
Дальневосточный федеральный университет дальневосточный институт инновационных технологий и качества академия экологии, морской биологии и биотехнологии
| Вид материала | Документы |
СодержаниеРазвитие наукоемкого производства |
- Дальневосточный федеральный университет, 61.97kb.
- А. Н. Малютин Дальневосточный морской биосферный государственный природный заповедник, 110.71kb.
- Положение о магистратуре федерального государственного автономного образовательного, 418.7kb.
- Правлением ОАО «Дальневосточный банк», 78.08kb.
- Совершенствование управления качеством при формировании интегрированных систем менеджмента, 270.66kb.
- Дальневосточный государственный университет восточный институт, 1418.89kb.
- 1. Общие положения, 275.75kb.
- «Менеджмент систем качества», 50.31kb.
- 14. дальневосточный экономический район, 1428.3kb.
- Программа I краевого съезда учителей и преподавателей математики хабаровского края, 344.82kb.
| Раздел IV РАЗВИТИЕ НАУКОЕМКОГО ПРОИЗВОДСТВА ___________________________________________________________________________ А.П. Мирошниченко Глава 1. ИНТЕРЕСЫ БИЗНЕСА В ИННОВАЦИОННОЙ ДЕЯТЕЛЬНОСТИ ООО «Компания Гранула Z» создана в июле 2004 года. Целью создания и единственным видом деятельности является сбор и переработка пластиковых отходов (в основном пластиковые бутылки) по городу Владивостоку и Приморскому краю. В целом, это – семейный бизнес. Изначально мы занимались металлоломом, но в конечном итоге этот бизнес стал криминальным и полностью изжил себя. В дальнейшем, имея капитал для вложения и натыкаясь на пластиковые бутылки, проходя по улицам нашего города, было решено вложить денежные средства в переработку полиэтилентерефталата (ПЭТ). Здесь мы столкнулись с множеством проблем, так как наша страна была не готова к поддержке таких компаний как наша, а также к внедрению данного вида переработки, готова только на словах, в умах, но не на практике – еще очень далеко до осуществления экологических программ. К примеру, во многих зарубежных странах этот вид деятельности субсидирован и, как минимум, поддерживаемый государством, в виде уменьшения налоговых ставок, арендной платы, коммунальных платежей. У нас, к сожалению, этого ничего нет, кроме того, данный сектор бизнеса не попадает в категорию льготного налогообложения. При обращении в администрацию города Владивостока, по поводу снижения ставки арендной платы, в ответ слышали только то, что данный вид деятельности в перечень льготных видов не включен. Вопрос о раздельном сборе мусора и льготах рассматривается и на местном, и на Федеральном уровне, но результатов как таковых нет. Обоснованием такого отношения к нашим заявлениям является тот факт, что не принят соответствующий законопроект. Было выполнено 5 проектов по организации предприятия данного типа, только на это было потрачено около 2-х миллионов рублей. Для осуществления деятельности были получены две лицензии и приобретена технологическая линия. Для создания филиалов по сбору по Приморскому краю было закуплено 5 дополнительных комплектов оборудования, прошедших сертификацию в Приморском центре стандартизации (ранее Центр стандартизации и метрологии). Данный вид деятельности малорентабельный. В городах, где население более миллиона, бизнес