
«Технология текстильных изделий»
| Вид материала | Учебное пособие |
СодержаниеВремя на выполнение лабораторной работы – 8 часов. В зависимости от вида используемых нитей В зависимости от способа смены всех паковок Требования к шпулярнику |
- Программа научно-педагогической практики для магистров 1 курса дневной формы обучения, 60.73kb.
- Создание изделий из текстильных материалов, 192.48kb.
- Рабочая программа и контрольные задания для студентов заочного обучения по специальности, 211.3kb.
- Технология и проектирование текстильных изделий» б 1 «Начертательная геометрия, инженерная, 13.98kb.
- Программа государственного экзамена по специальности 240202 «Химическая технология, 245.86kb.
- 261100 Технология проектирования текстильных изделий, 18.19kb.
- Аннотация программы 261100. 62 Технологии и проектирование текстильных изделий Код, 48.23kb.
- Рабочая программа дисциплины «технология швейных изделий» Для специальности, 201.99kb.
- Университет Кафедра «Технология, конструирование изделий и товаров», 86.11kb.
- Окислительная деструкция целлюлозы в щелочной среде и разработка целлюлозосохраняющих, 366.8kb.
Время на выполнение лабораторной работы – 8 часов.
Основные сведения
Цель процесса снования: подготовить с минимальными затратами качественную основу на сновальных валах или на ткацких навоях, обеспечивающих минимальные затраты в последующих переходах.
Снование основных нитей производится с конических или цилиндрических бобин, реже с вращающихся катушек. В последнее время чаще снование ведется непосредственно с паковок, сформированных на пневмомеханических и крутильных машинах.
Требования к процессу снования:
- Не должны ухудшаться физико-механические свойства пряжи.
- Натяжение всех навиваемых нитей должно быть одинаковым и по возможности равномерным в течение всего времени срабатывания паковки; неправильное, неравномерное натяжение нитей основы приводит к снижению эксплуатационных свойств ткани.
- Натяжение всех нитей должно быть оптимальным, оно должно обеспечивать правильное формирование сновальной паковки, чрезмерное натяжение повышает вытяжку нитей и ухудшает ее свойства.
- Истирание нитей основы должно быть минимальным.
- Поверхность сновальной паковки должна быть строго цилиндрической.
- Скорость снования должна быть оптимальной, чтобы обеспечить наивысшую производительность труда и оборудования, высокое качество снования.
- Отходы при сновании должны быть минимальными.
В зависимости от вида используемых нитей и принятой технологии различают три способа снования: партионное, ленточное и секционное.
Для хлопчатобумажной, льняной, шерстяной камвольной пряжи и отдельных видов шелковой пряжи применяют партионную систему снования.
Для шелковой и шерстяной аппаратной пряжи чаще применяют ленточную систему снования.
При партионном способе снования на сновальный вал наматывается часть нитей основы, навиваемых на ткацкий навой.
В настоящее время партионный способ наиболее производителен. Он применяется при сновании основ из суконной пряжи, искусственного и синтетического шелка, в приготовлении цветных основ, в том числе при сновании хлопчатобумажных, шерстяных, различных химических нитей. При этом способе снования нити наматывают на сновальный вал, емкость шпулярника может быть до 1000 бобин. Сновальный вал обычно делают шире ткацкого навоя, чтобы навивать на него нити большей длины.
Различные ткани имеют неодинаковое число основных нитей. Для того чтобы приготовить основу для какой-либо ткани, ее необходимо разместить на сновальных валах. Желательно, чтобы на каждом сновальном валу было одинаковое количество нитей. В крайнем случае, целесообразно, чтобы разница в количестве нитей на сновальных валах была минимальной.
Число сновальных валов, на которых навито необходимое для изготовления данной ткани количество основных нитей, называют партией.
Навивание основы на ткацкий навой со сновальных валов осуществляется в дальнейшем на шлихтовальных или перегонных машинах. В этом случае каждая соседняя нить на навое поступает с разных сновальных валиков партии, поэтому манер снования составляет лишь часть манера основы.
В зависимости от способа смены всех паковок на шпулярниках, снование бывает п р е р ы в н ы м и н е п р е р ы в н ы м. В первом случае производят смену всех паковок одновременно. Во втором случае меняют только сработанные бобины. Непрерывный способ снования позволяет повысить Кпв сновальной машины и сократить отходы, но увеличивается число узлов на сновальном валике, что приводит к повышению обрывности нитей на ткацком станке.
При н е п р е р ы в н о м сновании машина не простаивает для смены ставки, не требуется последующее перематывание начинок бобин. Однако, вследствие того, что нити сматываются с бобин различного диаметра, получается различное натяжение нитей, шпулярник имеет большие размеры, что требует дополнительной производственной площади и увеличения времени на ликвидацию обрывов, а также при переходе снования с рабочей бобины на запасную наблюдаются слеты и повышенная обрывность пряжи.
