
Монография подготовлена
| Вид материала | Монография |
- С. В. Кортунов проблемы национальной идентичности россии в условиях глобализации монография, 10366.52kb.
- Монография подготовлена коллективом ученых Института демографии и социальных исследований, 173.99kb.
- Монография подготовлена к печати на основании гранта Научного фонда гу-вшэ 2007-2008, 4169.95kb.
- Монография «Концепция сатанизма», автор Algimantas Sargelas. Монография «Концепция, 10676.87kb.
- Монография Издание академии, 2515.99kb.
- А. В. Рош проблемы функционирования машиностроительного комплекса россии с участием, 1962.09kb.
- В. Д. Лелеко пpoctpанctвo повседневности в европейской культуре санкт-Петербург 2002, 4544.07kb.
- Статья подготовлена в рамках семинара,, 572.3kb.
- Монография опубликована при финансовой поддержке гранта кгпу 01-04-1/ФН, 2523.13kb.
- Монография Барнаул 2009, 3320.1kb.
Печатающие элементы открыты, и через них в процессе печатания краска ракелем или: резиновой линейкой продавливается на какую-либо воспринимающую поверхность (бумагу, ткань и др.). В результате создается изображение, все элементы которого состоят из одинакового по толщине красочного слоя.
Ранее в качестве основы для изготовления печатной формы применяли шелковые сетки, что дало название способу - шелкотрафаретная или шелкографская печать.
При бесконтактном способе трафаретной печати печатаемый материал не соприкасается с сеткой и краска передается с формы на. воспринимающую поверхность за счет действия электростатических сил. Принцип бесконтактного способа заключается в следующем: печатная форма, изго-
91
90
товленная на металлической сетке, помещается между источником электростатического поля и поддерживающей поверхностью, на которую накладывается печатаемый материал. Затем создается электростатическое поле, которое переносит мелкозернистый печатающий порошок через свободные участки трафарета на печатаемый материал,, где порошок закрепляется химическим или термическим способом.
Данный процесс состоит из пяти этапов:
1) выбор и подготовка материалов для изготовления трафаретной формы;
2) подготовка оригиналов и изготовление с них диапозитивов;
3) изготовление печатной формы;
4) подготовка печатного оборудования и печатание.
5) сушка и обработка запечатанного материала. Признаки трафаретной печати:
- сетчатое строение штрихов;
- наличие толстого слоя краски, рельефно выступающего над поверхностью бумаги;
- объемный эффект рисунка.
Орловская печать. Данный способ печати назван по имени его изобретателя И.И. Орлова. Применяется в современной полиграфии для печатания денежных знаков, ценных бумаг и бланков некоторых документов. Это многокрасочная (цветная) печать с одной формы.
Для орловской печати применяются специальные машины, которые имеются в распоряжении только типографий Гознака.
При традиционной многокрасочной печати для передачи каждой краски изготавливают отдельную форму и печатание осуществляется последовательно с каждой из этих форм за несколько прогонов, что неизбежно приводит к появлению такого признака, как нестыковка краев штрихов, образе ванных разными красителями (на участках цветовых переходов краевые линии тлеют разрывы или ступенчатую форму). В орловской же печати многокрасочный оттиск получается за один прогон с одной печатной высокой формы. Особенностью данного способа печати являет-
92
ся то, что получается многокра.сочный единый рисунок. При этом линии: штрихов при переходе одного цвета в другой не прерываются и не перехлестываются. Благодаря такой особенности орловской печати, получают точное наложение красок на определенные участки, что невозможно сделать в типографиях, где отсутствуют специаньные машины.
Признаки орловской печати:
- характерная для высокой печати деформация (вдавленность бумага), утолщение красочного слоя по краям штрихов, четкие, ровные края штрихов знаков;
- непрерывность краев штрихов при переходе от одного цвета к другому.
Согласно существующим правилам фабричной технологии, бланки различных документов изготавливают главным образом с помощью высокой печати, поэтому в данном пособии будут более подробно рассмотрены способы производства печатных форм именно этого вида печати.
Как уже отмечалось, печатные формы для высокой печати разделяют на текстовые, иллюстрационные и смешанные. Процесс изготовления печатных форм для высокой печати называется набором.
