
«Технология текстильных изделий»
| Вид материала | Учебное пособие |
- Программа научно-педагогической практики для магистров 1 курса дневной формы обучения, 60.73kb.
- Создание изделий из текстильных материалов, 192.48kb.
- Рабочая программа и контрольные задания для студентов заочного обучения по специальности, 211.3kb.
- Технология и проектирование текстильных изделий» б 1 «Начертательная геометрия, инженерная, 13.98kb.
- Программа государственного экзамена по специальности 240202 «Химическая технология, 245.86kb.
- 261100 Технология проектирования текстильных изделий, 18.19kb.
- Аннотация программы 261100. 62 Технологии и проектирование текстильных изделий Код, 48.23kb.
- Рабочая программа дисциплины «технология швейных изделий» Для специальности, 201.99kb.
- Университет Кафедра «Технология, конструирование изделий и товаров», 86.11kb.
- Окислительная деструкция целлюлозы в щелочной среде и разработка целлюлозосохраняющих, 366.8kb.
Время на выполнение лабораторной работы – 4 часа.
Основные сведения
Совершенствование процесса перематывания пряжи происходит по трем направлениям:
1) повышение степени автоматизации перематывания;
2) применение электронных средств контроля и регулирования всего процесса перематывания;
3) унификация мотальных автоматов.
Применение мотальных автоматов дает большой экономический эффект. Если на машинах мотальщица затрачивает на смену одного початка 10–12 секунд, то на автоматах затраты составляют 4–4,5 секунды на один початок и производительность труда повышается в 2,5–3 раза. Себестоимость обработки пряжи на автоматах на 20–25 % ниже, чем на машинах.
Автоматические системы выполняют следующие операции:
1) замена пустого патрона прядильным початком;
2) отыскивание конца нити на бобине и на початке;
3) подача концов нитей и их связывание;
4) заправка нити в натяжной прибор;
5) пуск головки и контроль перемотки;
6) съем наработанной бобины.
Основомотальные автоматы (ОМА) подразделяются на 2 класса:
1) неподвижный узловязатель и передвигающиеся мотальные головки;
2) неподвижные мотальные головки и движущийся узловязатель.
Типы основомотальных автоматов:
1) каждая мотальная головка оснащена узловязальным механизмом;
2) подвижные головки, укрепленные на цепи конвейера, движутся мимо стационарного узловязателя;
3) карусельный: мотальные головки установлены на карусели и обслуживается стационарным узловязателем;
4) узловязатель движется по всей машине в одном направлении мимо работающих мотальных головок;
5) узловязальный механизм совершает возвратно-поступательное движение относительно машины.
Мотальный автомат «Аутосук» относится к четвертому типу автоматов, имеющих индивидуальное узловязально-перезаправочное устройство на каждой мотальной головке, и представляет собой двустороннюю машину.
Автомат предназначен для перематывания пряжи и нитей из натуральных и химических волокон на бобины крестовой намотки. Входящей паковкой являются прядильные или крутильные початки, а также начинки со сновальных машин.
Полученные бобины крестовой намотки служат в качестве питающих паковок при подготовке сновальных валиков в приготовительных цехах или для бесчелночных ткацких станков, где питание утком осуществляется с неподвижно расположенных бобин. Подготовленные на автомате бобины используют и на трикотажных машинах.
Техническая характеристика мотального автомата «Аутосук» приведена в табл. А.14 (см. Приложение А).
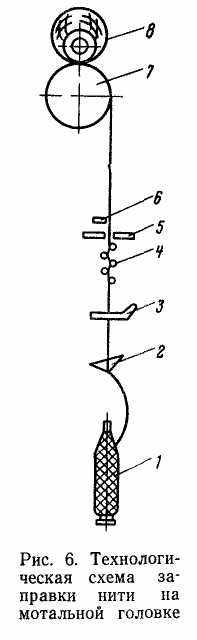
Рис. 28. Технологическая схема заправки нити на мотальном
автомате «Аутосук»
Технологическая схема заправки нити на мотальном автомате приведена на рис. 28.
