
Методические рекомендации и Контрольные задания для учащихся заочной формы обучения специальности 2 36 07 01 «Машины и аппараты химических производств и предприятий строительных материалов»
| Вид материала | Методические рекомендации |
- Методические рекомендации и контрольные задания для учащихся заочной формы обучения, 346.07kb.
- Методические рекомендации и контрольные задания для учащихся заочной формы обучения, 340.97kb.
- Методические рекомендации и контрольные задания для учащихся заочной формы обучения, 730.2kb.
- Методические рекомендации и выполнение контрольных заданий для учащихся заочной формы, 667.06kb.
- Методические рекомендации и выполнение контрольных заданий для учащихся заочной формы, 667.12kb.
- Методические рекомендации и выполнение контрольных заданий для учащихся заочной формы, 779.21kb.
- Методические указания к выполнению практических работ по дисциплине «Экономика и управление, 238.85kb.
- Рабочая программа по дисциплине дс №09 Машины и аппараты химических производств для, 240.33kb.
- Методические указания по дипломному проектированию по специальности 170500 «Машины, 167.73kb.
- Планирование на предприятии Анализ хозяйственной деятельности, 78kb.
Данные к задаче 3
| № варианта | Материал заготовки | Обработка; параметр шероховатости Rа, мкм | Число одновременно обрабатываемых заготовок | Зубчатое колесо | m | z | b | , о |
