
Учебное пособие для студентов среднего профессионального образования Специальность 1701 "Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)"
| Вид материала | Учебное пособие |
- Учебное пособие для студентов нефтехимических колледжей и техникумов Специальность, 3210.24kb.
- Программа и контрольные задания для студентов заочного отделения Специальность: 1701, 688.94kb.
- Государственный образовательный стандарт среднего профессионального образования государственные, 1346.06kb.
- Федеральный государственный образовательный стандарт среднего профессионального образования, 1074.58kb.
- Методические указания и контрольные задания для студентов заочной формы обучения гоу, 2389.4kb.
- Методические указания и контрольные задания для студентов заочного отделения специальность:, 848.08kb.
- «Материаловедение», 179.95kb.
- Формирование профессионально-значимых качеств личности в условиях личностно-ориентированного, 51.94kb.
- Система управления качеством подготовки техников по специальности 150411 – Монтаж, 102.4kb.
- Примерная программа профессионального модуля проведение подземного ремонта скважин, 226.39kb.
Фрезерование плоских поверхностей торцовой фрезой
Фрезерование плоскости торцовой фрезой производят главным образом на вертикально-фрезерных или на горизонтально-фрезерных станках (рис. 2.25).

Рисунок 2.25 Применение торцовой фрезы на
горизонтально-фрезерном станке
Для фрезерования плоских поверхностей применяют торцовые фрезы, которые делятся на хвостовые с мелкими и крупными зубьями (рис. 2.26, а) и насадные со вставными ножами (рис. 2.26, б). На рабочей части торцовой фрезы различают два вида режущих кромок: главные, расположенные на цилиндрической поверхности фрезы, и вспомогательные, расположенные на торцовой поверхности фрезы.
Значения геометрических элементов для различных фрез и условий обработки (материал заготовки, инструментальный материал, вид обработки и др.) приведены в справочниках по режимам резания при фрезеровании и другой справочной литературе.

Рисунок 2.26 Торцовые фрезы
Упражнение по фрезерованию плоской поверхности на вертикально-фрезерном станке заключается в выполнении приемов, предусмотренных в предыдущих упражнениях (установка и закрепление торцовой фрезы, закрепление заготовки в машинных тисках или другим способом, настройка станка на требуемую частоту вращения шпинделя и продольную минутную подачу стола, установка кулачков для настройки станка на автоматический цикл работы).
Закрепление торцовой фрезы на концевой оправке 1 с призматической шпонкой 2 специальным винтом 3 показано на рис. 2.27. Фрезы с торцовым шпоночным пазом крепят на концевой оправке аналогичным способом. Оправку с фрезой закрепляют в шпинделе станка шомполом (затяжным винтом).
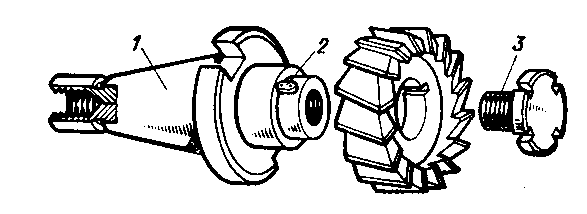
Рисунок 2.27 Закрепление торцовой фрезы на концевой оправке
К

онцевые фрезы с коническим хвостовиком Морзе (рис. 2.28, а) закрепляют с помощью переходной конусной втулки, которая затягивается шомполом в шпиндель станка. Концевые фрезы с цилиндрическим хвостовиком (рис. 2.28, б) закрепляют в цанговом патроне, который коническим хвостовиком вставляют в переходную оправку или непосредственно в шпиндель станка.
1 - фреза; 2 - переходная втулка; 3 - торцовая шпонка; 4 - шпиндель станка; 5 - шомпол; 6 - цанга; 7 - гайка; 8 - корпус патрона
Рисунок 2.28 Закрепление концевых фрез на шпинделе станка
Закрепление заготовки при фрезеровании торцовой фрезой необходимо производить более надежно, чем при фрезеровании цилиндрическими фрезами, так как торцовая фреза создает большие силы резания и обработка происходит при высоких скоростях резания.