Нить, разматываясь с початка 1, закрепленного на початкодержателе в нижней части мотальной головки, попадает в баллоногаситель 2. Баллоногаситель устанавливается на расстоянии 100–150 мм от конца патрона и его можно использовать при перематывании нитей с правой и левой круткой. Далее нить проходит через предварительный чиститель 3, предназначенный для задержки слетов и крупных прядильных пороков. Если эти пороки не устранить, то попадание их в контрольный прибор приведет к отказу автоматики при включении автоматического цикла. Разводка предварительного чистителя устанавливается равной 3–4 диаметрам нити. Далее нить попадает в гребенчатый натяжитель 4, имеющий сменные грузовые шайбы, и контрольную щель 5 с метрической шкалой для установки необходимой разводки. В верхней части головки нить проходит около щупла 6, контролирующего наличие нити в контрольном приборе, и попадает на мотальный барабанчик 7, при помощи которого наматывается на конический патрон, образуя бобину 8.
Мотальный автомат «Аутосук» состоит из следующих основных узлов и механизмов:
- остова,
- шкафа управления,
- ленточного транспортера,
- каретки для ящика с початками,
- мотальных головок.
Мотальная головка предназначена для перематывания пряжи с початков на бобину крестовой мотки. Одновременно с перематыванием осуществляется и устранение прядильных пороков.
Мотальная головка представляет собой самостоятельный комплект различных механизмов и имеет индивидуальный привод. В направляющих остова автомата головки устанавливаются свободно, что позволяет осуществить съем головки с автомата без применения инструмента. Масса головки – 80 кг. Головка присоединяется к электроцепи при помощи двух розеток: одна служит для питания электродвигателя, вторая – для сети управления (24 В). Для избежания неправильного включения розетки имеют различное расположение штырей.
Мотальная головка автомата осуществляет следующие операции:
- автоматическую подачу конца пряжи от початка к узловязателю;
- подачу новых початков на початкодержатель;
- выброс пустого патрона или неполностью сработанного початка на транспортерную ленту;
- нахождение конца нити на бобине и подачу его к узловязателю;
- связывание концов нитей самозатягивающимся узлом;
- удаление остатков пряжи и пыли с мест максимального их скопления (около нитеочистителя, нитенатяжителя и узловязателя);
- пуск мотальной головки после связывания нитей;
- повторение автоматического цикла в случае, когда при первой попытке обрыв не был ликвидирован (при второй неудачной попытке связывания концов пряжи головка останавливается и зажигается сигнальная лампа).
Непосредственно механизм наматывания нити состоит из следующих устройств:
а) механизма, удерживающего бобину в процессе намотки – приклона;
б) вспомогательных механизмов (демпфер и компенсатор массы бобины), обеспечивающих получение качественных бобин;
в) мотального механизма, навивающего пряжу на паковку и обеспечивающего равномерное распределение нити на бобине.
Мотальная головка включает в себя следующие механизмы, которые мы рассмотрим ниже.
Механизм контроля толщины нити устроен следующим образом. В средней части контрольного прибора на неподвижном кронштейне 1 (рис. 29) закреплен подвижной нож 2, а неподвижной нож 3 расположен на подвижном кронштейне 4.
Подвижной нож 2 можно перемещать по направляющему пазу 5 кронштейна 1 и фиксировать в этом пазу при помощи направляющего винта 6, ввернутого в кронштейн и проходящего через направляющий вырез ножа. Винт удерживает нож на кронштейне, но не зажимает его. У основания подвижного ножа имеется еще один вырез, в который вставляется эксцентричное основание втулки 7. Втулка может вращаться на неподвижной оси 8, ввернутой в кронштейн 1 контрольного прибора. После установки в необходимом положении втулка закрепляется при помощи гайки 9.
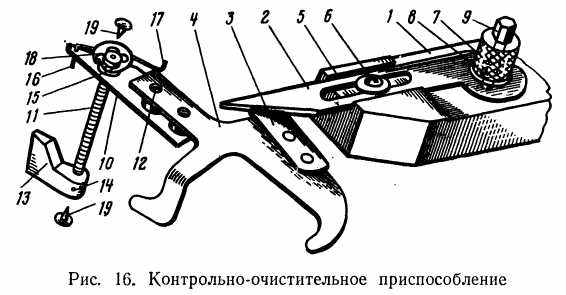
Рис. 29. Контрольно-очистительное устройство
Подвижной кронштейн состоит из двух частей. Одна часть 10 выполнена заодно с осью 11 и на нее двумя винтами 12 привернута вторая фигурная часть кронштейна 4. На ось 11 в средней части надета подвижная гребенка гребенчатого натяжного приспособления (на рис. не показана). В нижней части на ось насажен упор 13, скрепленный с осью шпилькой 14.