| мм | ||||||||
| 1 | Сталь 45, 190 НВ | Чистовая (по сплошному металлу); 2,0 | 10 | Косозубое | 3 | 30 | 20 | 15 |
| 2 | Сталь 40Х, 200 НВ | Черновая (под последующее зубодолбление) | 6 | Прямозубое | 6 | 40 | 35 | 0 |
| 3 | Серый чугун, 170 НВ | Чистовая (по сплошному металлу); 2,0 | 8 | Прямозубое | 2,5 | 50 | 25 | 0 |
| 4 | Сталь 12ХН3, 210 НВ | Чистовая (по предварительно прорезанному зубу); 2,0 | 4 | Косозубое | 5 | 56 | 42 | 30 |
| 5 | Сталь 20Х, 170 НВ | Черновая (под последующее зубодолбление) | 4 | Прямозубое | 4,5 | 42 | 50 | 0 |
| 6 | Серый чугун, 190 НВ | Чистовая (по предварительно прорезанному зубу); 2,0 | 3 | Косозубое | 6 | 48 | 65 | 30 |
| 7 | Сталь 35Х, 185 НВ | Черновая (под последующее зубодолбление) | 6 | Прямозубое | 8 | 36 | 30 | 0 |
| 8 | Серый чугун, 200 НВ | Черновая (под последующее зубодолбление) | 4 | Прямозубое | 8 | 44 | 45 | 0 |
| 9 | Сталь 30ХГТ, 200 НВ | Чистовая (по сплошному металлу); 2,0 | 10 | Косозубое | 2 | 48 | 20 | 15 |
| 10 | Серый чугун, 210 НВ | Черновая (под последующее зубодолбление) | 3 | Косозубое | 6 | 64 | 60 | 30 |
Данные к задаче 4
| Вариант | Число оборотов шпинделя об/мин | Модель станка | |||
| I диапазон | II диапазон | III диапазон | IV диапазон | ||
| 1 | 630 | 200 | 50 | 12,5 | 1К62 |
| 2 | 800 | 250 | 63 | 32,5 | |
| 3 | 1000 | 315 | 80 | 25 | |