Набор может быть выполнен ручным способом или с использованием найорных машин. При ручном наборе печатающие и пробельные участки создаются при помощи печатающих и пробельных наборных материалов. Машинный способ набора предусматривает использование машин, которые значительно ускоряют и облегчают процесс набора. Наиболее распространенными наборными машинами являются строкоотливная (линотип) и буквоотливная (монотип) наборные машины. Строкоотливная наборная машина отливает набор в виде готовых строк, буквоотливная отливает отдельно буквы и пробелы, а затем из них вручную составляют строки.
При ручном наборе текстовые формы набираются с использованием типографских шрифтов. Шрифтом называется комплект литер какого-либо алфавита (русского, латинского и т.д.) с цифрами и знаками. Литера представляет
\. 93
собой прямоугольный металлический брусок с выпуклым рельефным изображением буквы, цифры, или другого знака на торце (рис. 38).

Рис. 38. Схематическое изображение строения литеры.
Печатающая поверхность литеры называется очком (О). Расстояние от основания литеры до поверхности очка называется ростом литеры (Р). Рост (высота) всех литер одинаков и равен 25,1 мм. Размер литеры определяется ее кеглем (К) •• расстоянием между верхней и нижней стенками литеры. Кегль измеряется в пунктах. Пункт является основной единицей типографской системы измерений и равен 0,375 мм (около 1/3 мм). Свободные места сверху и снизу очка называются заплечиками (3), они образуют пробелы между строками. Очко располагается на ножке литеры (Н). Толщина литеры зависит от ширины отлитого знака (Т). Ножка литеры и очко составляют вместе рост литеры. Выемка на передней стенке литеры (С) называется сигнатурой, которая служит для правильной установки литеры в верстатку.
Рельефное изображение знака, буквы или цифры на литере делается обратным (зеркальным), чтобы на оттиске получилось прямое изображение.
Элементы буквенных знаков показаны на рис. 39. Вертикальные штрихи называются основными. Они соединяются между собой горизонтальными, наклонными или ок-руглъши соединительными штрихами.
94
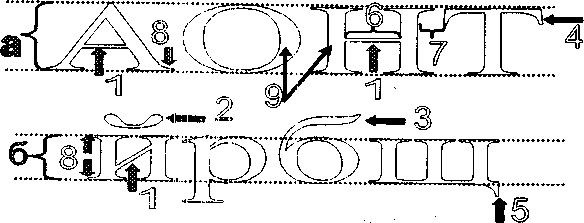
Рис. 39. Элементы буквенных знаков: а - высота прописных букв; б -высота строчных букв; / -соединительные штрихи; 2 - надбуквенный знак; 3 - выступающий элемент; 4 - вертикальная засечка; 5 - свисающий элемент; 6 - внутрибуквешшй просвет; 7 - межбуквенный просвет; 8 - горизонтальные засечки:; 9 - основные штрихи.
Соотношение между толщиной основных и соединительных штрихов называется контрастностью шрифта. Основные штрихи имеют засечки различной формы и толщины, которые бывают горизонтальными и вертикальными, односторонними и двусторонними.
Некоторые строчные буквы имеют штрихи, расположенные ниже (р, щ) или выше (6, ф) основного изображения знака. Эти штрихи называются свисающими или выступающими элементами. Некоторые знаки (и, ё), кроме основного изображения, имеют наверху дополнительные элементы, называющиеся надбуквенными знаками.
Строчные и прописные литеры одного кегля отливаются таким образом, чтобы нижний край основного изображения знаков лежал на одной линии, которая имеет название линия шрифта. Кроме этого, различают еще верхние линии строчных и прописных букв.
Шрифты различаются по рисунку и кеглю. В зависимости от графических признаков (контрастность, наличие и форма засечек) в полиграфии шрифты принято делить на пять основных и одну дополнительную группы.
К шрифтам первой группы относятся шрифты с умеренной контрастное пью между основными и соединительны-
95
ми штрихами; засечки короткие, являющиеся плавным утолщением основного штриха и приближающиеся по форме к треугольнику.
К шрифтам второй группы относятся шрифты с резко выраженной контрастностью между основными и соединительными штрихами; засечки длинные, тонкие.
К шрифтам третьей группы относятся шрифты с малой контрастностью между основными: и соединительными штрихами; засечки по форме приближаются к прямоугольникам или треугольникам.
