
Судостроительный комплекс Предпроектные предложения Зам генерального директора Я. П. Рейдерман Зам генерального директора Е. В. Ковалев по строительству 2011г
| Вид материала | Реферат |
- Задачи, мероприятия Сроки Ответственный Утверждение плана работы, решение организационных, 131.83kb.
- Программа развития средней общеобразовательной школы №1 города Черняховска Калининградской, 1249.11kb.
- Должностная инструкция директора по производству общие положения > Заместитель генерального, 40.78kb.
- Ащеулова Зинаида Николаевна, зам директора по вр, Головко Тамара Семёновна, зам директора, 743.19kb.
- Тезисы доклада зам генерального директора ОАО «Связьинформ», 20.57kb.
- Техническое задание «На проведение энергетического обследования ОАО «ПО«Севмаш» Зам, 89.82kb.
- Программы развития моу «Богуславскаясош» д. Богуславка на 2007-2012гг. Наименование, 385.67kb.
- П/п н перечень продукции предприятий г. Гомеля, предлагаемой к реализации на экспорт, 170.46kb.
- Паспорт проекта по английскому языку лингвистических классов гимназии, 103.59kb.
- Открытый школьный доклад директора моу сош №2 Ждановой, 118.75kb.
Технология и организация основных видов работ судостроительного производства
Изготовление деталей корпусов судов.
Корпусообрабатывающие цеха предназначены для изготовления, комплектации деталей корпуса из листового и профильного проката, в состав каждого цеха входит участок складирования листового и профильного проката в объеме месячной нормы обрабатываемого металла.
Габаритные размеры листов до 2.000х10.000мм. Материалы: углеродистая и низколегированная сталь марок А, В, D, Е согласно ГОСТ 5521.
При обработке деталей корпуса выполняются следующие виды работ:
- для листовых деталей: тепловая резка, маркировка, резка фасок под сварку, правка, зачистка, гибка;
- для деталей из профильной стали: правка, разметка, газовая резка, зачистка, гибка.
Листовые детали толщиной от 4 до 50мм вырезаются на машинах плазменной резки. Разделка кромок под сварку может производиться как при резке на машинах (оборудованных 2-мя и более резаками для выполнения скоса кромок), так и на переносном газорезательном оборудовании в полуавтоматическом режиме.
Гибка листовых деталей производится на листогибочных вальцах, листогибочном и кромкогибочном гидравлических прессах.
Гибка деталей из профильного проката производится на горизонтально-гибочном прессе типа «бульдозер».
Прямолинейная резка тонколистового проката выполняется на гильотинных ножницах.
Резка профильного проката осуществляется газовыми резаками.
Корпусообрабатывающие цеха оснащены мостовыми кранами, грузоподъемностью 10 тонн и 5 тонн (в каждом цехе), с высотой подъема гака 9м, в количестве – 2 крана на один пролет.
Транспортировка листовых и профильных деталей из корпусообрабатывающих цехов в сборочно-сварочные выполняется на специализированных телегах, через соединяющие цеха проезды.
Предварительная сборка конструкций корпуса.
Участки предварительной сборки корпуса в составе сборочно-сварочных цехов предназначены для изготовления узлов, секций, объемных секций и других корпусных конструкций.
В основу их организации положен принцип специализации по проектам судов и видам корпусных конструкций, с учетом разделения узловой и секционной сборки.
Сборка и сварка узлов (набора, фундаментов и др.), плоских секций выполняется на универсальных сборочных плитах, предусматривающих возможность раскрепления конструкций во время сварки.
Изготовление криволинейных секций (днищевых, бортовых и т.д.), сборка и сварка объемных секций оконечностей производится на специализированных постелях по данным математической модели корпуса.
Специализация участков позволяет закрепить производственных рабочих за определенными рабочими местами для выполнения определенного объема работ. Рабочие места в зависимости от методов и технологии работ оборудуются средствами малой механизации и технологической оснасткой.