| 4 | 1250 | 400 | 100 | 20 | |
| 5 | 1600 | 500 | 125 | 16 | |
| 6 | 630 | 200 | 50 | 12,5 | 16К20 |
| 7 | 800 | 250 | 63 | 32,5 | |
| 8 | 1000 | 315 | 80 | 25 | |
| 9 | 1250 | 400 | 100 | 20 | |
| 10 | 1600 | 500 | 125 | 16 | |
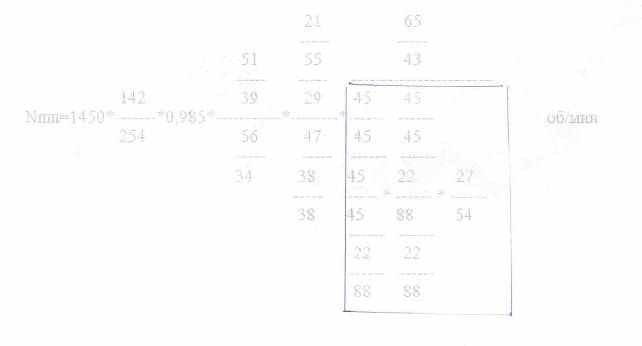
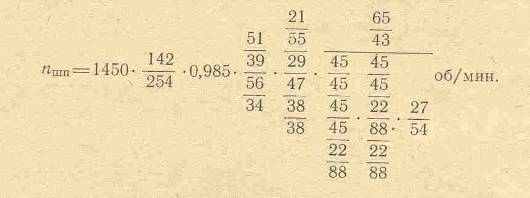
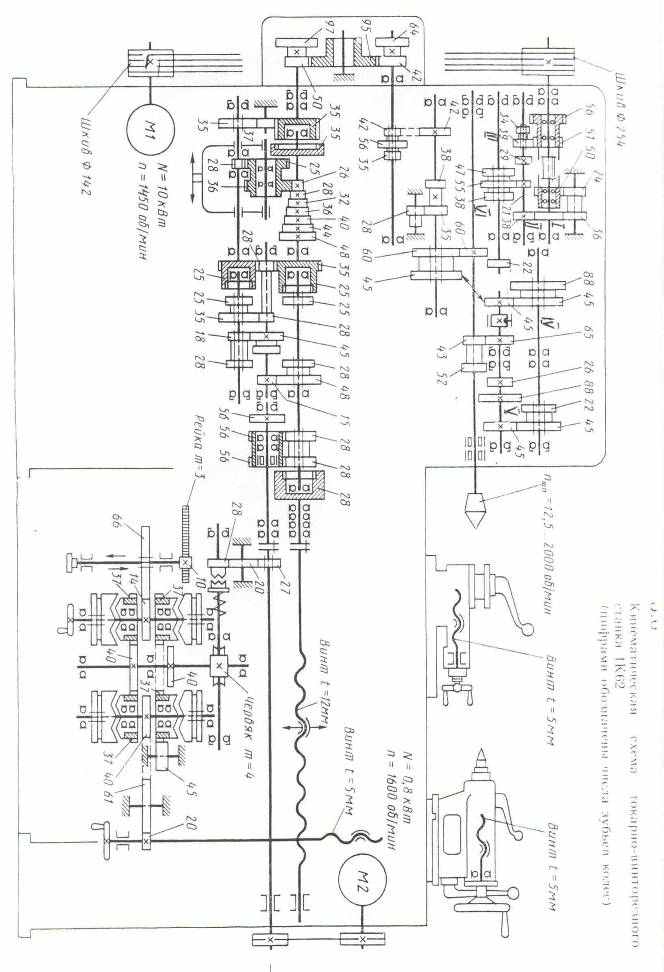
Уравнение кинематического баланса главного движения станка 1К62
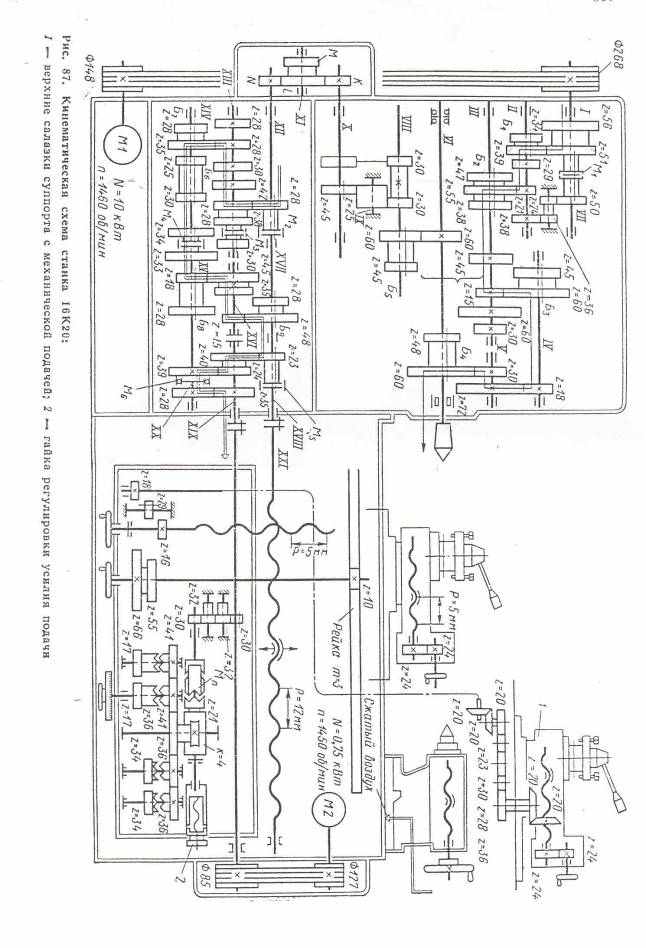
Уравнение кинематического баланса главного движения станка 16К20
Примечание: В первом диапазоне движение в коробке скоростей передается без участия перебора.
Основные параметры червячных модульных фрез (размеры в мм)
| Модуль m | Наружный диаметр D | Число зубьев z | Модуль m | Наружный диаметр D | Число зубьев z |
| Фрезы черновые двухзаходные | |||||
| 1 | 50 | 12 | 4 | 80 | 9 |
| 2 | 55 | 4,5 | 85 | ||
| 2,5 | 65 | 10 | 5 | 90 | |
| 3 | 70 | 6 | 105 | ||
| 3,5 | 75 | 8 | 145 | ||
| Фрезы чистовые однозаходные | |||||
| 1 | 63 70 80 | 12 | 5 | 112 | 10 |
| 2 | 6 | 125 | 9 | ||
| 2,5 | 10 | 7 | |||
| 3 | 90 | 8 | 140 | ||
| 3,5 | 9 | ||||
| 4 | 100 | 10 | 160 | ||
| 4,5 | |||||
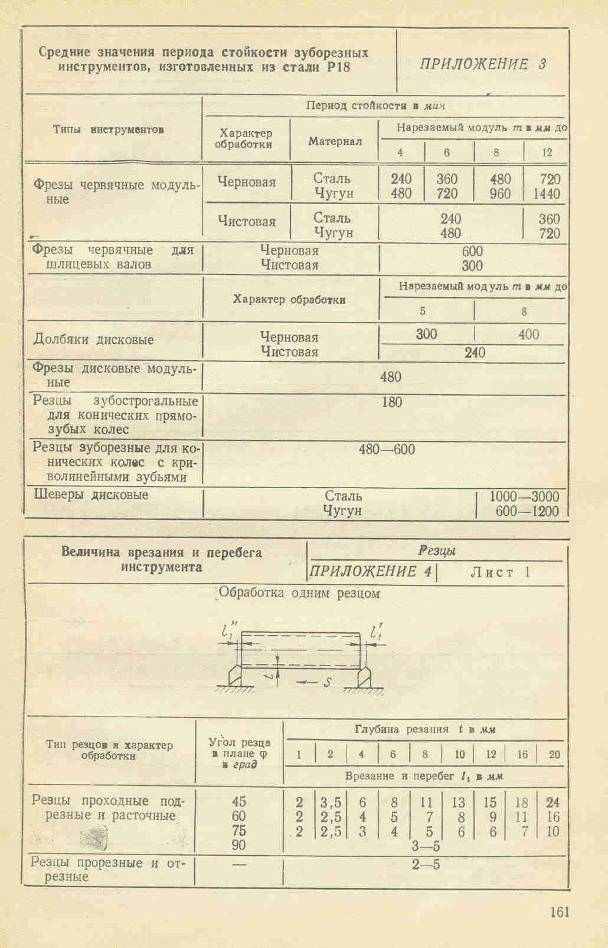
Паспортные данные
Зубофрезерный станок 53А50