К шрифтам четвертой группы относятся шрифты почти с полным отсутствием контрастности между основными и соединительными штрихами; засечки прямоугольные.
К шрифтам пятой группы относятся шрифты почти с полным отсутствием контрастности между основными и соединительными штрихами и не имеющие засечек.
К дополнительной группе относятся шрифты имитационные (рукописные, машинописные и др.) и те, которые не могут быть отнесены к какой-либо из пяти основных групп.
Внутри каждой группы шрифты делятся на гарнитуры, которые объединяют шрифты разных кеглей и начертаний с одинаковым характером рисунка.
Каждая гарнитура имеет собственное наименование (литературная, академическая, журнальная и т.п.).
По начертанию шрифты одной и той же гарнитуры могут быть:
- прямые, курсивные (или наклонные) - в зависимости от наклона и характера очка;
- нормальные, узкие и широкие - в зависимости от ширины очка;
- светлы», полужирные и жирные - в зависимости от насыщенности очка;
- обычные и декоративные - в зависимости от орнаментации очка.
По способу набора шрифты бывают для ручного, буквоотливного, строкоотливного, а также строкоотливного крупнокегельного набора.
По назначению шрифты делятся:
96
- на текстовые, предназначенные для набора текста;
- титульные, предназначенные для набора заголов-|ков, титульных листов, обложек;
- акцидентные, предназначенные для набора малых [типографских форм (аттестаты, дипломы, бланки, этикетки ]и т.п.).
К шрифтам предъявляются следующие основные требования:
- удобочитаемость, т.е. скорость прочтения (и усвоения) отдельных литер и всего текста в целом;
- экономичность шрифта, его емкость, т.е. количество знаков, которое можно уместить, в строке;
- требования эстетического плана, т.е. соответствие рисунка шрифта назначению издания и его содержанию. Основные технические правила набора и печатания:
- отсутствие в наборе поврежденных литер и литер из других гарнитур;
- одинаковые пробелы между словами в пределах одной строки;
- одинаковая длина строк; :
- соблюдение правил переноса слов;
- одинаковые абзацные отступы;
- чистота оттиска, (отсутствие загрязненности от пробельных материалов.
Несоблюдение этих правил свидетельствует об изготовлении печатной формы человеком, не имеющим квалификации наборщика!.
Иллюстративные печатные формы. Основой иллюстративной печатной формы является клише. В зависимости от способа изготовления клише может быть цинкографское, гальваническое, гравюра на дереве или на линолеуме (линогравюра). Печатающие участки клише делаются рельефными за счет углубления пробельных мест.
Для воспроизведения многоцветной иллюстрации должно быть изготовлено столько клише, сколько красок необходимо для передачи изображения. На каждом из них рельефными остаются только те элементы, которые необходимы для передачи какого-то одного цвета.
97
т
Цинкографское клише изготавливается на цинковой пластине, на которой фотомеханическим способом получают копию рисунка. После обработки печатающие участки на копии оказываются покрытыми слоем эмали, которая предохраняет их при травлении клише кислотой.
Открытые участки цинковой пластины, соответствующие пробельным местам рисунка, подвергаются травлению и становятся углубленными.
В зависимости от характера оригинала клише может быть штриховое и тоновое.
Штриховое клише изготавливается с оригинала, изображение на котором состоит из черных и белых элементов без серых (промежуточных) тонов.
Тоновое (растровое) клише изготавливается с помощью оригинала. Для этого используется растр (особая мелкая сетка на стекле), поэтому изображение на них состоит из точек.
Гравюра на дереве или линолеуме изготавливается вручную путем вырезания (углубления) пробельных участков.
Срок службы одной формы высокой печати - текстовой, иллюстрационной или смешанной - ограничен приблизительно 50 тысячами оттисков. В случаях, если тираж превышает указанное количество экземпляров, приходится либо изготавливать второй комплект печатных форм, либо делать стереотип. Стереотипные формы являются копиями наборных форм. В настоящее время применяются гартовые литые, галъваногаастические и прессованные стереотипы.
Отливка стереотипа из гарта (типографского материала) производится при помощи матрицы в специальных отливных станках. Поверхность отлитого стереотипа подвергается отделке. Для повышения тираясеустойчивости на его поверхность наращивают слой более твердого металла (железа, меди, никеля) с помощью гальваностегии.