Контроль обработанной поверхности заготовки выполняют теми же измерительными средствами, что и при обработке цилиндрическими фрезами. Выбор режимов резания при обработке плоскости торцовой фрезой производят по нормативным данным, аналогично выбору режимов резания при фрезеровании цилиндрической фрезой. Ширина фрезерования обычно равняется ширине заготовки и ее обрабатывают за один проход. Когда ширина заготовки превосходит диаметр фрезы или когда обработку выполняют концевой фрезой, фрезерование ведут за несколько проходов, смещая после каждого прохода поперечный стол станка на длину, несколько меньшую диаметра фрезы.
Концевые фрезы рекомендуется использовать при обработке малогабаритных заготовок и в учебных мастерских, при выполнении упражнений по обработке плоскостей на вертикально-фрезерных станках.
На протяжении данного занятия учащийся выполняет обработку различных по габаритам заготовок, применяя как торцовые, так и концевые фрезы.
Фрезерование наклонных поверхностей и скосов
Наклонной плоской поверхностью называется плоская поверхность, расположенная под углом к горизонтали. Скосом называют короткую наклонную плоскость. Различные способы фрезерования наклонных плоскостей и скосов показаны на рис. 2.29, а...е.
Фрезерование наклонной плоской поверхности с поворотом заготовки можно выполнять как на горизонтально-, так и на вертикально-фрезерных станках, применяя универсальные машинные тиски, угловые плиты или специальные приспособления и прихваты.
Упражнения по фрезерованию наклонных плоских поверхностей с поворотом заготовки на требуемый угол цилиндрическими, концевыми или торцовыми фрезами аналогично фрезерованию горизонтальных плоскостей и заключается в выполнении приемов, предусмотренных в предыдущих упражнениях.
Закрепление заготовки в универсальных тисках производят, как в обычных машинных тисках. Универсальные тиски устанавливают так, чтобы подлежащая обработке наклонная поверхность заготовки была расположена горизонтально, т.е. параллельно поверхности стола станка, что достигается поворотом плиты на требуемый угол по шкале. На универсальной плите заготовку крепят прихватами или болтами, как при закреплении заготовки непосредственно на столе фрезерного станка при фрезеровании плоской поверхности (рис. 2.30).

а, б - на горизонтально-фрезерном; в - на вертикально-фрезерном станке с поворотом заготовки; г, д - на вертикально-фрезерном станке с поворотом шпинделя; е - на горизонтально-фрезерном станке угловой фрезой
Рисунок 2.29 Схемы фрезерования наклонных
поверхностей и скосов
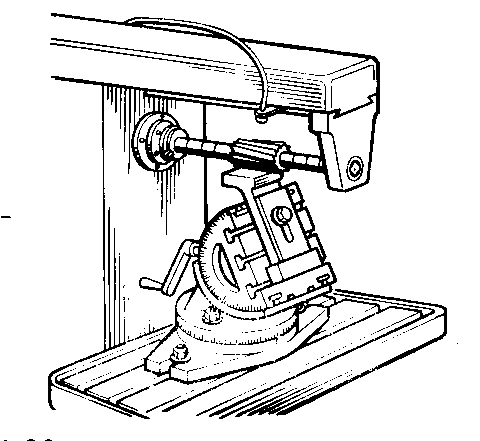
Рисунок 2.30 Фрезерование наклонной плоской поверхности с применением универсальной плиты
При обработке наклонных плоских поверхностей в большой партии одинаковых заготовок или при отсутствии универсальных тисков целесообразно применять специальные приспособления или угловые подкладки, что обеспечивает быструю установку заготовок под нужным углом без применения разметки. Так, на рис. 2.31, а показано приспособление для обработки наклонной плоской поверхности цилиндрической фрезой на горизонтально-фрезерном станке и на рис. 4. 31, б - приспособление для фрезерования скосов у слесарных молотков торцовой фрезой на вертикально-фрезерном станке.