Наибольший наружный диаметр нарезаемого колеса 500 мм. Наибольший модуль нарезаемого колеса 8 мм. Мощность двигателя Nд = 8 кВт; КПД станка = 0,65. Частота вращения шпинделя, мин-1: 40; 50; 63; 80; 100; 125; 160; 200; 240; 315; 405. Вертикальная подача суппорта (фрезы) за один оборот заготовки, мм/об: 0,75; 0,92; 1,1; 1,4; 1,7; 2,0; 2,2; 2,5; 2,8; 3,1; 3,4; 3,7; 4,0; 5,1; 6,2; 7,5. Радиальная подача, мм/об: 0,22; 0,27; 0,33; 0,4; 0,48; 0,55; 0,66; 0,75; 0,84; 1,0; 1,2; 1,53; 1,8; 2,25.
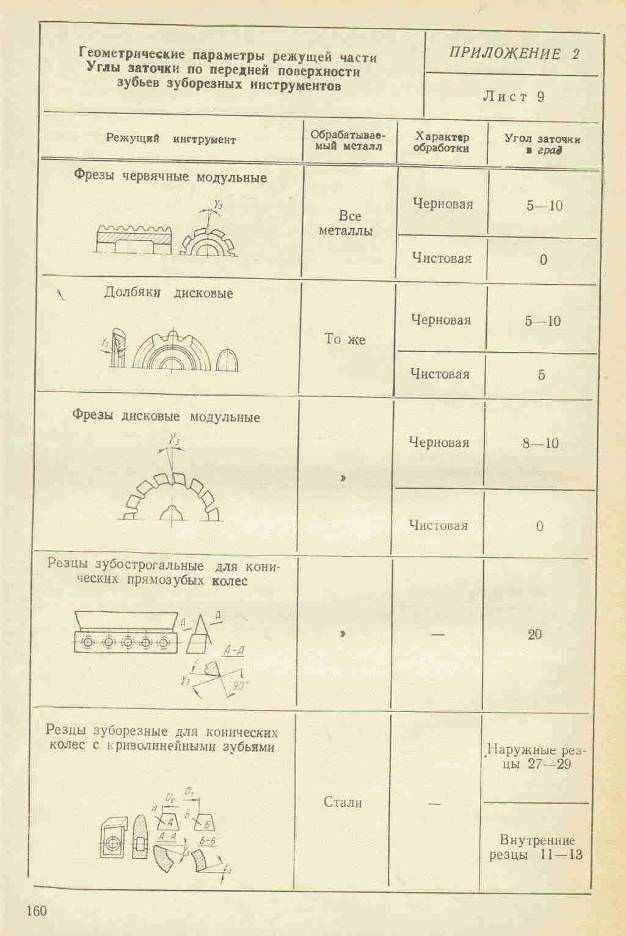
Таблица 1
Выбор класса точности и числа заходов червячной модульной фрезы
| Вид обработки | Черновая | Чистовая | |||
| под зубодолбление и вторичное зубофрезерование | под шлифование | под шевингование | |||
| Класс точности фрез | С | В | А | А и В | |
| Число заходов | Модуль от 2,75 до 12 | 2-3 | 1 | ||
| Модуль до 2,5 и св. 12 | 1 | 1 | |||
11
| Классификация зубофрезерных станков по группам | Зубофрезерные станки | |
| Карта 1 | ||
| Завод-изготовитель и модель станка | Мощность электродвигателя станка в кВт | Группа станков |
| «Комсомолец» 5310, 5Д32, 5324, 532, 5320, 5П310 (вып. до 1945 г.) Пфаутер R1, R31, R0, RS0 Берингер RЕ, RF Рейнекер RF2 Барбер-Кольман № 3 | 1,5-2.8 | I |
| «Комсомолец» 5Д32П, 5Б32, 532 (вып. после 1945 г.) Пфаутер R2, RS2 Рейнекер URF2 Берингер RG Барбер-Кольман № 12 | 3-4 | II |
| «Комсомолец» 5П326, 5А326, 5П327, 5325, 5В31, 5В31Б, 5326 Пфаутер R4, RS4 Гульд-Эбергард 24Н | 5-9 | III |