Сборочно-сварочные цеха оснащены тремя мостовым кранами на каждый пролет, грузоподъемностью 32 тонны (5тонн на вспомогательном гаке), с высотой подъема основного гака до 30м. Транспортировка секций на стапель осуществляется краном.
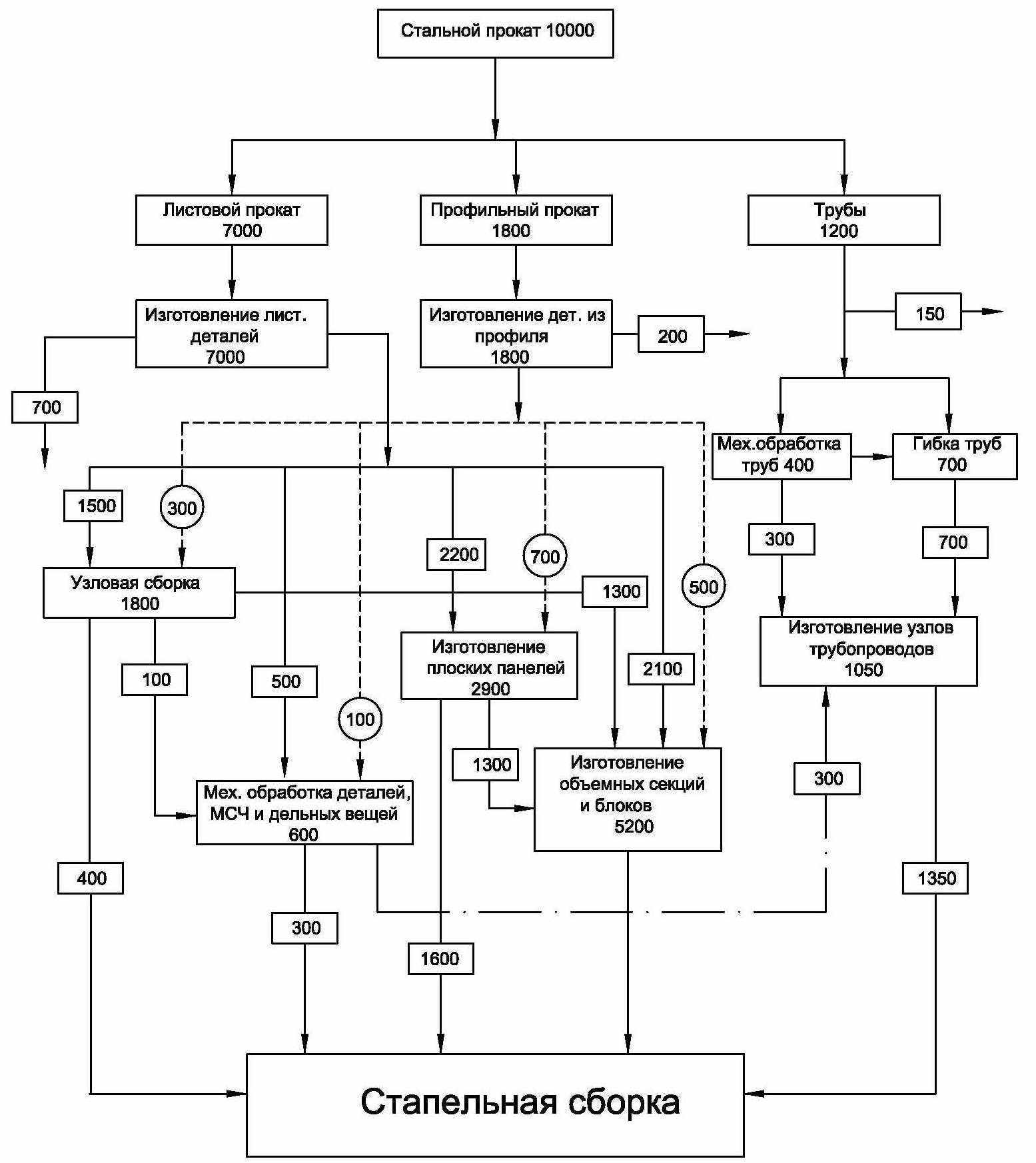
Грузопоток основных направлений производства при постройке судов расчетной программы приведен на рисунке 6.