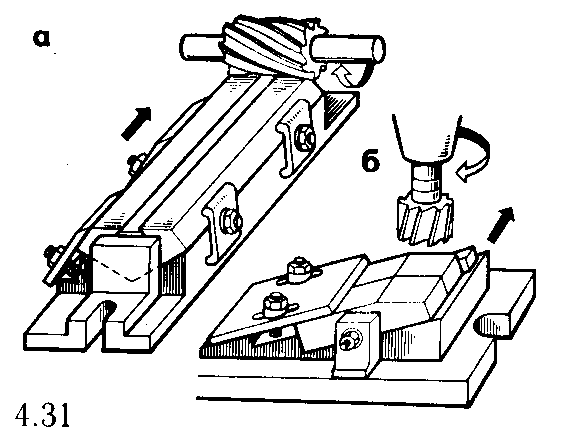
Рисунок 2.31 Фрезерование наклонной плоской поверхности с применением приспособлений
Упражнение по фрезерованию наклонных плоских поверхностей с поворотом шпинделя станка можно выполнять на вертикально-фрезерных станках, например 6Р12, у которых фрезерная головка со шпинделем поворачивается вокруг горизонтальной оси в вертикальной плоскости. Это упражнение также можно выполнять на широкоуниверсальных фрезерных станках, например 6Р82Щ, у которых вертикальная фрезерная головка имеет поворот в вертикальной и горизонтальной плоскостях.
Подготовка к выполнению этого упражнения заключается в повороте шпиндельной головки станка, установке и закреплении на шпинделе торцовой фрезы, установке на столе станка машинных тисков или другого приспособления для крепления заготовок и настройке станка на требуемый режим работы, для чего выполняют приемы, предусмотренные в предыдущих упражнениях.
Для поворота шпинделя с закрепленной на нем фрезой на требуемый угол надо освободить болты, соединяющие поворотную часть головки с ее корпусом, повернуть головку в вертикальной плоскости до требуемого деления на шкале и снова закрепить головку.
На рис. 2.32 показаны приемы фрезерования скоса под углом 30° на заготовке, закрепленной в машинных тисках, концевой (рис. 2.32, а) и торцовой (рис. 2.32, б) фрезами. В первом случае концевая фреза установлена под углом 60° к вертикали, а во втором случае ось шпинделя станка повернута под углом 300 к вертикали. Стол перемещается с поперечной подачей.
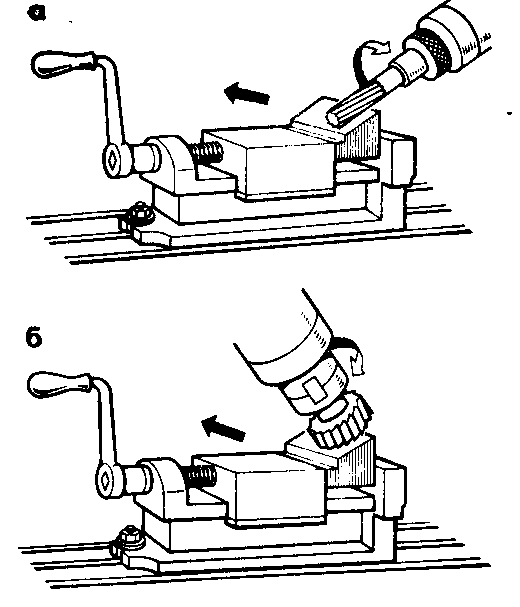
Рисунок 2.32 Фрезерование наклонной плоской поверхности с поворотом шпинделя станка
Упражнение по фрезерованию наклонных плоских поверхностей и скосов угловыми фрезами выполняют на горизонтально-фрезерных станках. В этом случае нет необходимости в повороте заготовки или оси шпинделя станка на угол наклона скоса. Наклон обрабатываемой поверхности на требуемый угол обеспечивается формой самой фрезы.