На верхний конец оси надета спиральная пружина 15. Один конец 16 пружины закреплен в подвижном кронштейне, а второй конец 17 – в корпусе контрольного прибора. Пружина удерживается на оси при помощи фигурной разъемной шайбы 18. Ось 11 вращается в центрах 19, ввернутых в корпус. Первоначальная установка механизма производится следующим образом.
Ослабив винты 12, закрепляющие неподвижный нож 3, отводят его в заднее положение. Ослабив гайку 9, поворачивают втулку 7 и устанавливают подвижной нож в крайнее левое положение. После этого закрепляют гайку 9. Придерживая большим пальцем левой руки подвижной кронштейн 4, пальцами правой руки устанавливают неподвижный нож вплотную к подвижному таким образом, чтобы рабочая поверхность неподвижного ножа была параллельна рабочей поверхности подвижного ножа. В таком положении закрепляют винты 12, затем вновь ослабляют гайку 9 и вращением втулки устанавливают необходимую разводку контрольной щели.
При правильной первоначальной установке контрольной щели разводку ее производят по делениям, нанесенным на верхнем торце втулки 7 и метке на корпусе контрольного прибора. На торце втулки нанесено шесть делений, цена одного деления равна 0,7 мм. Максимальный размах подвижного ножа, закрепленного на кронштейне 1, составляет 4,2 мм.
Механизм натяжения нити предназначен для создания необходимого натяжения нити в процессе ее перематывания и получения бобины с требуемой плотностью намотки.
В металлическую стойку 1 (рис. 30), изогнутую под углом и закрепленную в корпусе контрольного прибора 2 двумя винтами, вставлены четыре стальных прутка 3, образующие неподвижную гребенку натяжителя. На ось 4 подвижного кронштейна контрольной щели свободно надет кронштейн 5, в отверстия которого вставлены три прутка 6, образующие подвижную гребенку натяжителя. В средней части кронштейна закреплен упорный пруток 7, на который воздействует прутковый рычаг 8, закрепленный шарнирно одним концом в корпус 9 контрольного прибора. На второй изогнутый вверх конец надеваются грузовые шайбы 10 в количестве, необходимом для создания требуемого натяжения нити.
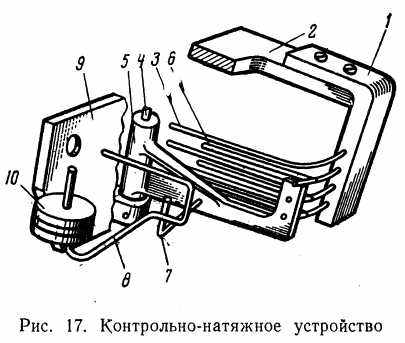 Рис. 30. Контрольно-натяжное устройство
Рис. 30. Контрольно-натяжное устройствоМасса одной грузовой шайбы равна 8 г. Под действием грузовых шайб прутковый рычаг стремится отвести подвижную гребенку внутрь неподвижной. Так как между гребенками перематываемая нить проходит с большой скоростью, то за счет изгиба и сил трения она получает необходимое натяжение.
Установка подвижной гребенки по отношению к неподвижной должна производиться таким образом, чтобы зубья гребенок располагались параллельно друг другу и осевые линии зубьев гребенок находились в одной плоскости.
Необходимо отметить, что данная конструкция гребенчатого натяжного приспособления не позволяет при одинаковом числе грузовых шайб на различных мотальных головках автомата достигнуть одинакового натяжения нитей, а следовательно, и удельной плотности намотки нити на бобинах. Разность колебаний удельной плотности намотки нити на бобинах составляет 10–15 %. Вследствие этого при расчете сопряженной длины нити на бобине для дальнейшего технологического перехода необходимо учитывать эту ошибку. Это отрицательно скажется на производительности труда из-за повторного перематывания увеличенных начинок пряжи после снования. Причинами, вызывающими разное натяжение нити, являются: неточность изготовления деталей на заводе-изготовителе, различное трение в шарнирах из-за неточности наладки, различная смазка трущихся поверхностей.