становится рентабельным. На момент образования нашей компании, мы встречались с руководителями московских компаний переработчиков пластика, встречались с коллегами из Санкт – Петербурга - они сразу говорили, что если население менее миллиона, то бизнес будет убыточным. Но мы выбрали другой путь решения данной проблемы - охватить не только город Владивосток, но и Приморский край. Технологическая линия – это поточная автоматическая линия по переработке пластика во вторичное сырье, мощностью 500 кг/час, поэтому мы можем обслуживать не только город, но и край. Возможны также дополнительные установки для расширения перечня собираемых пластиков. С момента образования данной компании целью было два основных этапа - первый - переработка бутылки во вторичное сырье и второй – получение конечного продукта. По нашему бизнес – плану после получения лицензии, в течение двух лет после закупки технологической линии, она должна была себя полностью окупить. В принципе мы шли полностью по плану окупаемости, запустили мы линию в июне 2008 года. Произошедший кризис сказался на выполнении плана, так как наши продукты являются продуктами нефтепереработки, и при падении мировых цен на нефть – цены на наши продукты снизились, что отдалило сроки окупаемости линии. Цена упала практически в два раза и не повышается. На сегодняшний день цены на нефть растут, но незначительно. С января этого года было полное отсутствие продаж, работали только на склад, но уже в конце лета начались продажи. Продажа производится в Китай, так как в России наши реальные покупатели находятся лишь за Уралом. 95% сырья экспортируется и около 5% продается в России. Но это количество незначительно. Из сырья ПЭТ производят упаковочную ленту, искусственную газонную траву, также используется при изготовлении черепицы, но это не значительный компонент. Поэтому компании, которые производят вышесказанные продукты, в принципе, могут добыть самостоятельно данное сырье. Наша компания при выработке 500 кг/час не заинтересована в потребностях 500 кг в месяц. Поэтому прорабатывался проект по внедрению собственной линии, для получения конечного продукта, но этот процесс затормозился из-за кризиса, финансовой нестабильности, низкой рентабельности нашего производства, что не позволяет создать капитализацию ресурсов для покупки нового оборудования. Тем не менее, перспектива есть - в получении конечного продукта совместно с «инкубаторами» вузов. На данный момент инновационные проекты, которые есть для получения конечного продукта, для нас не совсем подходят. Например, производство упаковочной ленты – на сегодняшний день уже внедрено. В Китае из крошки производят те же пластиковые бутылки, добавляя 5% вторичного сырья в первичное. В нашей стране это запрещено – использование вторичного сырья при изготовлении пластика для пищевых продуктов. Китай в основном закупает для изготовления волокна – полиэстеровой нити, но этот проект очень энергоемкий, и та технология, которая используется в Китае, оставляет желать лучшего. Также и конечный потребитель данной продукции находится в Китае. В Приморье, к сожалению, не развит потребительский спрос на полиэстеровую нить. Выходить с таким продуктом на рынок рискованно, т.