
- Какие бывают сновальные машины?
- Какую емкость имеют шпулярники?
- Каково назначение натяжного прибора при сновании?
- Какие требования предъявляются к натяжным приборам при сновании?
- С помощью чего обеспечивается заданная плотность намотки нитей на сновальный валик?
- Какова удельная плотность наматывания основ на сновальном валике?
- Каковы требования к пуску и останову машины?
- Особенности расчета снования многоцветных основ.
- Пороки снования основных нитей. Каковы причины их возникновения? Меры по предупреждению образования пороков.
- Достоинства и недостатки прерывного и непрерывного способов снования.
- В каких случаях целесообразно применять непрерывное снование?
- Какие основные рабочие органы имеют сновальные машины?
- Как изменяются физико-механические свойства пряжи в процессе снования?
- В каких случаях в процессе снования натяжные приборы не применяют?
- Какие факторы влияют на натяжение нитей при сновании?
- Каким образом достигается постоянство линейной скорости снования на партионных и ленточных машинах?
- Каким образом можно повысить производительность машин?
- Что такое оптимальная ставка, как ее определяют?
- Опасные места сновальных машин.
- В каких случаях происходит автоматический останов сновальной машины?
Лабораторная работа № 5 на тему
«Изучение процесса ленточного снования основных нитей»
Время на выполнение лабораторной работы – 6 часов.
Основные сведения
В зависимости от вида используемых нитей и принятой технологии различают три способа снования: партионное, ленточное и секционное.
Для хлопчатобумажной, льняной, шерстяной камвольной пряжи и отдельных видов шелковой пряжи применяют партионную систему снования.
Для шелковой и шерстяной аппаратной пряжи чаще применяют ленточную систему снования. Этот способ снования используется для подготовки основ из крученой пряжи, которую не подвергают шлихтованию, для тканей со сложным мотивом цветного узора и шелковых тканей, имеющих достаточно большое количество основных нитей. Этот способ более трудоемок и менее производителен.
При ленточном сновании основные нити наматываются последовательно частями (лентами) на сновальный барабан. Ленты располагаются на барабане одна возле другой. Суммарная ширина всех лент на сновальном барабане равна ширине намотки основы на ткацком навое. Следовательно, плотность нитей в ленте (число нитей на единицу ширины барабана) равна плотности нитей основы при наматывании их на навой. На барабан навиваются ленты одинаковой длины, которая обычно равна длине нитей основы на навое. После навивания на барабан всех лент, необходимых для формирования навоя, их одновременно перематывают на ткацкий навой.
Ленточное снование состоит из двух основных операций:
1) последовательное навивание лент на сновальный барабан;
2) перематывание лент на ткацкий навой.
В связи с наличием двух операций ленточный способ снования менее производителен, чем партионный. Натяжение нитей менее равномерно. Особенно неравномерное натяжение будет отрицательно сказываться при переработке малорастяжимых нитей (льняные, углеродные, металлические и т. д.)
Достоинства ленточного способа снования:
1) сокращение количества отходов;
2) получение готового ткацкого навоя.
При ленточном сновании возможно получение основы с большим количеством основных нитей на навое. Ленточное снование применяют обычно в шелковом и суконном производствах, а также при переработке синтетических волокон и при большом количестве нитей в основе. В других отраслях ленточное снование применяется лишь при подготовке основ со сложным цветовым рисунком.
Нет четких критериев использования партионного и ленточного снования. По расчетам Ормирода, ленточное снование экономически выгодно при сложных цветовых раппортах и длине нитей на ткацком навое 1000–2500 м. Запас цветной нити при ленточном способе снования может быть значительно меньше, чем при партионном. Упрощаются также системы разделения и контроля пряжи по цветам, прокладывания ценовых шнурков.
Ленточное снование часто используется для непосредственной подготовки ткацкого навоя, если пряжу или нити не шлихтуют. В качестве примера может служить подготовка основ для двухцветных махровых полотенец, камвольных шерстяных и цветных одеял.
Обычно на сновальный барабан наматывают нити длиной, равной длине основы на сновальном барабане (за рубежом применяются сновальные барабаны, длина нитей на которых рассчитана на две основы). Особенно это удобно для двухполотенных ткацких станков, но возникает сложность прокладывания ценовых шнурков.
Ленточное снование осуществляют с катушек или неподвижных бобин. На каждой ленточной машине, помимо механизмов наматывания лент, предусмотрен механизм для перематывания лент со сновального барабана на ткацкий навой.
Сновальные машины для ленточного снования
Сновальные машины для ленточного способа снования бывают трех типов:
1) с постоянным конусом барабана и регулируемой скоростью перемещения суппорта;
2) с постоянной скоростью перемещения суппорта и регулируемой величиной угла конуса барабана;
3) с регулируемыми перемещением суппорта и величиной угла конуса барабана.