Механизм узловязателя
На автомате «Аутосук» связывание нитей при обрыве и при смене початка осуществляется самозатягивающимся узлом. Образование узла происходит следующим образом.
Концы нитей, подлежащие связыванию, подаются рычагами-захватами в рабочее пространство узловязателя. Клювики узловязателя при повороте образуют петли, при этом один образует петлю из конца нити, идущей с початка, огибая ею нить, идущую с бобины. Другой клювик, огибая нить с початка, образует петлю из конца нити, идущей с бобины. Для удержания петель концы клювиков открыты. При дальнейшем повороте клювиков узловязателя нерабочие ветви нитей попадают в открытые зева клювиков. Нерабочие концы нитей обрезаются и зажимаются клювиками. Далее петли сбрасываются с клювиков и нити затягиваются, образуя самозатягивающийся узел. Весь процесс образования самозатягивающегося узла совершается за время поворота клювиков на 360°.
Мотальный автомат имеет следующие конструктивные особенности:
- Наличие на каждой мотальной головке индивидуального узловязально-перезаправочного устройства позволяет значительно сократить время простоя из-за ликвидации обрыва нити или смены доработанного початка, что значительно повышает Кпв по сравнению с мотальными автоматами других типов.
- Двустороннее расположение мотальных головок значительно улучшает использование производственных площадей. Компактность мотального автомата «Аутосук» является большим преимуществом, по сравнению с автоматами других типов.
- Мотальная головка представляет собой автономную группу узлов и механизмов, обеспечивающих процесс перематывания пряжи, смены початка и ликвидацию обрыва нити. Замена такой головки не представляет трудностей. Головка устанавливается в двух гнездах и не имеет механических креплений с остовом машины и вакуумной камерой. Центр тяжести смещен к задней части, и головка, опираясь на вакуумную камеру, устойчиво удерживается в гнездах. Такое конструкторское решение позволяет затрачивать мало времени на смену головки и не требует останова машины.
- Удачно решен вопрос по сбору угаров, которые в течение смены при помощи пневмосистемы накапливаются в специальной угарной камере, расположенной в головной части машины, и удаляются в конце рабочей смены. Это позволяет наладить точный учет угаров, полученных каждой работницей.
- Важным преимуществом автомата является простота устройства и доступность механизмов при ликвидации различных разладок. Все автоматические операции выполняются при помощи механических устройств, работающих от кулачкового вала.
Основными технологическими параметрами процесса перематывания являются:
- линейная скорость перематывания;
- угол сдвига витков пряжи на бобине;
- натяжение нити в процессе перематывания;
- масса грузовых шайб в гребенчатом натяжном приборе;
- разводка пластин нитеочистителя;
- обрывность нитей при перематывании;
- производительность мотального автомата;
- пороки и отходы пряжи.
1. Линейная скорость перематывания
Линейная скорость нити при перематывании устанавливается в зависимости от ее сырьевого состава, физико-механических свойств и толщины, а также с учетом применяемого оборудования (табл. А.5, см. Приложение А).
Средняя скорость перематывания может быть вычислена по формуле:
 , , | |
где Vо – средняя окружная скорость бобины;
| Vo = π·Dм·nм·η/. | |
Vн – средняя скорость нитеводителя (переносная).
| Vн = hср·nм, | |
где Dм – диаметр мотального барабанчика, м; nм – частота вращения мотального барабанчика, об/мин; / – коэффициент, характеризующий среднюю величину скольжения между бобиной и мотальным барабанчиком (0,8–0,95); hср – средний шаг винтовой нарезки на мотальном барабанчике для направления нити, м.
Тогда скорость нити при перематывании, м/мин, рассчитывается так:
 . . | |
Величина потери скорости мотального барабанчика вычисляется по формуле:
 . . | |
Примечание: nф определяется тахометром на машине; hср определяется замером длины витков на мотальном барабане.
2. Угол сдвига витков пряжи на бобине
Угол сдвига витков без учета скольжения бобины определяют по формуле:
 , , | |
где n – полное число оборотов бобины за цикл движения нити, n1 – целая часть числа n.
| n = k·i, | |
где k – число оборотов барабанчика, сообщающего движение нити за цикл ее движения (для «Аутосук» k = 3, так как мотальный барабанчик совершает 1,5 витка в одну сторону и 1,5 витка в другую сторону); i – передаточное отношение от нитеводителя к бобине.
| i = Dб/Dк, | |
где Dб – диаметр мотального барабанчика, мм; Dk – контактный диаметр бобины, мм.
| Dк = Dср + 10, | |
где Dcр – средний диаметр бобины, мм.