Рис. 6 Грузопоток основных видов производства, т/год
Формирование корпуса судна на стапеле
Формирование корпусов судов выполняется из сборочных единиц – секций и блоков, массой до 32т на стапельных позициях в сборочно-сварочных цехах, с применением переносных средств механизации. Стапельные места оснащены стационарными и переносными 4-х ярусными рештованиями.
Сварочные работы выполняются полуавтоматами в смесях защитных газов и порошковой проволокой.
Испытания корпуса на непроницаемость производятся, в основном, сжатым воздухом.
Трубообрабатывающие работы
Трубообрабатывающий участок предназначен для изготовления трубопроводов из углеродистой стали, медно-никелевых сплавов, сборки узлов судовых систем и трубопроводов.
В трубообрабатывающем цехе выполняются следующие основные виды работ:
механизированная резка труб, гибка труб на трубогибочных станках, сборочно-сварочные работы трубопроводов, механическая обработка, испытания на прочность.
На судах производятся подгоночно-монтажные работы, с изготовлением шаблонов, макетов забойных труб с места, предварительный монтаж ответственных трубопроводов.
Трубообрабатывающий цех оснащен двумя мостовыми кранами, грузоподъемностью 10т, с высотой подъема гака 9м.
Механомонтажные работы
Механомонтажный участок предназначен для подготовки механизмов, оборудования к монтажу, осуществления подъемно-транспортных операций их на судне, выполнения различных механомонтажных, трубомонтажных работ и подгоночных операций в процессе монтажа и проведения испытаний.
Механомонтажный участок располагается в составе трубообрабатывающего цеха.
Слесарно-корпусные работы
Слесарно-корпусный участок предназначен для изготовления изделий корпусодостроечной номенклатуры, дельных вещей, судовой вентиляции.
Выполняются следующие виды основных работ: заготовительные, сборочные, сварочные и испытания. Заготовки деталей поступают из корпусообрабатывающего цеха, детали МСЧ – по межцеховой кооперации, сборка производится с применением специализированной оснастки и универсальных приспособлений, сварка производится сварочными полуавтоматами.
Окраска изделий производится на специализированном участке, продукция сдается на центральный склад комплектации или непосредственно на производственные участки.
Малярно-изоляционные работы
Выполняются в следующем объеме:
- зачистка, окраска дельных вещей, узлов трубопроводов на специализированном участке в составе достроечного цеха;
- зачистка, окраска секций и блоков – межоперационная защита, перед монтажом на стапеле;
- подготовка поверхностей (очистка), окраска судна до спуска на воду и на плаву.
- изоляция, зашивка судовых помещений.
Электромонтажные работы
Электромонтажный участок предназначен для выполнения следующих работ:
- прокладки кабельных трасс, монтажа силовых щитов;
- монтажа, испытаний и сдачи электрооборудования, навигационного оборудования, систем управления и связи.
Предмонтажная подготовка электрооборудования, КИП, систем автоматики и связи производится на специализированном участке в составе достроечного цеха.
Примерный перечень технологического оборудования приведен в таблице 4,5,6.
Таблица 4.