Угловые фрезы могут быть одноугловыми, двуугловыми симметричными и двуугловыми несимметричными (рис. 2.33), Угловые фрезы стандартизованы и имеют определенные углы профиля θ. Одноугловые фрезы с острозаточенными зубьями изготовляют диаметром 40...80 мм с углом θ = 45...90° (через каждые 5°). Двуугловыс фрезы изготовляют с углами в пределах 45...120° с различными наклонами образующих с правой и с левой стороны фрезы.
Приемы по подготовке станка, установке фрезы на оправке, закреплению заготовок на столе станка, настройке станка на требуемый режим работы аналогичны приемам, предусмотренным при обработке плоскостей на горизонтально-фрезерных станках. Скорости главного движения резания и движения подачи на зуб при фрезеровании угловыми фрезами назначают меньшими, чем при работе цилиндрическими фрезами, так как условия работы и стружкообразонания этих фрез значительно трудней. На рис. 2.34 показан пример фрезерования призмы, т.е. двух сопряженных наклонных плоскостей двуугловой симметричной фрезой.
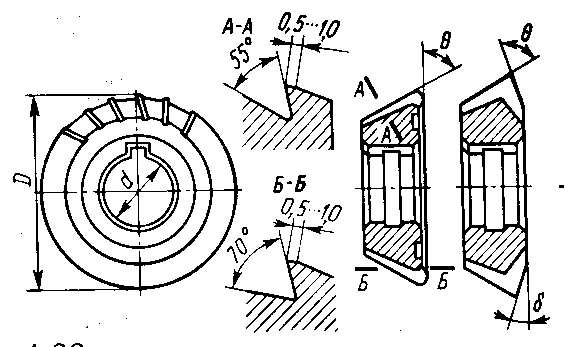

Рисунок 2.34
Фрезерование сопряженных наклонных плоских поверхностей двуугловой фрезой
Рисунок 2.33 Угловые фрезы
Фрезерование уступов, прямоугольных пазов,
канавок и отрезание заготовок
В деталях машин и приборов встречаются поверхности, называемые уступами и пазами. Пазы могут быть прямоугольными и фасонными, сквозными и замкнутыми. Для обработки прямоугольных, фасонных и сквозных пазов и уступов на горизонтально-фрезерных станках применяют различные дисковые фрезы. Для обработки замкнутых пазов, шпоночных канавок и других малодоступных поверхностей на горизонтально- и вертикально-фрезерных станках применяют концевые фрезы.
При переточках ширина фрезы уменьшается, поэтому в тех случаях, когда фреза должна сохранять размер по ширине, целесообразно применять составные (сдвоенные) дисковые фрезы, состоящие из двух половин, между которыми закладывают тонкое, определенной толщины кольцо.

а пазовая с незатылованными зубьями; б - с затылованными зубьями; в - двусторонняя; г - трехсторонняя; д - трехсторонняя с разнонаправленными зубьями; е - составная (сдвоенная)
Рисунок 2.35 Дисковые фрезы
На рисунке 2.35, а...е показаны наиболее часто встречающиеся дисковые фрезы. Эти фрезы крепят на оправки фрезерных станков аналогично цилиндрическим. Дисковые фрезы больших размеров в целях экономии быстрорежущей стали изготовляются сборными со вставными ножами.