3. Натяжение нити при перематывании
Натяжение нити должно быть умеренным. При чрезмерном натяжении пряжа будет вытягиваться и терять упругие удлинения.
Натяжение, которое необходимо создать на мотальном автомате, приближенно можно определить, исходя из прочности пряжи:
| T = a·P/100, | |
где а – процентное отношение от разрывной нагрузки Р [1]: для хлопчатобумажной пряжи 3–7 % от Р; для льна 3–12 % от Р; для натурального шелка 1 % от Р.
При выборе величины а, также необходимо учитывать строение нити и её удлинение.
Для получения заданной технологической плотности намотки на бобине и в целях получения требуемого натяжения нити при перематывании ее со шпули или початка, а также для его регулирования мотальные автоматы оборудуют специальными натяжными приборами (см. рис. 27).
4. Масса грузовых шайб
На автомате «Аутосук» натяжение создается с помощью гребенчатого натяжного прибора (рис. 30).
Натяжение в гребенчатом натяжном приборе вычисляется по формуле:
| Т = Тоеf (α1 + α2 +…+ αn), | (37) |
где То – начальное натяжение нити, которое она имеет перед прибором; f – коэффициент трения нити о направляющую прибора; α1, α2, … αn – последовательные углы обхвата нитью направляющих пальцев гребёнок.
Этот прибор менее чувствителен к утолщениям нити. Гребенчатые натяжные приборы могут применяться только при невысоких скоростях движения нити (при высокой скорости нить имеет очень неравномерное натяжение).
Параметры заправки контрольно-натяжного прибора основомотального автомата «Аутосук» приведены в табл. А.15 (см. Приложение А).
5. Разводка пластин нитеочистителя
Операции по улучшению качества нити, очистке от сора и пуха, удалению дефектных участков производятся на мотальных автоматах нитеочистителями (см. рис. 29).
При перематывании пряжи на автомате величину разводки контрольно-очистительной щели следует устанавливать несколько большей по сравнению с мотальными машинами. Объясняется это тем, что величина разводки щели оказывает наибольшее влияние на обрывность пряжи при перематывании. При перематывании пряжи со скоростью до 1000 м/мин контрольно-очистительная щель, несмотря на наличие предварительного чистителя, быстро засоряется пухом и сором. Размер щели уменьшается, что ведет к повышению обрывности. В процессе перематывания пряжи приставшие к нити пух и сор, ударяясь о стенки щели, отлетают и частично засоряют щель.
С целью хорошей очистки пряжи при перематывании и минимальной обрывности целесообразно разводку контрольной щели устанавливать для пряжи гребенного прядения в 2,5–3 диаметра нити, а для более засоренной пряжи кардного прядения 3–3,5 диаметра нити.
Диаметр перематываемой нити определяется по формуле, мм:
 , , | (38) |
где С – структурный коэффициент, зависящий от вида волокна (табл. А.8, см. Приложение А).
В табл. А.16 (см. Приложение А) приведены размеры разводки контрольной щели для хлопчатобумажной пряжи различной линейной плотности – нормативные для мотальных машин и рекомендуемые для мотального автомата «Аутосук».
6. Обрывность нитей при перематывании
В табл. А.12 (см. Приложение А) приведены ориентировочные данные обрывности пряжи и нитей некоторых видов.
7. Производительность мотальных автоматов
Различают теоретическую, плановую и фактическую производительность мотальных автоматов.
Под теоретической производительностью понимают выпуск продукции в кг за единицу времени работы оборудования без учета его простоев:
| Пт = V·t·T·m /106, | |
где V – скорость нити при перематывании, м/мин; t – расчетное время работы оборудования (60 мин); Т – линейная плотность пряжи, текс; m – число мотальных головок.
При определении плановой производительности учитывают время организационных простоев оборудования через Кпв оборудования:
| Пп = Пт·Кпв. | |
Кпв учитывает простои мотальных головок по технологическим причинам: время, необходимое на устранение различных мелких разладок оборудования, время технических простоев машин (смазка, обмашка, сдача отходов и т. д.). Кпв мотальных автоматов составляет 0,5–0,9.