Прессованные стереотипы бывают пластмассовые и резиновые.
С полученного стереотипа производят печатание тиража.
При печатании бланков документов к стереотипированию, как правило, не прибегают.
98
§ 2. Способы подделки бланков документов
Для всестороннего, полного и быстрого раскрытия преступлений, связанных с подделкой документов, необходимо тесное взаимодействие оперативных работников, следователей и экспертов.
Располагая определенным багажом специальных знаний и технических средств, эксперты-криминалисты оказывают помощь следствию в установлении существенных для дела обстоятельств, в частности, способа подделки документа.
В более сложном положении находятся следователи и оперативные работники, так как именно на них возлагается задача выявить признаки преступления, которые будут являться основанием для направления того или иного документа на криминалистическое исследование.
Для это следователям, оперативным работникам, а также сотрудникам ГАИ, паспортных подразделений, ППС и других служб ОВД необходимы определенные познания в области техники изготовления документов полиграфическим способом, а также приемов и способов подделки документов и их выявления.
Большинство документов изготавливается на полиграфических предприятиях с применением современной техники. В одном документе могут встречаться различные комбинации видов и способов полиграфической печати, что в определенной мере обеспечивает их защиту от подделки.
Подделка бланков документов с использованием полиграфического оборудования на практике встречается сравнительно редко, потому что "изготовитель", кроме определенных навыков, должен иметь в наличии необходимые материалы (шрифты, краски и др.).
Напомним, что на полиграфических предприятиях, занимающихся изготовлением бланков определенных документов, жестко соблюдаются требования фабричной технологии. Литеры шрифтов и матрицы изготавливают с большой точностью. Отклонения от стандартных размеров из-
99
меряются микронами и не должны .выходить за рамки допустимого.
Поддельные же бланки, как правило, имеют существенные отклонения по своим свойствам от полиграфической продукции.
Практике известны следующие способы подделки бланков документов:
1) фотографический; , 4,.
2) графический (рисование); ;, -
3) ксерографический; !, ,%
4) принтерный;
5) полиграфический:
- с набора типографского шрифта; -
- с форм высокой печати, выполненных вручную (гравирование и вырезание на резине);
- с форм, выполнешшх фотоцинкографским способом;
- с форм плоской печати, полученных, фотохимическим способом.
Подделки, выполненные первыми двумя способами, в настоящее время встречаются очень редко и, как правило, легко выявляются при осмотре даже невооруженным глазом. В то же время три последних способа позволяют получить изображение довольно высокого качества, что существенно затрудняет выявление подделок.
Современные множительные аппараты способны воспроизводить изображение, по качеству приближающееся к: типографскому.
На практике чаще всего встречаются документы, размноженные электрографическим (ксерографическим) способом, т.е. с использованием копировально-множителъной техники.
Начало развития электрофотографии относится к 1938 году, когда Ч. Карлсон получил патент на новый способ фотографии, названный им ксерографией.1
Документам, подделанным с использованием ксерографии, присущи признаки, характерные для этого способа печати:
- поверхностное и неравномерное распределение красителя в штрихах;
- неровность (извилистость краев штрихов);
- сплавленные частицы порошка в штрихах (вместо обычной типографской краски);
- загрязненность фона документов (наличие хаотично расположенных точек-"марашек" по всей поверхности документа, линейное окрашивание частицами порошка в виде трасс);
- непроработка мелких деталей (разрывы, искажение линий защитной сетки).
В настоящее время используются как одноцветные, так и многоцветные множительные аппараты.
Наибольшая точность воспроизведения изображения при подделке бланков документов достигается при использовании средств полиграфии. В практике крайне редко, но все же имеют место случаи, когда преступники (работники типографий), пользуясь отсутствием должного контроля со стороны руководства и соответствующих контролирующих органов, занимаются подделкой бланков документов непосредственно на полиграфическом предприятии с использованием необходимых средств и соответствующих технологий. Выявить подделку бланка, выполненного квалифицированным полиграфистом, достаточно сложно.