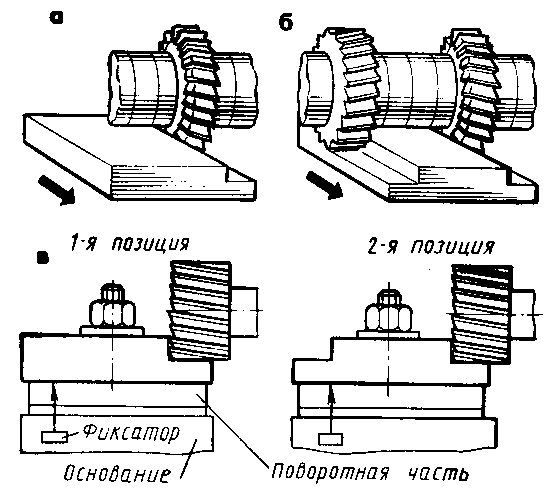
Фрезерование уступов дисковыми фрезами можно выполнить различными приемами: каждый уступ фрезеруется одной трехсторонней дисковой фрезой (рис. 2.36, а); оба уступа одновременно фрезеруют набором из двух дисковых фрез точно одинакового диаметра (рис. 2.36, б). В этом случае, чтобы получить заданный размер между уступами, на оправку между фрезами устанавливают соответствующие промежуточные кольца (рис. 2.37, а...е) или фрезеруют в двухпозиционном приспособлении, вращающемся на 180° (рис. 2.36, в). После фрезерования первого уступа (1-я позиция) приспособление с закрепленной в нем заготовкой поворачивают и ставят во 2-ю позицию для фрезерования второго уступа.
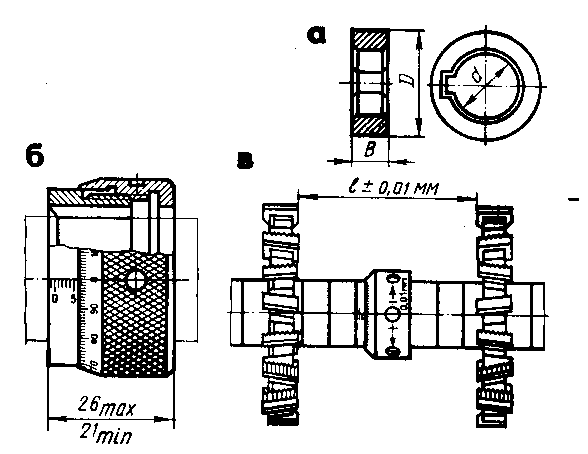
а - мерное; б - регулируемое; в - набор колец на оправке
Рисунок 2.37 Промежуточные кольца к
фрезерным оправкам
Рисунок 2.36 Приемы фрезерования уступов
Упражнения по фрезерованию уступов и прямоугольных пазов на горизонтально-фрезерном станке дисковой фрезой заключается в выполнении приемов, предусмотренных в предыдущих упражнениях работы по фрезерованию плоскостей цилиндрической фрезой или фрезерованию скосов угловой фрезой.
1. Выбрать дисковую фрезу в зависимости от формы и размеров обрабатываемого уступа (или паза) и установить ее на оправку, закрепленную в шпинделе станка. Закрепление дисковой фрезы на оправке производят так же, как и цилиндрической фрезы.
2. Установить и закрепить на столе станка зажимное приспособление, необходимое для закрепления заготовок данных габаритных размеров и формы. Это упражнение можно выполнять, используя машинные тиски, призмы или прихваты.
Установленная в тиски заготовка должна выступать из губок так, чтобы подлежащая обработке ступень уступа была выше губок (рис. 2.38). Высоту выступающей части заготовки проверяют измерительной линейкой.
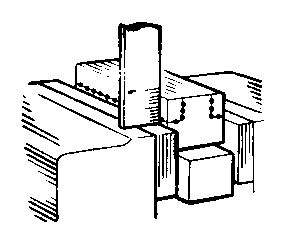
Рисунок 2.38 Установка заготовки в тисках
для фрезерования уступов
3. Настроить станок на режим фрезерования. Ширина фрезерования равна ширине ступени уступа или паза. Глубина резания при фрезеровании за один проход равна глубине уступа или паза. Скорость главного движения резания зависит от механических свойств обрабатываемого материала заготовки и материала фрезы. Скорость подачи на зуб, а затем скорость минутной подачи выбирают по нормативам режимов резания или по указанию мастера.