к. шансы сбыта очень малы. Инновационный проект «Пиролиз полиэтилентерефталата», который продвигается инновационным инкубатором ДВИИТК ДВГУ. Проект вызвал у нас интерес, так как его реальность в малой энергоемкости, отсутствии выбросов вредных веществ, что немаловажно для нас, как экологической компании. Остается большой вопрос с реализацией продукции, полученной от переработки ПЭТ, с внедрением технологии пиролиза. Но, учитывая что данная деятельность идет с нашими интересами в одном русле, мы решили поучаствовать в данном мероприятии. И проработать возможные варианты применения этого проекта в нашем бизнесе. Наше сотрудничество с кафедрой «Управление инновациями» ДВИИТК ДВГУ выражается заключением договора о совместных проектных работах. И считаем то, что у данного проекта есть перспектива. В.Д. Даровских Глава 2. МОБИЛЬНЫЙ МИКРОМАНИПУЛЯТОР (НАНОРОБОТ) ДЛЯ СЕРВИСА БИОЛОГИЧЕСКИХ И ТЕХНИЧЕСКИХ СИСТЕМ На конкретном примере, для реализации задач здравоохранения и машиностроения, показаны: последовательность структурного развития привода микроманипулятора от технического предложения до модульного схемотехнического решения, планирование его информационной емкости и кинематических способностей. Мобильный и автономный микроманипулятор создается для реализации следующих задач: способность проникновения в ресурсные и энергетические магистрали биологических и технических объектов при минимальной трудоемкости данной операции, а равно вывода из этих магистралей; биологическая и эксплуатационная безопасности; отсутствие в необходимости применения устройств любого вида для извлечения микроманипулятора из объекта; возможность бесступенчатого управления в известных диапазонах режимными характеристиками конструкции; энергетическая автономность; транспортная мобильность; способность к управлению в ручном, супервизорном или автоматическом режимах; способность структурно развиваться через взаимодействие с иными машинами и механизмами; модульность исполнения; рациональность устройства; эффективность эксплуатации. Задачи создания микроманипулятора определяют основные свойства его конструкции: 1. Размер модуля – не более 100 нм. 2. Память – не менее 10 кб. 3. Защитная оболочка – имеется у каждого элемента и связи. 4. Процессор с генерированием управляющей частоты в диапазоне – от 0 до 10 кГц. 5. Температурный режим эксплуатации – от 00 С до 1000 С. 6. Источник энергии – от 10 до 12 кДж. 7. Функции: - создание условий для контроля параметров объектов; - выполнение функций измерения; - частота приемистости – от 0 до 10 кГц; - перемещения - линейное, угловое, смешанное; - диапазоны регулирования скоростей перемещений: а) в линейном радиальном направлении – от 0 до 40 мм/мин.; б) в поперечном (угловом) направлении – от 0 до 650 град./c; - дискретность перемещения: а) радиального линейного – радиус равносторонней шестиугольного рамки модуля конструкции деленный на  ; ;б) углового поперечного – от 10 до 600 в пропорциональном соотношении с суммарным углом поворота в 3600; - исполнение функций самостоятельное или по программе извне, - функционирование в закрытых полостях и каналах; - движение в жидкостях, - транспортировка и управляемое высвобождение лекарств, - проникновение внутрь биологических