Чаще всего печатание бланков организуется в кустарных условиях с использованием похищенных шрифтов, пробельного материала и клише. В таких случаях недостаточный ассортимент шрифта может привести к однообразию рисунка и замене недостающих букв имеющимися (прописных - строчными и т.п.). Нередко используются шрифты разных гарнитур. Недостаточное количество пробельного материала заставляет подделывателя отступать от технических правил набора. Из-за плохого скрепления литеры в процессе печатания могут смещаться. Разные части оттиска могут быть окрашены с различной интенсивностью.
Признаки, указывающие на изготовление бланка документа с использованием типографских шрифтов:
101
1 Иофис Е.А. Фото- кинотехника. Энциклопедия. - М., 1981. - С. 436. 100
- характерная для высокой печати вдавленность штрихов текста в бумагу, утолщение красителя по контуру;
- использование шрифтов разных гарнитур;
- отклонение в наборе (формате), выражающееся в неодинаковых расстояниях между строками, между словами в пределах одной строки, между буквами в пределах одного слова;
- смещение (перекос) букв и искривление строк;
- неравномерная вкрапленность отгиска (в случаях за-падания некоторых литер);
- наличие орфографических ошибок.
В случаях отсутствия шрифтов преступники часто прибегают к изготовлению печатных форм способом гравирования либо фотоцинкографии. На изготовление бланка документа с использованием печатных форм, выполненных гравированием, указывают:
- признаю*, характерные для высокой печати;
- неодинаковая ширина штрихов;
- различные размеры букв;
- неидентичная конфигурация одноименных букв;
- извилистая линия строки;
- угловатая форма овальных элементов;
- отсутствие частей знаков; ~
- наличие следов надрезов;
- зеркальное изображение отдельных букв. На изготовление документа с использованием фото-цинкографских печатных форм указывают:
- признаки, харшсгерные для высокой печати;
- отклонение общих размеров печатного оттиска от размеров подлинного бланка (нарушение масштаба);
- соответствие оттиска подлинному бланку по содержанию текста:
- отклонение в толщине штрихов;
- наличие неровных краев в штрихах, их "изъеденность" в результате перетравливания кислотой;
Кроме рассмотренных, существуют и другие способы подделки бланков документов.
В настоящее время получает широкое распространение изготовление поддельных документов с использованием компьютерной техники.
Документам, подготовленным с использованием компьютера и распечатанным на принтере, присущи признаки печати соответствующего типа принтера.
§ 3. Задачи решаемые экспертизой ,;,.;,..,
бланков документов д«
Основанием для проведения технико-криминалистической экспертизы документов является мотивированное постановление следователя или определение суда.
В постановлении (определении) должны быть отражены: краткая фабула дела с указанием обстоятельств, для выяс-невоня которых необходимы специальные знания, вопросы, подлежащие разрешению, объекты исследования и сравнительные материалы, необходимые для решения поставленных перед экспертом задач.
Ставящиеся на разрешение экспертизы вопросы должны соответствовать обстоятельствам дела и не выходить за пределы компетенции эксперта. В обязательном порядке надо определить непосредственный объект исследования, указывать правильное и полное наименование документа, страницу, графу, в которой он расположен.
Представляемые на экспертизу сравнительные материалы необходимо перечислить, указав их вид, полное наименование, количество. Экспериментальные образцы в обязательном порязке снабжаются пояснительной надписью и заверяются подписью следователя (судьи).
При назначении многообъектной экспертизы необходимо правильно группировать объекты исследования и вопросы.
Существенное значение имеет упаковка вещественных доказательств. Она должна предохранять объекты от повреждений и обеспечивать их сохранность.
При проведении криминалистического исследования бланков документов экспертом могут быть решены следующие задачи:
103
102
1) определение способа изготовления бланка, вида печатной формы, способа печати;
2) идентификация печатной формы, клише;
3) установление групповой принадлежности материалов бланка (бумаги, красок).
Вопросы, поставленные на разрешение технике -криминалистической экспертизы документа, могут быть сформулированы следующим образом.
1. Каким способом изготовлен данный бланк?
2. Не одним ли способом изготовлено несколько бланков документов?
3. Не с одной ли печатной формы изготовлены представленные бланки документов?
4. Каким способом изготовлена форма для печатания данного бланка?
5. Не изготовлен ли бланк документа конкретным человеком? (Решается в отношении рисованных бланков).
6. Какие материалы (бумага, клей, красители) применялись при изготовлении бланков?
7. Не использовались