Наибольшее распространение в отечественной промышленности нашли ленточные машины СЛ-250-Ш и "Текстима" со шпулярником ШЛ-288-Ш. На рис. 35 представлена технологическая схема заправки ленточной сновальной машины.
В процессе перевивки основы на ткацкий навой перевивочное устройство равномерно перемещается вдоль барабана по ходовому винту. Это перемещение по величине равно перемещению суппорта, но направлено в противоположную сторону. Перемещение перевивочного устройства необходимо для правильного формирования относительно фланцев ткацкого навоя нитей основы. Ткацкий навой вращается от отдельного привода.

Рис. 35. Схема заправки ленточной сновальной машины:
1 – направляющие валики; 2 – делительный рядок; 3 – рядок суппорта; 4 – направляющие валики; 5 – мерильный валик; 6 – сновальный барабан; 7 – столик суппорта; 8 – ходовой винт; 9 – направляющие; 10 – направляющие скала; 11 – навой.
Делительный рядок является направляющим органом и одновременно разделяет нити на группы для прокладки между ними делительных шнурков – цен. В связи с этим в делительном рядке сделана пропайка зубьев и он снабжен подъемным устройством.
Рядок суппорта служит для равномерного распределения нитей по ширине ленты и смещения ленты вдоль образующей сновального барабана во время наматывания ее на сновальный барабан.
Мерильный валик соединен со счетчиком зубчатой передачей.
При наработке первой ленты включается счетчик числа оборотов сновального барабана. Остальные ленты снуются по показаниям только этого счетчика, который приводит в действие механизм останова машины. На машине имеются два счетчика, благодаря чему обеспечивается наматывание лент одинаковой длины. Однако и при двух счетчиках наблюдается различная длина нити в лентах и на ткацком навое. Это вызвано неравномерностью натяжения нитей и их различной деформацией в процессе снования.
На машине можно получить две скорости вращения навоя. Так как при наматывании на ткацкий навой постоянно увеличивается диаметр навивки нитей, на ткацком навое линейная скорость перевивания будет постоянно увеличиваться.
Передача движения суппорту осуществляется от сновального барабана.
При обрыве нити контрольный крючок сигнальной рамки падает и замыкает электрическую цепь, вследствие чего происходит останов машины и загорается лампочка в том ряду, в котором произошел обрыв.
Основные технологические параметры,
определяющие процесс ленточного снования
При сновании пряжи целесообразно аналитически определить следующие технологические параметры:
- линейную скорость снования;
- удельную плотность навивания нитей основы при ленточном сновании;
- натяжение нити в процессе снования;
- число лент в основе;
- число нитей в ленте;
- ширину ленты;
- величину оптимальной ставки бобин на сновальной рамке;
- величину перемещения суппорта при ленточной системе снования и другие параметры.
1. Скорость снования
Скорость снования зависит от вида, качества и физико-механических свойств нитей, способа снования, величины ставки бобин на шпулярнике. Скорость снования колеблется в широких пределах. В табл. В.1 (Приложение В) приведены примерные скорости снования для основ из различных нитей.
При ленточном способе снования скорость переменная. В начале снования ленты она равна
 , , | (57) |
а в конце
 , , | (58) |
где h – высота навивания ленты, м; Dб – диаметр сновального барабана, м; nб – число оборотов барабана в минуту.
Переменной величиной является и скорость перевивания основы на ткацкий навой.
Средняя линейная скорость перевивания основы на ткацкий навой рассчитывается по формуле:
 , , | (59) |
где d – диаметр ствола ткацкого навоя, м; Dн – диаметр навивки пряжи на ткацком навое, м; nн – число оборотов ткацкого навоя в минуту.
Линейная скорость перевивания нитей со сновального барабана на ткацкий навой зависит от вида, качества и толщины пряжи, числа нитей в основе и плотности нитей на 1 дм по основе.
Средняя линейная скорость перевивания основы в 5–10 раз меньше линейной скорости снования нитей на сновальный барабан. Например, скорость перевивания вискозных основ не более 60 м/мин при скорости снования до 400 м/мин.
2. Удельная плотность навивания нитей основы при ленточном
сновании
Удельная плотность навивания зависит как от вида нити, так и от скорости и натяжения нити при сновании. От удельной плотности навивания нитей на ткацкий навой зависит длина навитой нити основы.
Повышение удельной плотности навивания на паковках зависит от вида и количества (в %) вложенного в смесь химического волокна. Величина удельной плотности наматывания определяется главным образом экспериментально или принимается по табл. Б.5 (см. Приложение Б).
3. Натяжение нитей в процессе снования
Основным технологическим требованием к процессу снования является создание равномерного и одинакового по величине натяжения всех основных нитей.