4. Установить стол станка на требуемые глубину и ширину уступа или паза, для чего включить вращение шпинделя; вращением маховиков (или рукояток) продольной, поперечной и вертикальной подач подвести заготовку, зажатую в машинные тиски, под фрезу до легкого касания боковой поверхностью; вращением рукоятки вертикальной подачи опустить стол и вращением маховика поперечной подачи передвинуть стол в направлении фрезы на требуемую ширину ступени уступа, пользуясь лимбом поперечной подачи; поднять стол до легкого касания фрезой верхней плоскости заготовки; вращением маховика продольной подачи стола вывести заготовку из-под фрезы за пределы ее торца; поднять стол на требуемую глубину фрезеруемого уступа, пользуясь лимбом вертикальной подачи; выключить вращение шпинделя и зажимами застопорить вертикальные и поперечные салазки; установить кулачки автоматического выключения движения продольной подачи стола согласно длине фрезеруемой поверхности заготовки, включить станок, движение механической подачи, охлаждение и приступить к работе.
Если предусматривается профрезеровать уступ и с другой стороны заготовки, то необходимо передвинуть стол в поперечном направлении на расстояние, равное ширине выступа между двумя уступами, плюс ширина фрезы и профрезеровать второй уступ, соблюдая все изложенные приемы работы.
Упражнение по фрезерованию пазов, канавок, и отрезанию заготовок на горизонтально-фрезерных станках производят в такой же последовательности, как и фрезерование уступов. Отличие заключается в том, что ширина трехсторонней фрезы должна точно соответствовать ширине паза детали по чертежу.
Для отрезания или разрезания заготовок на части применяют тонкие дисковые фрезы, которые называются отрезными. Зубья этих фрез расположены только по цилиндрической части. Для уменьшения трения фрезы о стенки прореза (пропила) диски фрез имеют утонение к центру на угол φ1. Фрезы могут быть с мелкими, средними (нормальными) (рис. 2.39, а) и крупными (рис. 2.39, б) зубьями. Фрезы с мелкими и средними зубьями применяют для резания тонких заготовок, труб, прорезания шлицев; фрезы с крупными зубьями - для прорезания глубоких и узких пазов и для отрезных работ.

Рисунок 2.39
Отрезные фрезы
Заготовку закрепляют в машинных тисках, расположенных параллельно оси шпинделя станка, так чтобы зажимные губки были направлены вдоль фрезерной оправки. Чтобы заготовку не вырвало из тисков, часто применяют вращение фрезы по подаче (рис. 2.40, а). В этом случае сила фрезерования прижимает заготовку к тискам. Если фрезерный станок изношен и механизм продольного движения подачи стола имеет мертвый ход (люфт), лучше применять фрезерование против подачи (рис. 2.40. б).

Рисунок 2.40 Отрезание заготовки на части
Фрезу на оправке желательно устанавливать ближе к серьге.
Контроль ширины и глубины уступа или паза, а также длины отрезанной части заготовки производят штангенциркулем. Если размеры обработанных поверхностей не соответствуют чертежу детали, то необходимо по рекомендации мастера выверить установку машинных тисков или стола (салазок) в вертикальном и поперечном направлениях.
Фрезерование уступов и пазов концевыми фрезами
На вертикально-фрезерных станках концевыми фрезами обрабатывают различные уступы, плоскости, а также сквозные и закрытые пазы. Концевые фрезы в отличие от торцовых, цилиндрических и дисковых имеют цилиндрические (рис. 2.41, а) или конические (рис. 2.41, б) хвостовики. Для фрезерования шпоночных пазов на валах машин применяют концевые фрезы, которые имеют точный диаметр, равный ширине паза, и два-три зуба, сходящиеся к центру в одну точку (без центрового отверстия). Концевые фрезы крепят на шпинделе станка, в патроне, или непосредственно в шпиндель.
