
Роко используется при изготовлении строительных металлических конструкций в заводских условиях и при возведении их на стадии укрупнения и окончательного монтажа
| Вид материала | Документы |
СодержаниеПродолжение таблицы 34 Продолжение таблицы 34 Продолжение таблицы 34 1.2. Пример выполнения чертежа Спецификация отправочной марки ПБ 1 |
- Удк 693. 07 Способы термообработки бетона при возведении монолитных конструкций, 70.87kb.
- 2 Современные тенденции развития российской индустрии строительных металлических конструкций, 43.67kb.
- Дефекты изготовления и монтажа строительных конструкций и их последствия, 779.7kb.
- Указания по монтажу металлических и деревянных конструкций монтаж металлических конструкций, 297.4kb.
- Лабораторная работа №2 Автоматическая сварка под слоем флюса, 33.88kb.
- Руководство по нанесению материалов «Парад», 632.28kb.
- Вид работ №30 «Монтаж, демонтаж строительных конструкций в подводных условиях», 16.72kb.
- Производство готовых металлических изделий 281 Производство строительных металлических, 89.72kb.
- «Монтаж строительных конструкций», 124.52kb.
- Пластичность, ползучесть и разрушение элементов металлических конструкций, 21.79kb.
Продолжение таблицы 34
| 1 | 2 | 3 | 4 | 5 |
| 8 Непровар (неполное проплавление) | 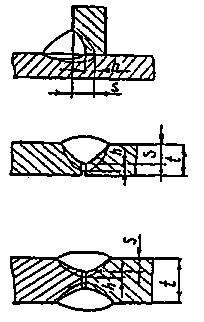 | Не допус-каются | Длинные дефекты не допускаются | |
| Короткие дефекты: | ||||
| h ≤ 0,1S Макс.3 мм | h ≤ 0,2S Макс. 4 мм | |||
| 9 Неудовлетвори-тельный зазор в тавровом соединении | Чрезмерный или недостаточный зазор между деталями 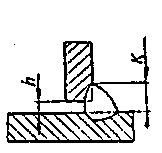 Превышение зазора в некоторых случаях может быть компенси-ровано увеличением катета шва | h < 0,5мм +0,1 К Макс.2мм | h ≤ 0,5мм +0,15K Макс.3мм | h ≤ 1мм +0,2К Макс. 4 мм |
| 10 Подрезы | Переход от шва к основному металлу должен быть плавный Очертания подрезов должны быть плавные 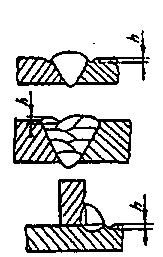 | h < 0,5мм | h ≤ 1мм | h ≤ 1,5мм |
| 11. Превышение выпуклости: стыкового шва углового шва | Переход от шва к основному металлу должен быть плавный 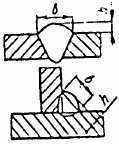 | h ≤ 1мм +0,1b Макс.5мм Макс.3мм | h ≤ 1мм +0,15b Макс.7мм Макс.4мм | h ≤ 1мм +0,25b Макс. 10 мм Макс. 5 мм |
Продолжение таблицы 34
| 1 | 2 | 3 | 4 | 5 | ||
| 12 Увеличение катета углового шва | Превышение катета для большинства угловых швов не является причиной браковки  h=Кф-К | h ≤ 1мм +0.1К Макс.2мм | h ≤ 1мм +0.15К Макс.3мм | h ≤ 1мм +0.2К Макс. Макс. 5 мм | ||
| 13 Уменьшение катета углового шва | 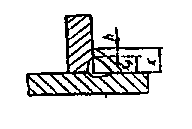 h=К-Кф | Не допуска- ются | Длинные дефекты не допускаются | |||
| Короткие дефекты: | ||||||
| h < 0,3 мм+0,1 К | ||||||
| Макс.1мм | Макс. 2 мм | |||||
| 14 Превышение выпуклости корня шва | Чрезмерное проплавление корня шип 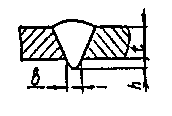 | h ≤ 1мм +0.3b Макс.3мм | h ≤ 1мм +0.6b Макс.4мм | h ≤ 1мм +1.2b Макс. 5 мм | ||
| 15 Линейное смешение кромок |  | Рисунок А – Листы и продольные швы | ||||
| h ≤ 0.1t Макс.3мм | h ≤ 0.15t Макс.4мм | h ≤ 0.25t Макс. 5 мм | ||||
| Рисунок Б – кольцевые швы | ||||||