Величину натяжения нити при сновании пряжи на ленточных сновальных машинах можно ориентировочно определить, как и при перематывании пряжи, по следующей формуле:
 , , | |
где Т – натяжение одной нити, сН; Рн – прочность одной нити [1], сН; а – коэффициент, зависящий от прочности одиночной нити: для хлопчатобумажной пряжи 3–7 % от Рн; для льна 3–12 % от Рн; для натурального шелка 1 % от Рн.
Для поддержания постоянного и равномерного натяжения всех нитей и для изменения натяжения нити шпулярники снабжают нитенатяжителями.
Их устройство, достоинства, недостатки и требования, предъявляемые к ним, были описаны в лабораторной работе № 4.
4. Расчет ленточного снования
На современных ленточных машинах сечение ленты, намотанной на барабан, имеет форму параллелограмма. От спадания витки первой ленты удерживаются коническими направляющими барабана. Во время наматывания на барабан лента с помощью направляющего рядка суппорта получает равномерное смещение в сторону конуса барабана, вследствие чего нити наматываются по винтовой линии, второй торец намотки получает коническую форму и служит основанием последующей ленты.
Чтобы после наматывания всех лент намотка получила правильную цилиндрическую форму, угол конуса ленты должен быть равен углу конуса барабана. Правильная навивка лент возможна лишь при соответствующем подборе скорости перемещения суппорта и угла конуса барабана, зависящих от линейной плотности и вида нитей, а также от плотности намотки ленты.
При расчете ленточного снования исходными данными являются:
1) количество нитей в основе;
2) расстояние между фланцами навоя;
3) общая ширина снования;
4) вместительность шпулярника.
По этим данным определяют число лент в основе, ширину ленты и перемещение суппорта.
4.1. Число лент в основе:
 , , | (60) |
где nо – число нитей в основе; k – максимальная вместимость шпулярника.
Примечание: число лент в основе принимается большее целое.
4.2. Число нитей в ленте:
 . . | (61) |
Примечание: число нитей в ленте принимается целое и кратное числу нитей, пробираемых в один зуб берда суппорта.
4.3. Ширина ленты (см. рис. 36), см:
 , , | (62) |
где Н – рассадка между фланцами навоя, см.
Размеры ткацкого навоя берутся из технической характеристики ткацкого станка (табл. Б.4, см. Приложение Б).
4.4. Число нитей основы в ленте на 1 см:
 . . | (63) |
4.5. Расчет берда суппорта:
 , , | (64) |
где z – число нитей, пробираемых в один зуб берда, (2–3).
П
римечание: Nб принимают целое число
Рис. 36. Схема сечения намотки ленты
4 .6. Площадь сечения ленты, см2:
| S = ал×b, | (65) |
где b – толщина намотки ленты на барабане (из технической характеристики машины), см.
4.7. Общая ширина лент на ткацком навое, см:
| В = ал×nл. | (66) |
4.8. Объем намотки ленты, см3:
| V = S×p×Dср, | (67) |
где Dср – средний диаметр намотки, определяется по формуле, см:
| Dср = Dб + b, | (68) |
где Dб – диаметр барабана (из технической характеристики машины), см.
4.9. Масса намотки ленты, кг:
| G = V×g/1000, | (69) |
где g – удельная плотность намотки ленты на барабан (табл. Б.5, см. Приложение Б), г/см3.
4.10. Масса одного витка намотки, г:
 . . | (70) |
4.11. Общее число витков нитей во всей ленте:
 . . | (71) |
4.12. Частота вращения барабана за время снования ленты, мин-1:
 . . | (72) |
4.13. Перемещение суппорта за один оборот сновального барабана, cм:
 , , | (73) |
где Ро – число нитей основы в ленте на 10 см; α – угол подъема конуса барабана (из технической характеристики машины), град.
4.14. Перемещение суппорта за время снования всей ленты, см:
| Нс = h×nб. | (74) |
Величина перемещения суппорта на ленточной сновальной машине зависит от плотности ленты на барабане, толщины нити основы, вида пряжи, величины угла конуса сновального барабана и конструкции ленточной сновальной машины.
На машине СЛ-250-Ш можно получить только четыре значения перемещения суппорта: 2,88; 2,1; 1,5; 0,6 мм. На ленточных машинах других конструкций величина подачи суппорта может быть установлена от 0,97 до 3,45 мм.
Современные ленточные машины имеют регулируемый конус для ленты на сновальном барабане, который можно определить по формуле:
 . . | (75) |
Изменение величины конуса барабана и величины перемещения суппорта на машине СЛ-250-Ш в зависимости от толщины пряжи и плотности ленты показано в табл. В. 2 (см. Приложение В).
4.15. Объем ткацкого навоя (рис. 37), см3:
 , , | |
где Н – расстояние между фланцами навоя, см; Dн – максимально возможный диаметр навивки основы на навой (принимается на 3–5 см меньше диаметра фланцев навоя), см; d – диаметр ствола навоя, см.