| «Комсомолец» 5312, 5П325, КЗТС, 5356 Пфаутер R5, R6 Рейнекер URFS, URF4, URF5 Найльс RF6 Вольман FD-25 | 10 и выше | IV |
25
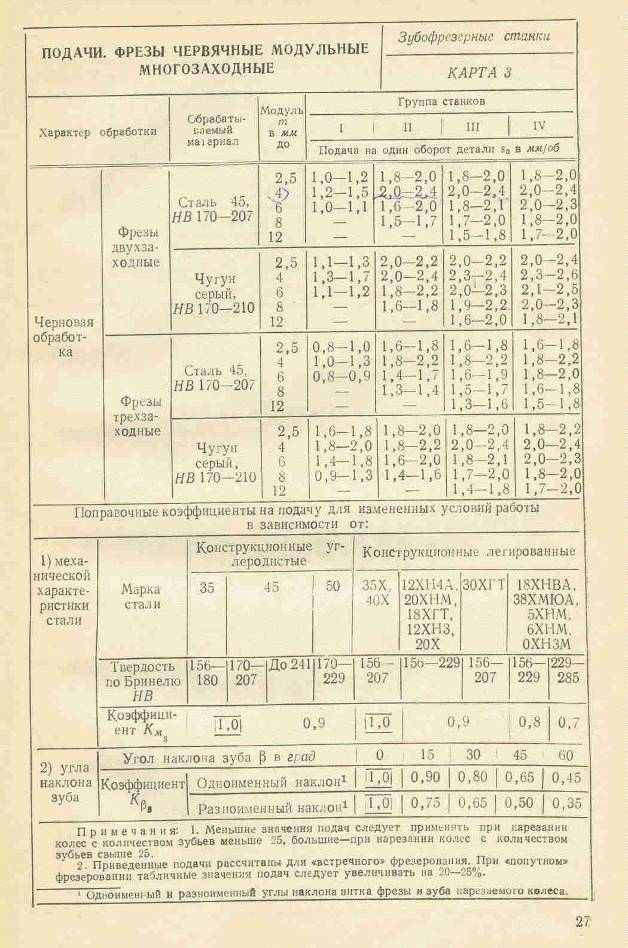
| Количество осевых перемещений червячных модульных фрез за время работы между двумя переточками | Зубофрезерные станки | |||||||||||||||
| КАРТА 11 | ||||||||||||||||
| Нарезаемое колесо | Характер обработки | Модуль m в мм | ||||||||||||||
| Угол наклона зубьев в град | Количество зубьев | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||||
| Количество осевых перемещений фрезы | ||||||||||||||||
| 0 | 12 20 30 40 60 80 120 | По сплошному металлу | 13 10 8 7 6 5 4 | 9 7 5 4 4 3 2 | 7 5 4 3 3 2 1 | 7 5 4 3 3 2 1 | 7 5 4 3 2 2 1 | 5 4 3 2 2 1 1 | 6 4 3 3 2 1 1 | 5 4 3 2 2 1 1 | 5 4 3 2 2 1 1 | 5 4 3 2 2 1 1 | 5 3 3 2 1 1 - | |||
| 15 | 12 20 30 40 60 80 120 | 10 8 6 5 4 4 3 | 7 5 4 3 2 2 1 | 6 4 3 2 2 1 1 | 6 4 3 2 2 1 - | 7 5 3 2 2 1 - | 4 3 2 1 1 - - | 5 3 2 2 1 1 - | 5 3 2 1 1 - - | 5 6 2 1 1 - - | 5 3 2 1 1 - - | 5 3 2 1 1 - - | ||||
| 30 | 12 20 30 40 60 80 120 | 5 4 3 3 2 2 1 | 3 2 1 1 1 - - | 2 1 1 - - - - | 2 1 1 - - - - | 2 1 - - - - - | 1 - - - - - - | 2 1 - - - - - | 1 - - - - - - | 1 - - - - - - | 1 - - - - - - | 1 - - - - - - | ||||
| 45 | 12 20 30 40 60 | 2 2 1 1 1 | 1 1 - - - | - - - - - | - - - - - | - - - - - | - - - - - | - - - - - | - - - - - | - - - - - | - - - - - | - - - - - | ||||