клеток; - заполнение сферических емкостей конструкции отработанной биомассой клетки и ее транспортировка; - способность к структурному развитию через кинематическое и функциональное объединение с тождественными нанороботами как модулями, а также выход из модульных структур в автономное исполнение функций; - способность к саморазрушению в биологическом объекте при отсутствии негативных последствий для последнего. Вариант микроманипулятора в данной технической интерпретации показывается без отражения специфики применяемых в его конструкции материалов. Описывается лишь схемотехническая реализация конструкции. С учетом характеристик сопутствующих материалов преимущества микроманипулятора, несомненно, повышаются. При этом, по окончании заданного цикла работы, микроманипулятор сможет разрушиться в объекте и, без последствий для последнего, быть выведен наружу. Принцип структурного развития микроманипулятора представляется таким образом. Его конструкция формируется из идентичных модулей. Модуль основан на рамке, профиль которой тождественен равностороннему шестиугольнику (рис.10). Шестиугольник оснащен связями, проходящими через его вершины таким образом, что образуется многосвязная структура. В ней каждая вершина соединена с каждой из числа имеющихся в структуре, что упрощает процедуры обмена информацией между вершинами.  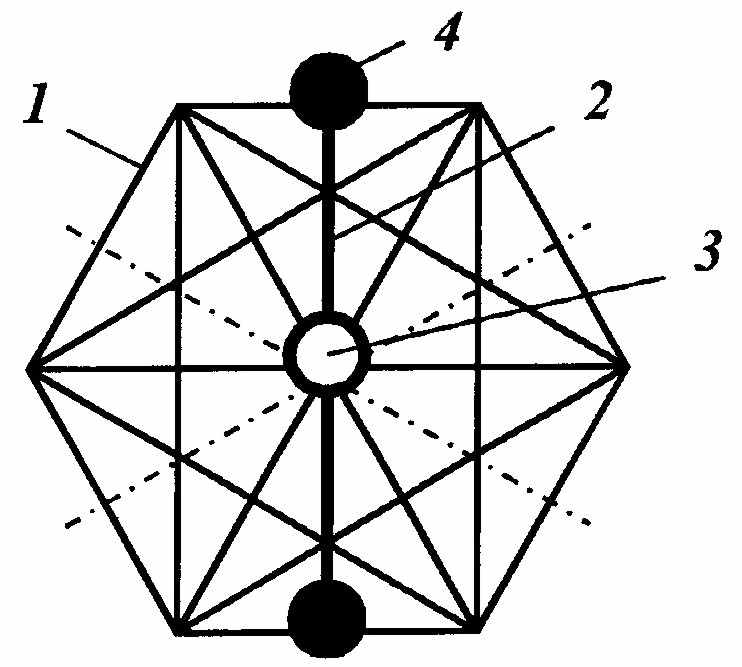 Рисунок 10 - Базовый многосвязный структурный компонент микроманипулятора, выполнен в виде равностороннего шестиугольника Рисунок 11- Узловые сферические элементы в многосвязной структуре микроманипулятора: 1 – рамка шестиугольная; 2 – стержень базирующий; 3 – элемент узловой сферический полый; 4 – элемент полый сферический В центре шестиугольной рамки 1 на базирующем стрежне 2, расположенном вертикально, устанавливается (рис.11) узловой полый сферический элемент 3. На свободных концах стержня 2, выполненного с цилиндрической образующей и полым, также установлены полые сферические элементы 4, причем данные элементы и несут рамку 1 с профилем, тождественным равностороннему шестиугольнику, а связь элементов 4 с рамкой 1 осуществлена через середины параллельных сторон шестиугольников, при этом вершины и середины сторон остальных сторон шестиугольной рамки также оснащены полыми сферическими элементами, связанными с центральным сферическим элементом базирующего стержня посредством самостоятельных полых цилиндрических стержней (рис.12а). Каждый элемент 4 (рис.11) несет один бит информации. Поэтому элементы 4 становятся управляемыми. Узловой элемент 3 (рис.11) предназначен для размещения в нем энергосистемы, блока управления и генератора тактовых импульсов. Во всех элементах, помимо базового, и в связях между ними допускается располагать требуемое количество лекарственных препаратов или информационных указателей. Организуется также исполнение обратной функции: заполнение полых элементов биомассой, отработанной биологической клеткой. 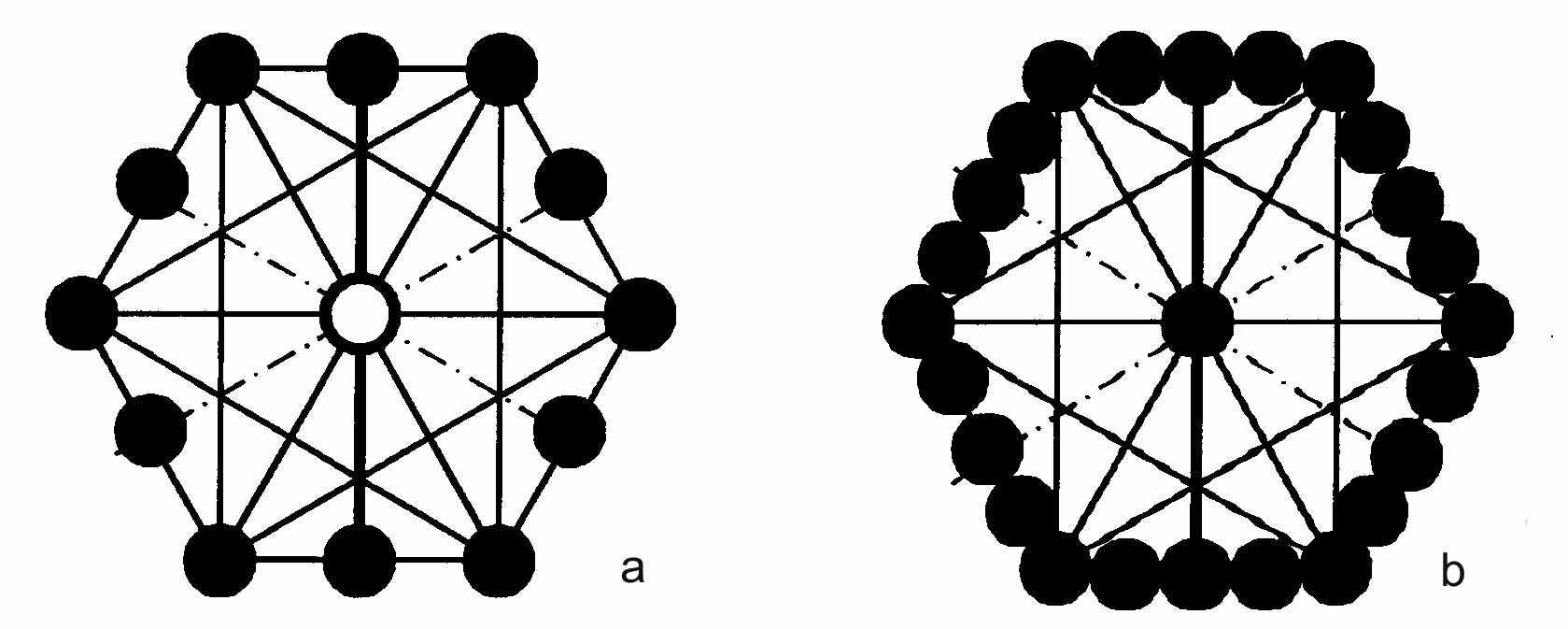 Рисунок 12 - Сферические элементы, расположены в вершинах (а) и по периметру (б) модульного многосвязного шестиугольника микроманипулятора Далее каждая сторона шестиугольной рамки дополняется управляемыми полыми сферическими элементами (рис.12б). Количество сферических элементов устанавливается согласно вводимым исходным данным на объем информации в нанороботе, что рассчитывается ниже.  