| h ≤ 0.2t Макс.2мм | h ≤ 0.3t Макс.3мм | h ≤ 0.5t Макс. 4 мм | ||||
| 16 Неполное заполнение разделки кромок (вогнутость шва)* | Переход от шва к основному металлу должен быть плавный 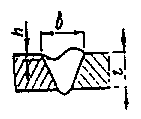 | Длинные дефекты не допускаются | ||||
| Короткие дефекты: | ||||||
| h ≤ 0.05t Макс.0,5мм | h ≤ 0.1t Макс.1мм | h ≤ 0.2t Макс. 2 мм | ||||
| 17 Асимметрия углового шва | Разнокатетность углового шва, если она не предусмотрена рабочей документацией 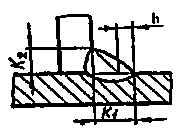 h = К1 - К2 | h≤ 1,5 мм +0,1К | h≤ 2 мм +0,1К | h≤ 2мм +0,15К | ||
Продолжение таблицы 34
| 1 | 2 | 3 | 4 | 5 |
| 18 Вогнутость корня шва, утяжка | Переход от шва к металлу должен быть плавный 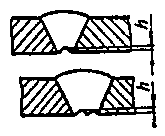 | h≤ 0,5 мм | h≤ 1 мм | h≤ 1,5мм |
| 19 Наплывы | 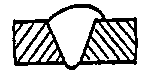 | Не допускаются | ||
| 20 Плохое возобновление горения дуги | Местная неровность поверхности шва в месте повторного зажигания дуги | Не допускается | Допус-кается | |
| 21. Ожог или оплавление основного металла Брызги расплавленного металла Задиры поверхности металла | Местные повреждения вследствие зажигания дуги вне шва Прилипшие брызги к поверхности металла Повреждения поверхности, вызванные удалением временных приспособлений | Без исправления не допускаются | ||
| Знаки шлифовки и резки Утонение металла | Местные повреждения вследствие шлифовки и резки Уменьшение толщины металла вследствие шлифовки | Без исправления не допускаются | ||
| 22 Совокупность дефектов по поперечному сечению шва | Максимальная суммарная высота коротких дефектов ∑h: h1+h2+h3+h4+h5+h6≤ ∑h 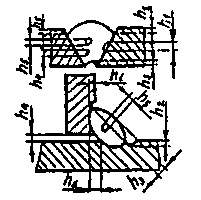 | Для S ≤ 10 мм, К ≤ 8 мм | ||
| 0,15S 0,15 К | 0,2 S 0.2 К | 0,25 S 0,2 К! | ||
| Для S> 10мм. К> 8 мм | ||||
| 0,20 S 0,2 К Макс. 10 мм | 0,25 S 0,25 К Макс. 10 мм | 0.3 S 0,3 К Макс. 10 мм | ||
| * Площадь проекции шва на плоскость, параллельную поверхности соединения, равна произведению ширины на длину шва на оценочном дефектном участке. ** Суммарная площадь скопления пор вычисляется в процентах от большей из двух площадей: поверхности, окружающей все поры, или круга с диаметром, равным ширине шва. Примечания: 1 Длинные дефекты - это один или несколько дефектов суммарной длиной более 25 мм на каждые 100 мм шва или минимум 25 % длимы шва менее 100 мм; 2 Короткие дефекты - это один или несколько дефектов суммарной длиной не более 25 мм на каждые 100 мм шва или максимум 25 % длины шва менее 100 мм. 3 Условные обозначения: S - номинальная толщина стыкового шва, мм; К - номинальная величина катета углового шва, мм; b - фактическая толщина стыкового шва, мм; Кф - фактическая величина катета углового шва, мм; t - толщина металла, мм; d - диаметр поры, мм; h - размер (высота или ширина) дефекта, мм; L - расстояние между дефектами или дефектными участками, мм. | ||||
Приложение 1
1.1. Пример задания
Исходные данные:
1.Отправочная марка: подкрановая балка.
2. Количество, шт.: 20 (серийное производство)
3. Группа конструкций: I (тяжелые условия работы)
4. Климатический район: -400 ≥ t ≥ -500.