| | 80 120 | | - - | - - | - - | - - | - - | - - | - - | - - | - - | - - | - - | |||
| Чистовая обработка по предварительно прорезанному зубу | - | - | - | 3 | 3 | 2 | 2 | 2 | 2 | 1 | 1 | |||||
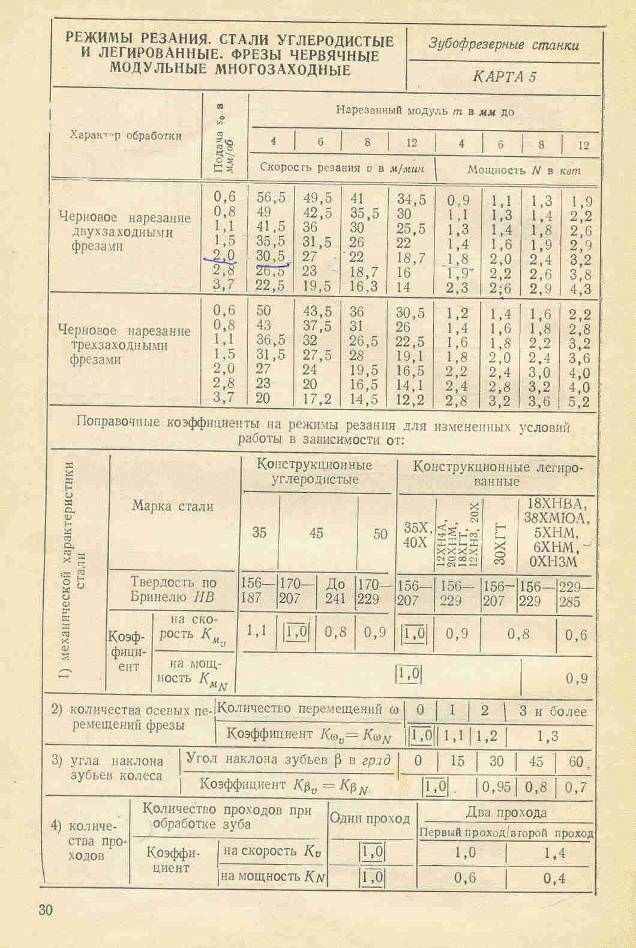
| Поправочные коэффициенты по количеству осевых перемещений фрезы при обработке колес по сплошному металлу в зависимости от: | ||||||||||||||||
| 1) осевой подачи S в мм/об | Осевая подача в мм/об | 1 | 2 | 3 | 5 | |||||||||||
| Коэффициент для колес | прямозубых | 1,2 | 1,0 | 0,9 | 0,8 | |||||||||||
| с наклонным зубом | 1,0 | |||||||||||||||
| 2) глубины резания | Глубина резания в долях модуля | 2,2 m | 1,8 m | 1,4 m | 0,7 m | |||||||||||
| Коэффициент | 1,0 | 1,1 | 1,2 | 1,3 | ||||||||||||
| 3) направления угла наклона зубьев колеса и нитки фрезы | Нарезаемый модуль m в мм | 1 | 4 | 8 | 12 | |||||||||||
| Коэффициент при наклоне | одноименном | 1,0 | ||||||||||||||
| разно-именном | угол наклона зубьев колеса в град | 15 | 0,7 | 0,6 | 0,55 | 0,5 | ||||||||||
| 30 | 0,8 | 0,8 | 0,8 | 0,7 | ||||||||||||
| 45 | 1 | 0,9 | 0,8 | 0,8 | ||||||||||||
ЛИТЕРАТУРА
Гапонкин, В.А. Обработка резанием, металлорежущий инструмент и станки [Текст]: Учебник для средних спец. учеб. заведений по машиностроительным специальностям. / В.А.Гапонкин, Л.К.Лукашев, Т.Г.Суворова. – М.: Машиностроение, 1990. – 448 с.: ил.