При п р е р ы в н о м сновании неизбежны простои машины при смене ставки бобин, а также последующее разматывание начинок бобин, так как резервируется запас пряжи на бобине в количестве примерно 5 % от расчетного – во избежание непрерывного схода пряжи с бобины. Однако натяжение нитей более равномерно, так как сматывание их происходит с бобин одинакового размера. Шпулярник имеет значительно меньшие габаритные размеры, что помимо экономии производственной площади значительно уменьшает время, необходимое для ликвидации обрыва нити при сновании, достигается некоторое уменьшение обрывности пряжи.
Большое значение имеет вместительность сновальных рамок, т. к. от величины ставки зависит число сновальных валов в партии или число лент. Количество же лент и сновальных валов в партии влияет на количество отходов в сновании и шлихтовании.
Шпулярники представляют собой металлический каркас, на котором размещены бобинодержатели, нитепроводники, рамки с натяжными приборами, сигнальные устройства и контактные крючки механизма автоматического останова машины при обрыве нити.
Требования к шпулярнику:
1) надежное и стабильное закрепление бобин;
2) беспрепятственное сматывание нити с бобин и удобство наблюдения за прохождением нитей;
3) создание с помощью нитенатяжителей одинакового натяжения нитей для всех бобин (нитенатяжители должны иметь централизованное регулирование натяжения);
4) контроль за непрерывностью сматываемых нитей;
5) доступность обслуживания всех бобин.
В производстве применяют шпулярники различных конструкций. По устройству они разделяются на шпулярники для вращающихся паковок и шпулярники для неподвижных паковок.
В шпулярниках д л я в р а щ а ю щ и х с я п а к о в о к катушки помещают на шпильках или на шпинделях. Натяжные приборы не устанавливают, а натяжение нити определяют трением втулки катушки о шпильку или шпиндель. При сновании смену ставки при доработке пряжи производят одновременно. На катушках при этом остается резервная длина пряжи. На смену ставки требуется много времени (0,5–1,5 часа), в течение которого машина простаивает. Такое снование называется прерывным.
Снование с н е п о д в и ж н ы х п а к о в о к бывает прерывным и непрерывным, поэтому шпулярники для снования с неподвижных паковок бывают 2-х типов: для прерывного и непрерывного снования.
Наличие запасных бобинодержателей дает возможность во время снования заменять бобины на нерабочих бобинодержателях. Благодаря этому сокращаются простои машины при смене ставки бобин. Запасные бобины устанавливаются во время работы машины. При перезаправке шпулярника рамки с бобинами поворачивают вручную на 180º.
Шпулярник Ш-432 предназначен для установки конических бобин крестовой намотки и обеспечения необходимого натяжения нитей во время снования. Шпулярник Ш-432 – прерывного способа снования, с резервной ставкой, рассчитанной на 432 рабочие и 432 запасные бобины. Запасные бобины устанавливают во время работы машины. При перезаправке шпулярника рамки с бобинами поворачивают вручную на 180º.
При заправке нитей из шпулярника в рядок сновальной машины используют наиболее эффективную, снижающую перегибы и удобную для нахождения оборванной нити заправку.
Проборку начинают с верхнего ряда бобин в середину рядка в следующем порядке: 1–5, 2–6, 3–7, 4–8 (см. рис. 31).
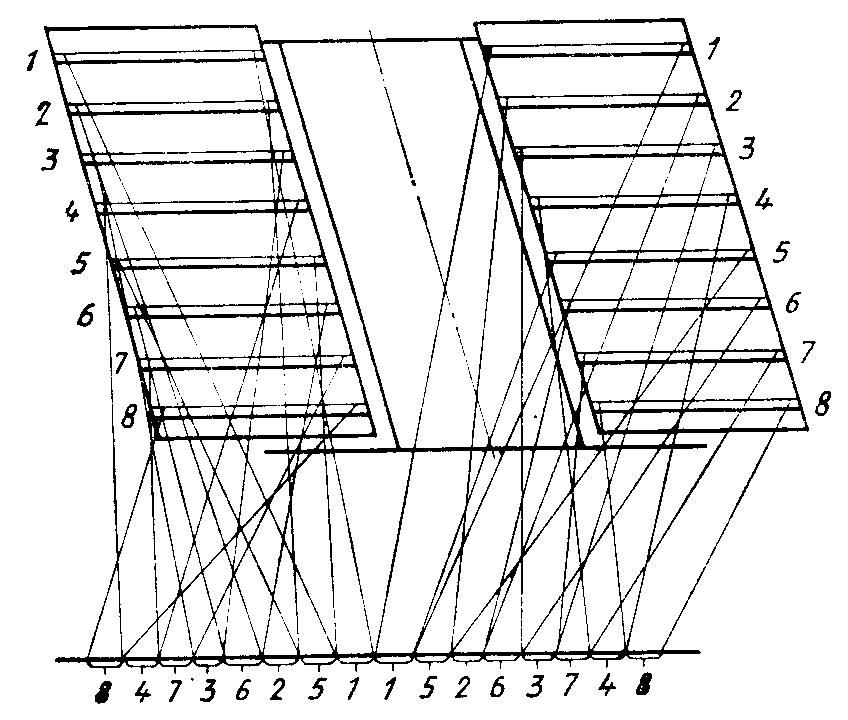
Рис. 31. Схема заправки нитей в рядок сновальной машины