Фактическая производительность отличается от плановой тем, что учитывает действительные простои оборудования:
| ПФ = Пп·Кро, | |
где Кро – коэффициент работающего оборудования (0,97 – 0,98), который учитывает плановые простои из-за среднего и капитального ремонтов.
8. Пороки и отходы пряжи
В процессе перематывания пряжи может возникнуть ряд пороков, которые отрицательно влияют на работу в последующих переходах. К ним относятся:
- защип (мотальщица, не разыскав конец нити, привязывает нить со шпули к одному из надорванных витков пряжи на мотальной паковке);
- работа внахлёстку (мотальщица не привязывает конец нити, а заматывает его на мотальной паковке без узла);
- намотка в два конца (мотальщица захватывает конец соседней нити, и на одну паковку в результате наматываются две нити);
- замотка пуха, сора и концов нити из-за небрежной работы мотальщицы и засорённости нитеочистителя;
- смешивание пряжи различных номеров или сортов.
Отходами в процессе перематывания являются концы, теряемые при связывании нитей, слёты пряжи, остатки нитей на початке и некоторая длина нити, теряемая при заправке.
Количество отходов при перематывании определяется в процентах и зависит от длины нити на перематываемой паковке.
 , , | |
где a – длина нити, идущая в угары при связывании концов, м (0,5–1 м); b – средняя длина нити, остающаяся на перематываемой паковке, м (2–6 м); c – средняя длина нити, необходимая для оправки перематываемой паковки, м (0,5–1 м); Lп – длина нити на перематываемой паковке, м; l – длина нити, на которую приходится один обрыв, зависит от обрывности, приходящейся на определённую длину.
Например, если принять число обрывов чо = 5 на длине L = 105 м, то
Количество отходов зависит от величины прядильной паковки и обрывности пряжи: с увеличением паковки и уменьшением обрывности отходы уменьшаются. В среднем количество отходов составляет 0,1–0,5 % от количества перематываемой пряжи.
Порядок выполнения работы:
- Составить технологическую схему заправки на мотальном автомате и дать её краткое описание.
- Составить схему передачи движения от электродвигателя к мотальному механизму.
- Определить технологические параметры процесса перематывания на мотальном автомате. Полученные данные свести в табл. А.17 (см. Приложение А).
- Изучить контрольно-измерительные приборы и устройства, применяемые для технического контроля процесса перематывания пряжи, определить их тип и указать способы регулирования параметров.
- Указать диапазоны изменения скорости перематывания пряжи.
- Определить производительность мотального автомата и процент отходов пряжи.
Приборы и оборудование: основомотальный автомат “Аутосук”, узловязательный механизм с “Аутосук”, гребенчатый натяжной прибор с “Аутосук”, механизм контроля толщины нити с “Аутосук”, тахометр, денсиметр, штангенциркуль, калькулятор, линейка.
Вопросы для повторения к теме «Перематывание основной пряжи»
- Способы соединений нити при перематывании. Узловязатели и их классификация.
- Безузловой способ соединения нитей при перематывании, его преимущества и недостатки.
- Какие требования предъявляются к процессу перематывания?
- Какое влияние на натяжение нити при перематывании оказывают следующие параметры:
- форма и размер баллона;
- скорость перематывания;
- линейная плотность;
- размеры паковок.
- Каково назначение натяжного прибора?
- Какие натяжные приборы используются при перематывании?
- Преимущества и недостатки этих приборов.
- Анализ формулы для расчета натяжения нити при перематывании.
- Какое оптимальное натяжение нити при перематывании?
- Какие существуют способы контроля натяжения нити при перематывании?
- Для чего необходим процесс очистки пряжи при перематывании?
- Какие бывают нитеочистители? Их преимущества и недостатки.
- Как рассчитать размер контрольной щели нитеочистителя?
- Теория образования параллельной намотки.
- Теория образования крестовой намотки.
- Что такое сомкнутая намотка?
- Что такое разомкнутая намотка?
- Какое влияние оказывает процесс перематывания на физико-меха-нические свойства пряжи?
- Виды пороков, возникающих при перематывании, и способы их устранения.
- От каких параметров зависит производительность мотальной машины?
Лабораторная работа № 4 на тему
«Изучение процесса партионного снования основных нитей»