Ермаков, Ю.М. Металлорежущие станки [Текст]: Учебное пособие для техникумов по специальности «Инструментальное производство». / Ю.М.Ермаков, Б.А.Фролов. – М.: Машиностроение, 1985. – 320 с.: ил.
Комаров, О.С. Технология конструкционных материалов [Текст] / О.С.Комаров. – Мн.: Дизайн ПРО, 1998.
Кузьмин, Б.А. Металлургия, металловедение и конструкционные материалы [Текст]: Учеб. для мех. и машиностроительных техникумов. / Б.А.Кузьмин, А.И.Самохоцкий. – 3-е изд., перераб.и доп. – М.: Высшая школа, 1984. – 256 с: ил.
Локтева, С.Е. Станки с программным управлением и промышленные работы [Текст]: Учеб. для машиностроительных техникумов. / С.Е.Локтева. – 2-е изд., перераб. и доп. – М.: Машиностроение, 1986. – 320 с.: ил.
Челноков, Н.В. Технология горячей обработки материалов [Текст]: учебник для учащихся техникумов / Н.В.Челноков, Л.К.Власьевнина, Н.А.Адамович. – М.: Высш. Школа, 1981. – 296 с.: ил.
Чернов, Н.Н. Металлорежущие станки [Текст]: Учебник для техникумов по специальности «Обработка металлов резанием»./ Н.Н. Чернов. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1988. – 416 с.: ил.
Шагун, В.И. Режущий инструмент: Проектирование. Производство. Эксплуатация [Текст]: Учеб. пособие. / В.И.Шагун. – Мн.: НПООО «ПИОН», 2002. – 496 с.: ил.
Справочник технолога-машиностроителя [Текст]: В 2-х т. Т.1. / Под ред. А.Г.Косиловой, Р.К.Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – 656 с.: ил.
Справочник технолога-машиностроителя [Текст]: В 2-х т. Т.2. / Под ред. А.Г.Косиловой, Р.К.Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1986. – 496 с.: ил.
СТАНДАРТЫ
ГОСТ. 12.2.009 – 80 Станки металлообрабатывающие. Общие требования безопасности. [Текст]. – Взамен ГОСТ 12.2.009 – 75; введ. 1981.01.01. – М.: Изд-во стандартов, 1980. – 62 с.: ил.
ГОСТ. 2.429 – 84 (СТ СЭВ 4070 – 83) Правила выполнения чертежей поковок [Текст]. – Введ. 1985.01.07. – М.: Изд-во стандартов, 1985. – 2 с.: ил.
ГОСТ. 18.089 – 72 Электропечи и установки индукционные. Термины и определения [Текст]. Введ.1. – 1974. – М.: Изд-во стандартов. 1972. – 13 с.
ГОСТ. 25.751 – 83 (СТ СЭВ 6506 – 88) Инструменты режущие. Термины и определения общих понятий. [Текст]. – Введ. 01.07.84. – М.: изд-во стандартов, 1990. – 25 с.