
Методические рекомендации и Контрольные задания для учащихся заочной формы обучения специальности 2 36 07 01 «Машины и аппараты химических производств и предприятий строительных материалов»
| Вид материала | Методические рекомендации |
СодержаниеТеоретические основы производства отливок Способы изготовления отливок Изготовление отливок в оболочковых формах |
- Методические рекомендации и контрольные задания для учащихся заочной формы обучения, 346.07kb.
- Методические рекомендации и контрольные задания для учащихся заочной формы обучения, 340.97kb.
- Методические рекомендации и контрольные задания для учащихся заочной формы обучения, 730.2kb.
- Методические рекомендации и выполнение контрольных заданий для учащихся заочной формы, 667.06kb.
- Методические рекомендации и выполнение контрольных заданий для учащихся заочной формы, 667.12kb.
- Методические рекомендации и выполнение контрольных заданий для учащихся заочной формы, 779.21kb.
- Методические указания к выполнению практических работ по дисциплине «Экономика и управление, 238.85kb.
- Рабочая программа по дисциплине дс №09 Машины и аппараты химических производств для, 240.33kb.
- Методические указания по дипломному проектированию по специальности 170500 «Машины, 167.73kb.
- Планирование на предприятии Анализ хозяйственной деятельности, 78kb.
Теоретические основы производства отливок
Свойства любого сплава можно разделить на рабочие и технологические. Рабочие свойства определяют поведение изделия из этого сплава в процессе эксплуатации. Технологические свойства характеризуют поведение сплава в процессе изготовления из него отливки. Это литейные свойства.
Изучите основные литейные свойства, которым принадлежит решающая роль при оценке сплава, как литейного материала: жидкотекучесть, усадку, склонность к трещинообразованию, склонность к газопоглощению и ликвации.
Следует уяснить, к каким дефектам отливки приводят низкие показатели литейных свойств и какие технологические меры используют для предупреждения образования дефектов.
Сосредоточенная усадочная раковина образуется внутри отливки при неравномерно последовательном затвердевании в результате некомпенсируемой объемной усадки.
Усадочные поры формируются при объемной кристаллизации между срастающимися дендридами в момент, когда усадка кристаллов еще продолжается, а жидкий металл не может поступать к пустотам.
Необходимо помнить главное условие предупреждения в отливках усадочных раковин и пористости: подвод жидкого металла к кристаллизующемуся слою должен быть непрерывным до полного затвердевания. Для этого в форме применяют прибыли, которые обеспечивают направленное затвердевание отливки – снизу вверх в направлении прибыли. Жидкий металл из прибыли питает отливку, а усадочная раковина образуется в прибыли, которую затем отделяют от отливки.
С явлением усадки связано возникновение напряжений в отливке, образование горячих и холодных трещин. Обратите внимание на главную причину этих явлений – затрудненную усадку вследствие механического и термического торможения. Изучите меры предупреждения трещин.
Важной предпосылкой получения отливок без дефектов является правильная конструкция отливки. Изучите особенности конструирования отливки с учетом литейных свойств сплавов.
Склонность сплавов поглощать газы приводит к образованию в отливках газовой пористости и раковин. Обратите внимание на механизм образования этих дефектов. Изучите меры их предупреждения.
Способы изготовления отливок
Изготовление отливок в песчаных формах
Изучение темы начните с рассмотрения последовательности изготовления отливки в песчаной форме. Технологический процесс изготовления отливки состоит из различных этапов, которые выполняются в соответствующих отделениях литейного цеха. В современных литейных цехах многие операции смесеприготовления, изготовления форм и стержней, заливка форм, выбивка отливок и другие механизированы.
Для изготовления песчаной формы используют модельный комплект, опочную оснастку и формовочные материалы. В модельный комплект входят: модель или модельные плиты, стержневые ящики, модели литниково-питающей системы (выпоры, прибыли). Модель – это прототип отливки, предназначенный для получения в песчаной форме отпечатка, соответствующего наружной конфигурации отливки и знакам стержней. Если отливка изготовляется без применения стержней, то модель не имеет знаковых частей.
Стержневые ящики служат для изготовления стержней, которые обеспечивают получение в отливке внутренних полостей.
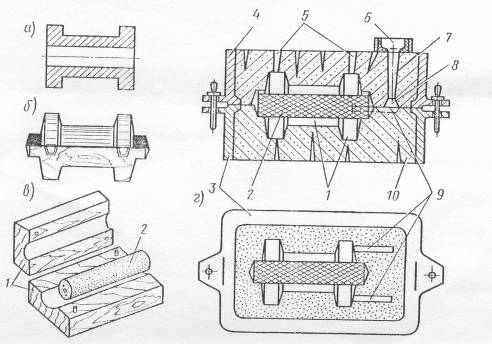
Рис.1
Рассмотрим песчаную форму для отливки втулки (рис. 1, а). Литейную форму (рис. 1, г) изготовляют ручной формовкой в двух опоках (металлических рамках): нижней – 3 и верхней – 4, в которых уплотняется формовочная смесь 10. Для образования в форме рабочей полости 1 используют специальное приспособление – деревянную разъемную модель (рис. 1, б) и песчаный стержень 2, изготовленный в стержневом ящике 1 (рис. 1, в). С помощью модели в форме получают отпечаток наружной конфигурации отливки. Для заливки жидкого сплава в рабочую полость в форме имеется система каналов 6-9 (литниковая система). Выход воздуха из полости формы при заполнении ее металлом происходит через каналы 5 (выпоры). После затвердевания залитого сплава форму разрушают, извлекают отливку и удаляют из нее стержень.
Перед отправкой в механический цех с отливки удаляют литниковую систему, производят очистку и контроль.
Изготовление отливок в оболочковых формах
Литейная форма представляет собой разъемную тонкостенную оболочку, изготовленную из песчано-смоляных смесей по горячей металлической модели. Способ изготовления оболочковых форм основан ан специфических свойствах смол. При нагревании до 100-200 С смолы становятся еще более жидкими или расплавляются и обволакивают песчинки огнеупорного материала. При дальнейшем нагревании до 200-250 С термоактивные смолы необратимо отвердевают.
Изучите состав и свойства формовочных смесей и модельную оснастку для изготовления оболочек. Рассмотрите схему бункерного (насыпного) способа подачи смеси на модельную плиту. Следует знать, что кроме этого способа существуют пескодувный, пескострельный и центробежный способы подачи и уплотнения смеси.
Рассмотрите последовательность операций изготовления оболочек, сборки форм и подготовки их к заливке. Обратите внимание на механизацию и автоматизацию процессов изготовления оболочковых форм, схему поточно-механизированной линии изготовления оболочек.
Отметьте основные достоинства литья в оболочковые формы: высокую точность и низкую шероховатость поверхностей отливок, сокращение количества формовочных и стержневых материалов, экономия производственных площадей, облегчение операций выбивки и очистки литья, возможность полной автоматизации производственного процесса. Наряду с преимуществами следует учитывать и недостатки: высокую стоимость термоактивных связующих и применение горячей оснастки.