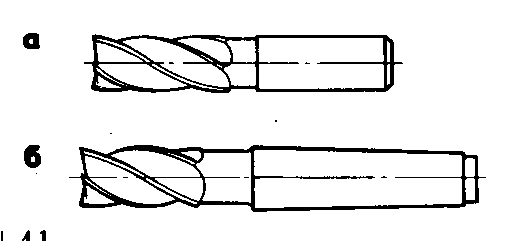
Рисунок 2.41 Концевые фрезы
Фрезерование уступов можно выполнять концевой фрезой, диаметр которой несколько меньше, чем ширина ступени уступа. Фрезу в шпинделе станка закрепляют в цанговом патроне или переходными коническими втулками (см. рис. 2.28).
Фрезерование закрытых шпоночных пазов в планках и на валах производят через отверстия - окна, следовательно, требуется предварительное засверливание. Концевые фрезы в этом случае работают периферийными режущими кромками.
Другим методом фрезерования закрытых пазов является фрезерование с возвратно-поступательным движением стола (маятниковая подача) в продольном направлении и вертикальным движением подачи после каждого прохода. Концевая (шпоночная) фреза должна иметь на торце два зуба, сходящихся в центре. Схемы движения фрезы относительно заготовки при фрезеровании закрытого паза обоими методами показаны на рис. 2.42, а, б.
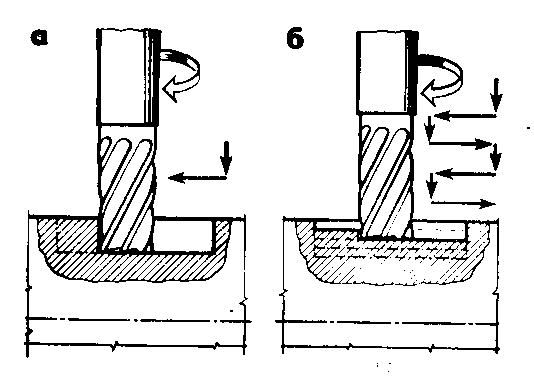
а-с ручным врезанием и продольным движением подачи; б с возвратно-поступательным движением (маятниковым движением подачи)
Рисунок 2.42 Схемы движения подачи стола при фрезеровании закрытых шпоночных пазов
Расположение паза и центров радиусных поверхностей на заготовке перед фрезерованием должно быть размечено и накернено.
Заготовки на столе станка крепят в машинных тисках, призмах или с помощью прихватов. Если фрезеруемый паз должен быть сквозным, то под заготовкой необходимо расположить две подкладки, обеспечивающие свободный выход фрезы между ними.
Упражнение по фрезерованию уступов на вертикально-фрезерном станке концевой фрезой заключается в выполнении следующих приемов, которые отработаны при фрезеровании плоскостей и скосов концевыми фрезами.
1. В зависимости от ширины ступени уступа выбрать концевую фрезу и закрепить ее в шпинделе станка.
2. Установить и закрепить на столе станка машинные тиски или другое зажимное приспособление. Установленная в тиски заготовка должна выступать из губок так, чтобы подлежащая обработке ступень уступа была выше губок и фреза не могла задеть при обработке за каленые губки тисков. В том случае, если высота заготовки меньше высоты губок тисков, заготовку надо установить в тисках на подкладки требуемой толщины и проверить высоту выступающей части заготовки измерительной линейкой (см. рис. 2.38).
3. Настроить станок на режим фрезерования, выбрав скорость главного движения резания и скорость минутной подачи по нормативам режимов резания, технологической документации или по указанию мастера.
4. Установить стол станка на требуемую глубину и ширину уступа так же, как описано при обработке уступов дисковой фрезой на горизонтально-фрезерном станке.
Если предусматривается профрезеровать второй уступ с другой стороны заготовки, то необходимо передвинуть стол в поперечном направлении на расстояние, равное ширине выступа между двумя уступами плюс диаметр концевой фрезы, и обработать второй уступ.