Технологическое оборудование корпусообрабатывающего цеха
| № | Наименование оборудования | Модель (аналог) | Техническая характеристика | Ко-во, ед. | Примечание |
| 1 | Машина плазменной резки с ЧПУ | Типа «Пелла-ППлц» 2007г. | В листа = 2м ( 4м) L листа = 10,0м S мах = 50мм | 4 | Производство «Пелла-Маш» (Россия) |
| 2 | Ножницы листовые гильотинные | Типа НSL 3013 | L реза = 3 м S листа = 10 (12)мм | 2 | Призводство «НАСО» (Бельгия) или аналог |
| 3 | Вальцы гибочные: - 4-х - валковые - 3-х валковые | Типа PAS 600 Типа PS 420 (c в комплекте с сортогибочной секцией) | В = 4м S max 30мм R гиба min 300мм В = 3м S max 20мм R гиба min 150мм | 1 1 | Призводство «ROUNDO» (Швеция) или аналог |
| 4 | Кромкогибочный пресс | С оснасткой под R гиба 15,25,50, 100мм | Длина гиба до 6000мм S max = 10 -12мм Smin = 4 – 6мм | 1 | Производство KME CO., LTD (Корея) или аналог |
| 5 | Гидравлический пресс усилием до 500т | Типа КМЕ 500 | Размеры стола ~ 5000х2000, регулир. высота до3000, s до 50мм | 1 | Производство KME CO., LTD (Корея) или аналог |
| 6 | Гибочно-рихтовальный станок для проф. Стали | Типа «Бульдозер»- 3557К | Усилие 100т Гибка профиля на ребро: полособульб, тавр, уголок Н 60…240мм | 2 | Производство KME CO., LTD (Корея) или аналог |
| 7 | ***Гибочный станок для профильной стали | ***Типа R1..R6 | ***Кольцегибочный для набора конструкций бульбообразной формы, уголка,тавра. | 1 | Призводство «ROUNDO» (Швеция) или аналог |
| 8 | Полуавтомат газовой резки кромок | | S6-30мм | 6 | |
***Специальное оборудование под определенный размер профиля уточняется при разработке рабочей документации проекта.
Таблица 5.
Сварочное оборудование цехов
| № | Наименование оборудования | Модель (аналог) | Техническая характеристика | Кол-во. ед | Примечание |
| 1 | Многопостовые источники питания для РДС (ММА) | Типа ВДМ-1202 с балластным рестатом РБ300 | 8 постов Iи = 1000 -1200А Iр = 300А | 52 | Россия |
| 2 | Полуавтоматы в среде СО2 в комплекте с источниками питания (MAG) | | Iсв = 500А при ПВ=60% Iсв=5400А при ПВ=100% | 120 | ESAB (Швеция), KEMPPI (Финляндия) |
| 3 | Сварочные полуавтоматы в среде аргона в комплекте с источниками питания (TIG) | | Iсв=500А с водяным охлаждением | 12 | IWM (Германия), ESAB (Швеция), KEMPPI (Финляндия) |
| 4 | Источники питания для автоматической сварки под флюсом (AW) | Типа АДФ-1002 -1003 | Iсв = 1000 –1200А | 4 | Россия, ESAB (Швеция) |
Таблица 6.
Оборудование трубообрабатывающего и слесарно-сборочного участков
| № | Наименование оборудования | Модель (аналог) | Техническая характеристика | Кол-во, ед. | Примечание |
| 1. | Трубогибочный станок | УТГ-45Р | Холодная гибка Труб Ø до 42мм | 1 | Пр-во «Пелла-Маш» (Россия) |
| 2. | Трубогибочный станок | СТГ-60РДМ | Холодная гибка Труб Ø до 60мм | 1 | |
| 3. | Трубогибочный станок | СТГ-100 | Холодная гибка Труб Ø до 89мм | 1 | |
| 4. | Трубогибочный станок | ТГСВ-1МТ | Горячая гибка труб Ø до 168мм | 1 | |
| 5. | Трубогибочный станок | ТГСВ-3М | Горячая гибка труб Ø до 219мм | 1 | |
| 6. | Станок вертикально-сверлильный | (Типа 2Т140) Аналог: А4008(М) | Øсв = max40мм, Øрезьб.= max M24 | 2 | Пр-во АВ (Швеция) |
| 7. | Станок точильно-шлифовальный | Типа ТШ-3 | | 2 | |
| 8. | Станок ленточно-отрезной | Transverse 610.440 DGH | Полуавтоматический, мощностью 5,1кВт | 1 | Фирма BOMAN (Чехия) |
| 9. | Станок ленточно-отрезной | Ergonomic 230.190G | Мощностью 0,65-0.9кВт | 1 | Фирма BOMAN (Чехия) |
| 10. | Станок для отбортовки концой труб | | | 1 | |
| 11. | Пресс-ножницы комбинированные | СЖМ-652 | | 1 | |