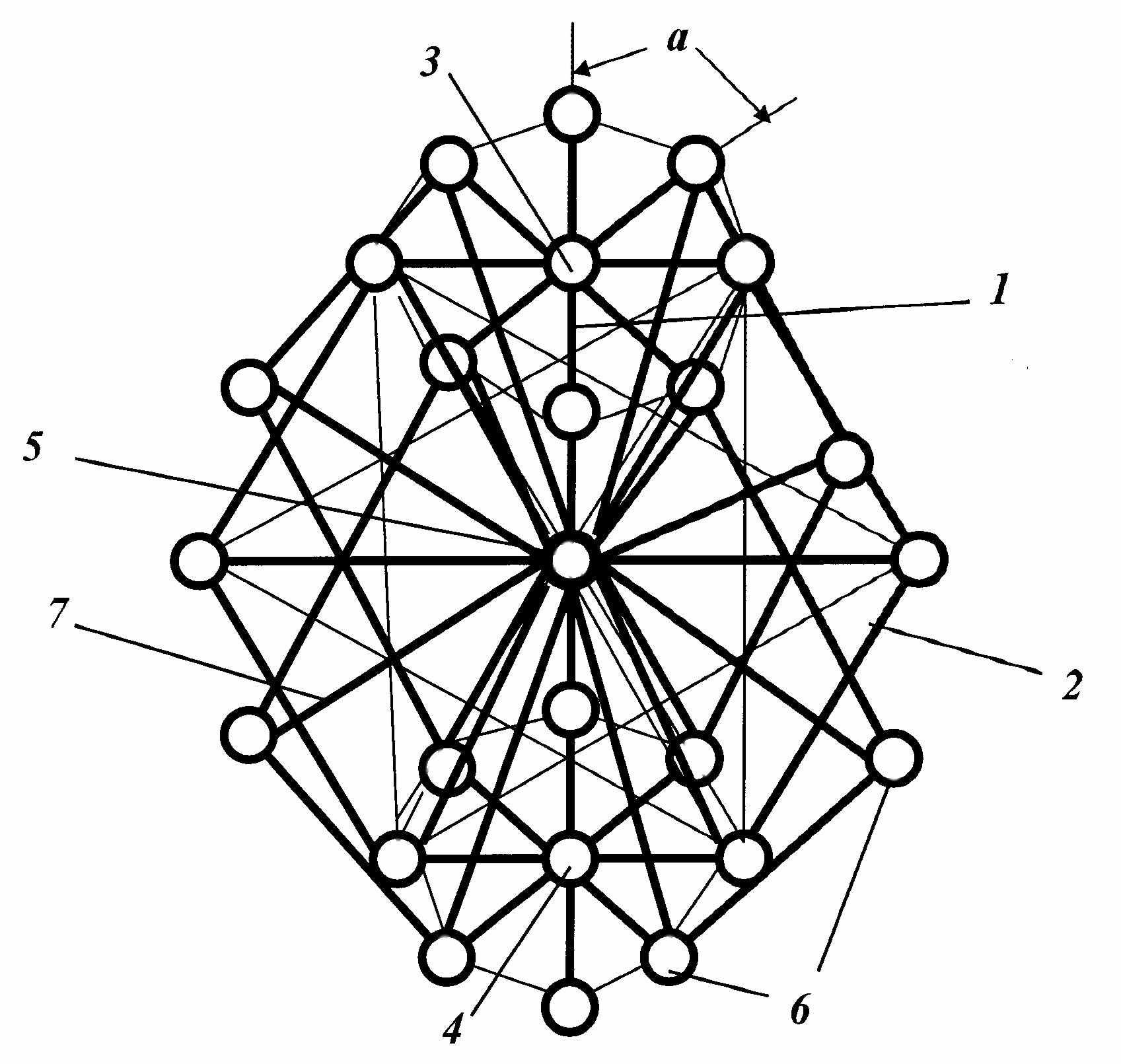 а б Рисунок 13 - Способ объединения модулей в микроманипуляторе без узловых сферических опор (а) и с ними (б) Микроманипулятор состоит (рис.13б) из базового стрежня 1, длина которого равна диаметру d вписанной в равносторонний шестиугольник, образующий рамку 2, окружности. Стержень 1 выполнен полым с внутренней и наружной цилиндрическими образующими. На свободных концах опорного стержня 1 имеются полые сферические элементы 3, и 4, а в его центре (d/2) установлена дополнительная полая сферическая опора 5. При этом вершины и середины сторон остальных шестиугольных рамок 2 также оснащены полыми сферическими элементами 6, которые соединены с дополнительной центральной сферической опорой 5 базового стержня 1 конструкции посредством самостоятельных полых цилиндрических стержней 7. В элементах 3 и 4 стрежня 1 смонтированы (рис.14а) радиально расположенные и смещенные друг относительно друга на шаговый угол b шестиугольные рамки 7 как пластины. Сферические элементы 3 и 4 стержня 1 микроманипулятора связаны с центрами (d/4) параллельных сторон 2 каждой шестиугольной рамки 7 посредством центрального сферического элемента 5. Узловые сферические элементы 6 дополняют конструкцию. Количество q рамок 2 (рис.14б) зависит от необходимой дискретности управления, задаваемой шаговым углом а. Так, при α = 10, n = 360, а при α = 600, n = 6 и т.д. Каждая рамка 2 также выполнена полой? имеет внутреннюю и наружную цилиндрические образующие, связана с центральным сферическим элементом 3. 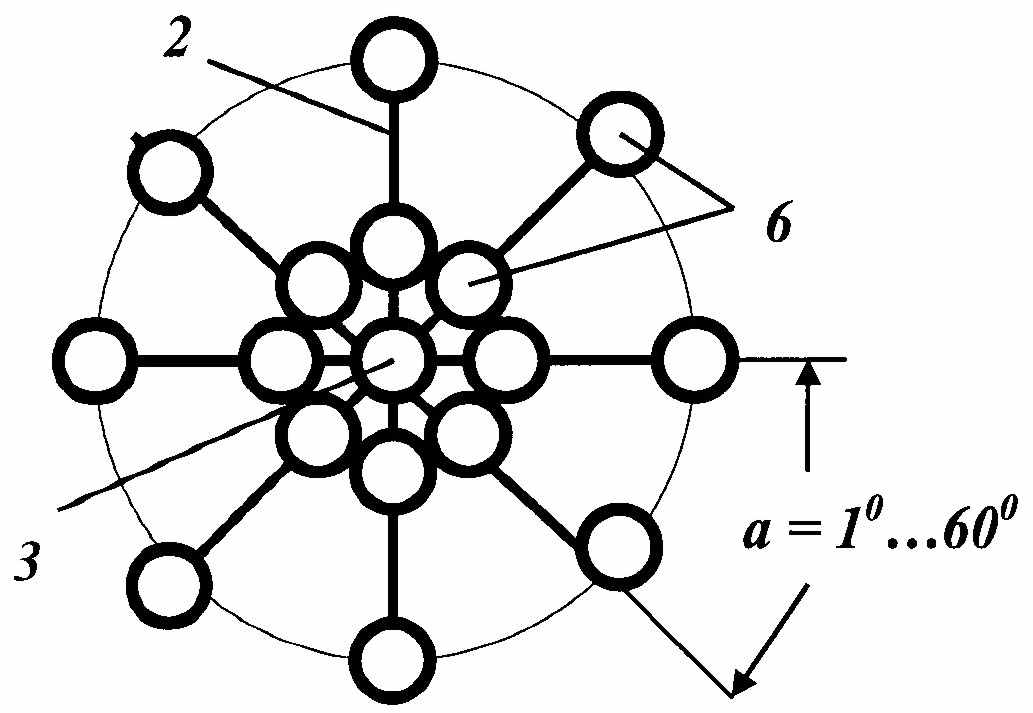 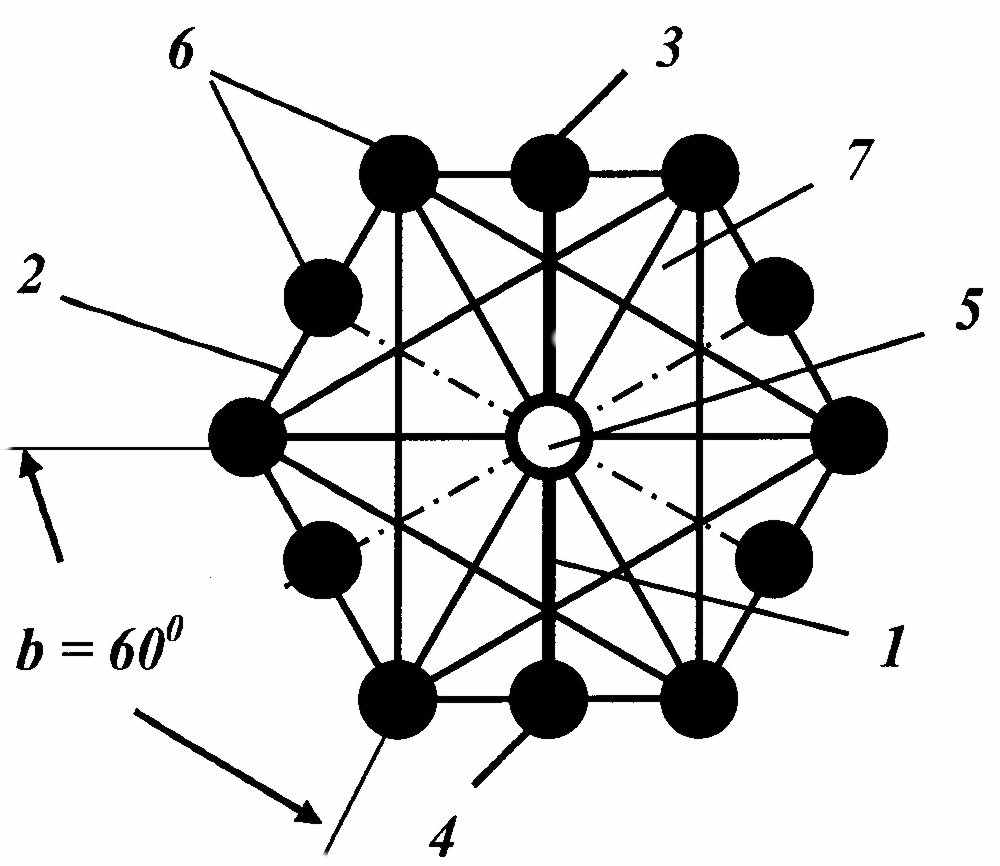 б а Рисунок 14 - Конструкция микроманипулятора: виды в плане (а) и профильный (б) Стороны всех рамок 1 и 2 дополнены полыми сферическими элементами 3, которые размещены между центральным 4 и крайним 5 сферическими элементами таким образом, что элементы соседних сторон шестиугольников рамок 1 и 2 смещены в противоположных направлениях относительно центрального элемента 4 на шаг у исходной рамки 1 и на половину шага у соседней с ней рамки 2 (рис.15). При этом дополнительные сферические элементы 3 сообщены друг с другом и с центральным сферической опорой 4 посредством идентичных полых цилиндрических стержней 6. Размещение сферических элементов 3 на соседних сторонах шестиугольных рамок 1 и 2, выполненное со сдвигом шага их относительного расположения и не приводит к их соприкосновению друг с другом. Общее количество сферических элементов N устанавливается согласно вводимым исходным данным на объем информации в конструкции. Для обеспечения требуемой информационной емкости, например в 10 кб задается степень заполнения шестиугольной рамки сферическими элементами. Алгоритм расчета количества необходимых сферических элементов в конструкции следующий: 10 кб → 10240 байта → 81920 бит → N ≈ 228 элементов в одной рамке. Необходимая конструкторская коррекция приводит к результату N = 264. Тогда при наличии шести элементов в вершинах рамки на каждую ее сторону добавляется еще 43 сферических элемента, что в комплексе приводит к 45 элементам на стороне. Далее, в 