Размеры ткацкого навоя берутся из технической характеристики ткацкого станка (табл. Б.4, см. Приложение Б).
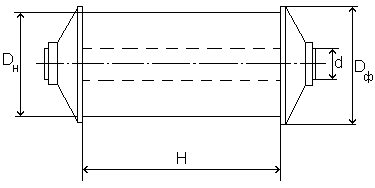 Рис. 37. Ткацкий навой
Рис. 37. Ткацкий навой4.16. Масса нитей на навое, кг:
| Gн = V × g/1000, | |
где g – удельная плотность наматывания нитей на ткацкий навой (принимается согласно выбранным технологическим параметрам (табл. Б. 5, см. Приложение Б)).
4.17. Масса мягкой (неошлихтованной) основы на навое, кг:
 , , | |
где Пи – истинный приклей в основе (табл. Б.6, см. Приложение Б), %.
4.18. Длина основы, навитой на ткацкий навой, м:
 , , | |
где nо – число нитей в основе; То – линейная плотность нитей, текс.
4.19. Оптимальная ставка бобин при ленточном сновании определяется по формуле Гордеева:
 , , | (76) |
где в – число бобин в вертикальном ряду шпулярника (из технической характеристики шпулярника); а – число обрывов на 1 млн. метров одиночной нити (табл. Б.7, см. Приложение Б); с – коэффициент, определяющий время, затрачиваемое на переходы между двумя соседними рядами бобин (для типовой сновальной рамки и прерывного способа снования с = 0,4–0,9 с., а для непрерывного с = 2,5 с.); υc – скорость снования, м/с; t – простои машины при перезаправке ленты и прокладке цен в процессе снования одной ленты (4–6 мин), с.; Lс – длина ленты на сновальном барабане, м.
Манерное снование
Если основа многоцветная, предназначенная для выработки полосатой или клетчатой ткани, то расчет проводится с учетом многоцветной основы.
Число цветных раппортов в основе рассчитывается по формуле:
 , , | (77) |
где nо – число основных нитей в фоне ткани; Rцв – число нитей в раппорте цвета.
Число лент в основе определяют так же, как и при расчёте гладких основ, но, принимая ближайшее целое число лент в основе и определяя число нитей в ленте, учитывают раппорт цвета: число нитей в ленте (ставке) должно быть равно целому числу раппортов цвета, т. е.
| n1 = k×Rцв, | (78) |
где k – целое число.
Число лент в основе вычисляется так:
| nл = nо / n1 = nо / k×Rцв. | (79) |
5. Обрывность пряжи при сновании
Величину обрывности приблизительно можно принять по табл. Б.7 (см. Приложение Б).
6. Пороки, возникающие при сновании:
1. Нахлестка – оборванный конец нити не связывается с концом нити на сновальном барабане.
2. Защип – оборванный конец одной нити привязан к концу другой нити.
3. Рвань на сновальном барабане – обрыв группы нитей и связывание их пучком или внахлест.
4. Неправильная форма намотки – неравномерная раскладка нитей в направляющем рядке и неправильная его разводка.
5. Врезание нитей в краях ткацкого навоя – неправильная установка рядка относительно фланцев ткацкого навоя, из-за чего нарушается цилиндрическая форма навоя.
6. Слабины и различное натяжение нитей – определяются неправильной установкой натяжных приборов при сновании с бобин.
7. Неправильная длина снования – получается из-за неверной установки счетчика или при его разладке, а также при неправильном регулировании тормозов мерильного валика, тугом вращении шестерен.
7. Величина отходов нитей при сновании определяется по формуле:
 , , | |
где l1 – длина нити, идущая в угары при смене питающей паковки, м (а1 = 1…2 м); l2 – остаток нити на бобине, идущей в угары, м (b1 = 2...5 м); l3 – длина нити, идущая в угары при ликвидации обрыва, м (а2 = 0,5…1,5 м); k – число обрывов за время схода нити с бобины; Lб – длина нити на бобине, м.
8. Производительность сновальных машин выражается в килограммах, сновальных валиках и ткацких навоях (при ленточном сновании).
Теоретическую производительность ленточной сновальной машины за определенный промежуток времени рассчитывают по формуле:
| Пт = t·nо·Tо·Vс·Vп /(Vс + Vп·nл)·106, | (80) |
где Vс – линейная скорость снования, м/мин; Vп – линейная скорость перевивания основы на ткацкий навой; nл – число лент в основе; nо – число нитей в основе.
Фактическую производительность сновальной машины определяют по формуле:
| Пф = Пт·Кпв, | |
где Кпв – коэффициент полезного времени, учитывающий технологические и некоторые организационные простои машины. Кпв = 0,2–0,45.