Упражнение по фрезерованию закрытого сквозного паза на вертикально-фрезерном станке в стальной планке концевой фрезой заключается в выполнении следующих приемов, которые отработаны при фрезеровании плоскостей и скосов концевой фрезой на вертикально-фрезерном станке и при выполнении предыдущего упражнения.
1. В зависимости от ширины паза выбрать концевую фрезу требуемого диаметра и закрепить ее в шпинделе станка.
2. Установить и закрепить на столе станка машинные тиски. Так как нужно обрабатывать сквозной паз в середине заготовки, то ее можно закреплять на уровне губок тисков. Подкладки выбирают соответствующих размеров и располагают их так, чтобы концевая фреза могла иметь выход между ними (рис. 2.43).
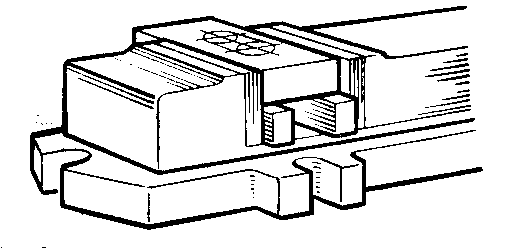
Рисунок 2.43 Закрепление в тисках заготовки
Обрабатываемая заготовка должна быть предварительно размечена, а в случае работы концевой фрезой с центровым отверстием на торце также и просверлена сверлом для ввода фрезы,
3. Настроить станок на требуемый режим фрезерования.
4. Установить стол станка так, чтобы ось фрезы совпала с осью закругления паза, для чего закрепленную заготовку подвести концом размеченного паза под торец вращающейся фрезы до легкого касания с заготовкой. Лимб вертикальной подачи поставить па ноль. Затем стол с заготовкой подать вверх на 2...3 мм до врезания торца концевой фрезы в конец паза. При этом фреза находится в неблагоприятных условиях работы и ручное вертикальное перемещение заготовки должно проводиться плавно, без рывков и с небольшой скоростью подъема.
После врезания фрезы включают движение продольной механической подачи и фрезеруют паз. Когда заготовка пройдет путь по отношению к фрезе на 1...3 мм меньше, чем длина паза, выключают механическую подачу и оставшееся до разметочной линии расстояние проходят с движением ручной подачи. Затем заготовку с ускоренным движением подачи возвращают в исходное положение и вновь поднимают стол (рис. 2.44). Фрезерование с подъемом стола на каждый ход, или каждый двойной ход, проводят до тех пор, пока паз не будет обработан насквозь.
Если заготовка имеет предварительно просверленное отверстие, то фрезу вводят в отверстие на всю глубину паза и обработку выполняют за один проход.
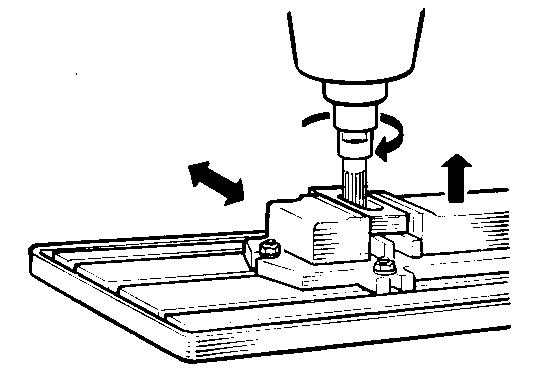
Рисунок 2.44 Фрезерование закрытого паза
концевой фрезой
Это упражнение можно применять при фрезеровании закрытых шпоночных пазов с заданной глубиной паза.
Фрезерование пазов концевой фрезой можно проводить и на горизонтально-фрезерных станках, устанавливая фрезу горизонтально в шпиндель станка, а заготовку вертикально (поворачивают на 90°).
Контроль размеров паза производят штангенциркулем и штангенглубиномером.
Для закрепления навыков обработки уступов и пазов концевыми фрезами учащимся выдается партия заготовок, требующих фрезерования данных плоскостей.