360 шестиугольных рамках 2, входящих в конструкцию с шаговых углом α = 10, присутствует 95049 сферических элементов и емкость памяти при этом составляет 11,220 кб. 3 6 Шаг 0,5 шага  5 4                1 2    Сторона рамки   Вершина рамки    Шаг 0,5 шага  Вершина рамки Сторона рамки Вершина рамки Рисунок 15 - Способ расположения сферических элементов на сторонах соседних (1 и 2) шестиугольных рамок Процесс работы микроманипулятора протекает следующим образом. Автономный генератор импульсов сферической опоры 5 (рис.13б) формирует серии импульсов в частотном диапазоне от 0 до заданного максимального значения fзад (например, 10 кГц), а блок управления распределяет их по поляризуемым сферическим элементам 3,4,6,8 сторон шестиугольных рамок 2 через полые цилиндрические стержни 1 и 7. Распределение импульсов подачи полярного импульса и его снятие со сферических элементов определено целью исполнения движения микроманипулятора и его направленности. При этом возможны следующие целевые перемещения микроманипулятора в пространстве: 1) прямолинейный ход в любом (прямом или обратном) радиальном направлении с параметром скорости v, задаваемым шаговым углом b и генерируемой частотой импульсов в диапазоне от 0 до fзад. Скорость v данного прямолинейного перемещения равна v = df/2, поскольку за один управляющий импульс микроманипулятор перемещается на шаговый угол b или расстояние d/2. Тогда при d = 100 нм, f = 10 кГц, v = 30 мм/мин. Смена направления прямолинейного движения осуществляется переключением по командам от блока управления подачи импульсов от того же генератора на любую, необходимую для реализации этого направления, рамку 2. Последние смещены радиально друг от друга и относительно оси базового стержня 1 на шаговый угол α, что и устанавливает новый вектор скорости v прямолинейного перемещения конструкции. Возможная скорость vп изменения направления прямолинейного перемещения есть vп = α fзад и при диапазонах изменения шагового угла 10 ≤ α ≤ 600, а также частоты приемистости 0 ≤ fзад ≤ 10 кГц равна, соответственно, 0…10 град./c и 0…600 град./c; 2) криволинейный ход по дуге окружности радиуса  . Он выполняется в случае исполнения управления каждой стороной шестиугольной рамки, разнесенных на шаговый угол α. Переход на движение по новым сторонам шестиугольных рамок 2 приводит к переносу центра криволинейного хода симметрично относительно точки пересечения двух смежных сторон шестиугольной рамки 2 микроманипулятора. При этом имеют место симметричные траектории криволинейных движений микроманипулятора. Скорость криволинейного хода не отличается от скорости vп изменения направления прямолинейного перемещения. . Он выполняется в случае исполнения управления каждой стороной шестиугольной рамки, разнесенных на шаговый угол α. Переход на движение по новым сторонам шестиугольных рамок 2 приводит к переносу центра криволинейного хода симметрично относительно точки пересечения двух смежных сторон шестиугольной рамки 2 микроманипулятора. При этом имеют место симметричные траектории криволинейных движений микроманипулятора. Скорость криволинейного хода не отличается от скорости vп изменения направления прямолинейного перемещения.В итоге образована конструкция микроманипулятора, внешний габарит которого приближается к сфере. Подобное исполнение придает конструкции микроманипулятора независимость положения относительно транспортного пути, возможность смены направлений перемещения, развития конструкции в направлениях, определяемых планом его действий, повышение мобильности и быстродействия, упрощение управления и конструктивного исполнения в целом. Модули микроманипулятора информационно и энергетически связаны через единый центр, и их пространственная ориентация задается шаговыми углами α и b (рис.16) при выполнении последовательных угловых смещений текущего модуля относительно предыдущего вокруг оси конструкции в продольном и поперечном направлениях.   Схема 2 Схема 1 Рисунок 16 - Схемы расположения шаговых углов α (схема 1) и b (схема 2) микроманипулятора, обеспечивающих его транспортные функции в поперечном и продольном, относительно общей оси симметрии, направлениях Микроманипулятор способен перемещаться в продольном и поперечном направлениях по изучаемому каналу объекта одновременно или раздельно (рис.18). Это определяется схемой (программой) действий микроманипулятора или спецификой непосредственно объекта изучения. Возможная комплексная траектория движения микроманипулятора по внутренней поверхности канала приведена на рис.18. Способ передвижения микроманипулятора задан последовательным переключением с заданной частотой полярности сферических элементов сторон. Это переключение выполняется в направлении от контактирующей с изучаемой поверхностью стороны модуля к следующей за ней. Направления переключений допустимо задавать по ходу или против хода часовой стрелки (рис.19) у каждого модуля. Это объясняется тем, что к каждой стороне шестиугольника модуля прилегает по две стороны и процесс выбора направления движения и, следовательно, управления этим процессом не имеет ограничений. Рисунок 17 - Возможные направления движения микроманипулятора 1 во внутренней полости канала 2 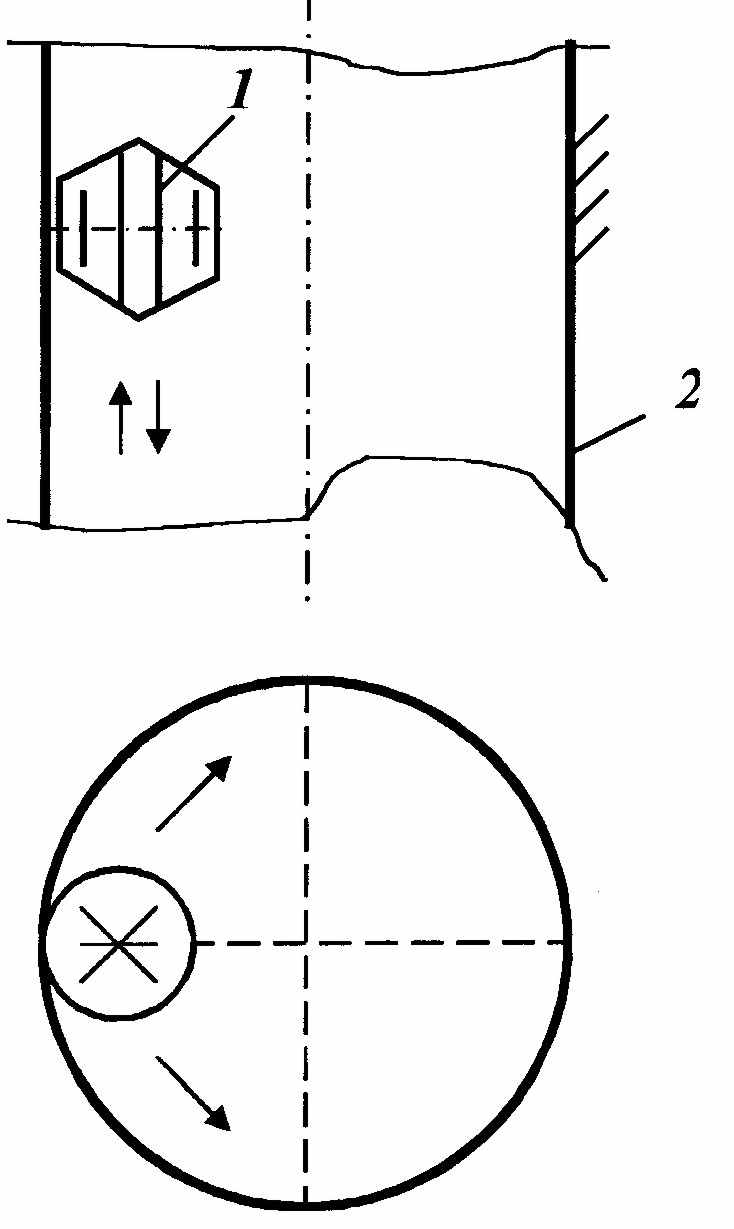 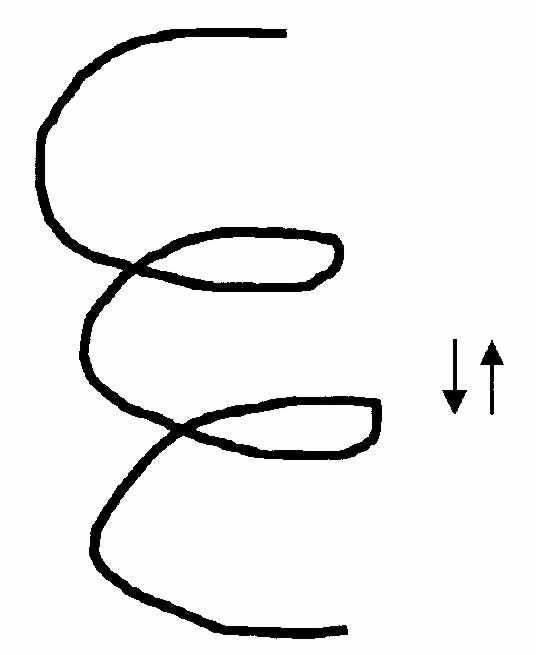 Рисунок 18 - Комплексная траектория движения микроманипулятора во внутренней Рисунок 18 - Комплексная траектория движения микроманипулятора во внутренней полости канала 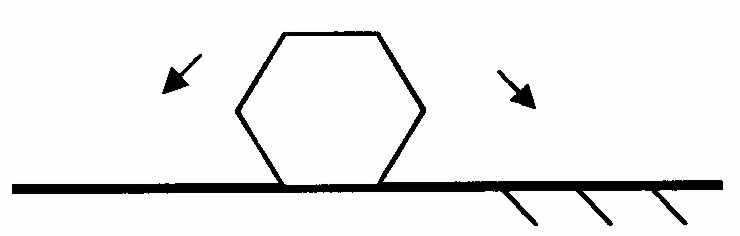 Рисунок 19 - Направления переключений полярности сферических элементов Диапазон данной возможности вписывается в максимальный телесный угол сферы, что приближается к идеалу в решении. Обнаруженная взаимосвязь информационного показателя микроманипулятора с параметрами его кинематики и конструкции может быть формализована через соотношения вида  и и  , где , где  – количество сторон рамки, шт., – количество сторон рамки, шт.,  ; ;  - количество рамок, шт., ( - количество рамок, шт., ( ; ;  – шаговый угол, град., – шаговый угол, град.,  ; ;  – количество сферических элементов на стороне рамки, шт., – количество сферических элементов на стороне рамки, шт.,  ; ;  - количество центральных сферических элементов, шт., - количество центральных сферических элементов, шт.,  при при  ; ;  – количество совмещенных сферических элементов у рамки, шт., – количество совмещенных сферических элементов у рамки, шт.,  при ; при ;  – общее количество сферических элементов, шт., – общее количество сферических элементов, шт., - информационная емкость конструкции микроманипулятора, байт; - информационная емкость конструкции микроманипулятора, байт;  - количество бит информации в одном байте. - количество бит информации в одном байте.Итоги расчета, выполненного по данной методике, сведены в таблицу и графически отражены на рис.20. Знаком ▼ на графике (рис.20) отмечены границы предельно допустимых кинематических и конструктивных параметров микроманипулятора, необходимые для задания относительно достаточной информационной емкости конструкции. Следует отметить, что при  у микроманипулятора реализуется гомогенная структура, а при ином количестве сторон рамки, например, при у микроманипулятора реализуется гомогенная структура, а при ином количестве сторон рамки, например, при  - гетерогенная. В первом варианте очевидное конструктивное разнообразие решений найдет объективно закономерное распространение. - гетерогенная. В первом варианте очевидное конструктивное разнообразие решений найдет объективно закономерное распространение. Информационная емкость конструкции микроманипулятора
 Рисунок 20 - Графики зависимости Nб от ,,Таким образом, реализуется идея перехода от технологий, позволяющих существовать десятилетиями к технологиям, ориентированным на значительно длительное время (на века). Эта идея реализуема посредством гомогенной, модульной индустрии, основанной на принципе ориентации на результат, а не на регулирование. Указанные циклы технологической работы микроманипулятора соответствуют рекомендациям медицины по взаимодействию лекарственных препаратов с биологическими объектами. При этом данная характеристика свойственна и техническим объектам, подлежащим контролю. Управление микроманипулятором допустимо выполнить встроенным, а равно и независимым, что определится задачей исследования. Микроманипулятор данной конструкции является универсальным, мобильным, автономным. Его параметры показаны ниже. 1) габарит конструкции, выраженный в характеристике диаметра d вписанной в равносторонний шестиугольник окружности – 100 нм; 2) информационная емкость – 11,220 кб; 3) частота приемистости – 10 кГц; 4) тип системы управления – цикловой; 5) скорости линейных перемещений – от 0 до 30 мм/мин.; 6) скорости криволинейного хода по дуге окружности радиуса при диапазонах изменения шагового угла 10 ≤ b ≤ 600 , а также частоты приемистости 0 ≤ fзад ≤ 10 кГц равны, соответственно, 0…10 град./c и 0…600 град./c;6) энергообеспечение – 1 кДж; 7) защитная оболочка имеется у каждого элемента и каждой связи конструкции. Показанный вариант микроманипулятора приспособлен к взаимодействию с подобными конструкциями по описанному способу (рис.21), с той лишь разницей, что поляризация элементов каждой контактируемой стороны каждого модуля при этом исполняется противоположно.  Универсальность свойств микроманипулятора нацеливает исполнителей и исследователей на поиск областей его применения. Уже достигнуты технологические решения в применении модуля для поиска пораженных клеток биологических организмов, терапии глазных заболеваний, контроля работоспособности канатов грузоподъемных машин, двигателей внутреннего сгорания и иных. Рисунок 21 - Схема развития структуры микроманипулятора |