- Все швы К=6мм, кроме оговоренных.
- Верхний поясной шов должен быть выполнен с полным проваром толщины стенки.
Задание:
1. Выбрать для заданного элемента металлической конструкции сталь по ГОСТ27772-82 и соответствующую ей марку.
2. Разработать технологическую карту сборки и сварки отправочной марки.
3. Рассчитать необходимое количество сварочных материалов (проволоки или электродов) для выполнения сварных швов______(по заданию преподавателя)
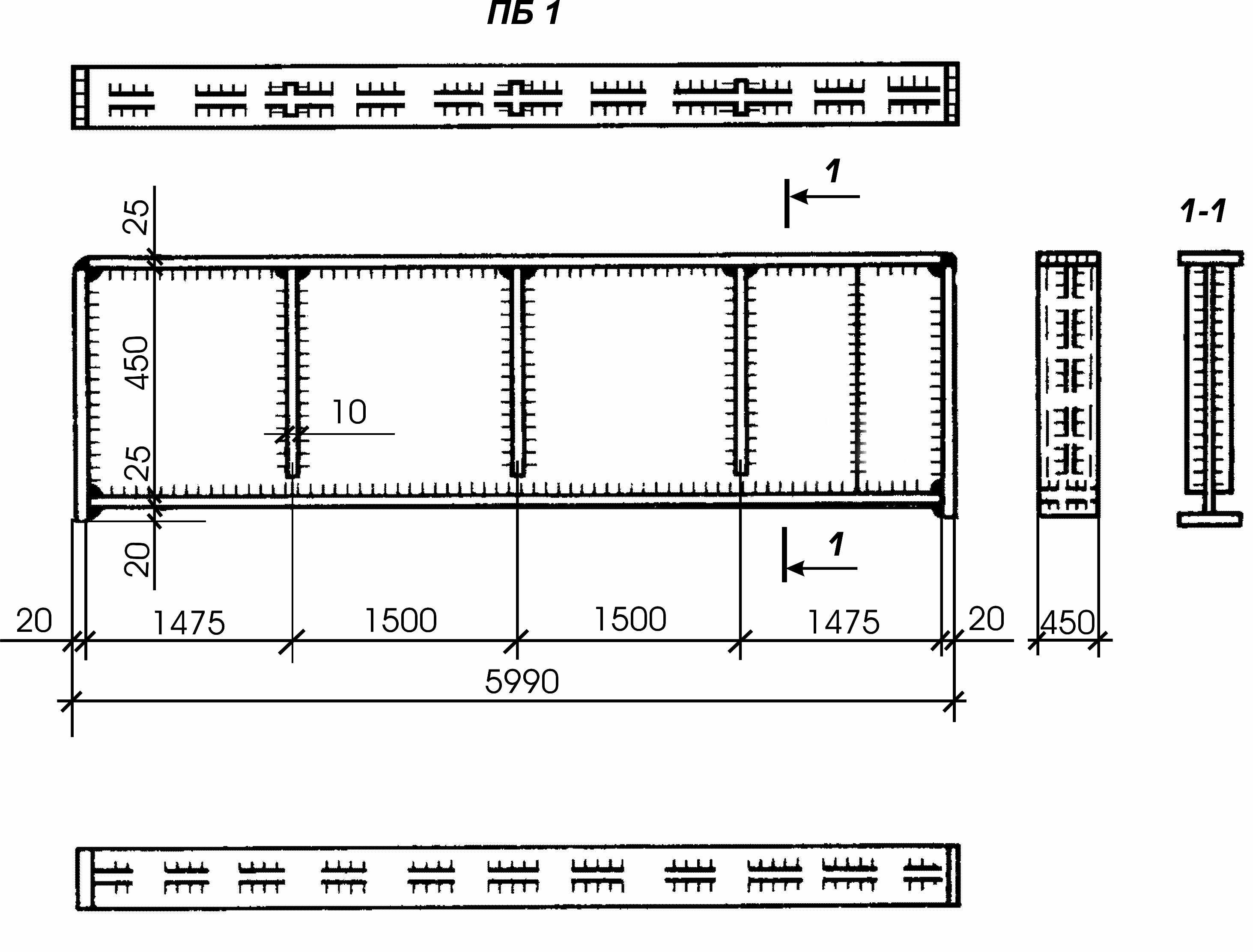
1.2. Пример выполнения чертежа
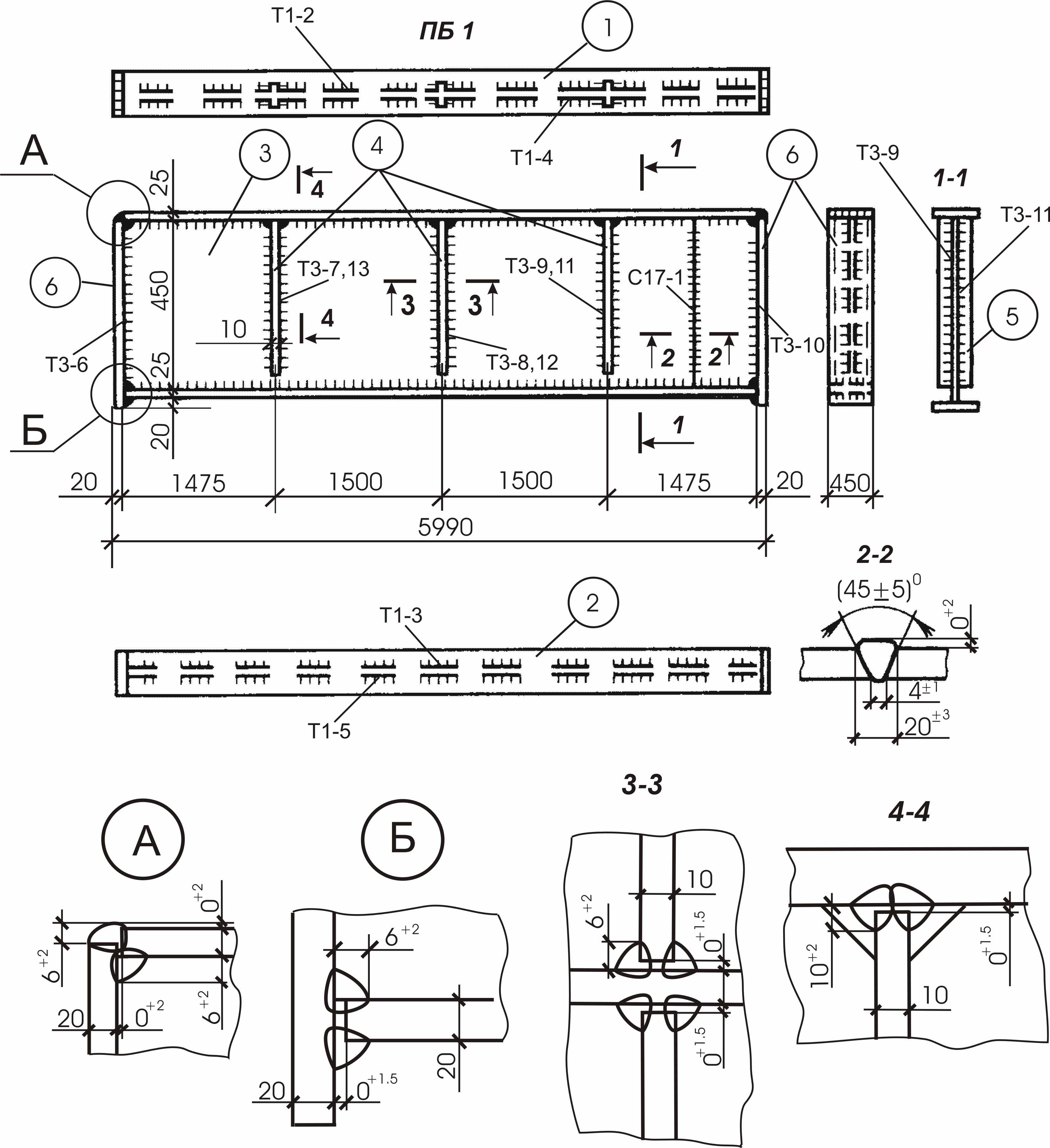
- Все швы К=6мм, кроме оговоренных.
- Верхний поясной шов должен быть выполнен с полным проваром толщины стенки.
| Спецификация отправочной марки ПБ 1 | ||||||
| Сборочная марка | № поз. | Коли-чество | Сечение, мм | Длина, м | Масса, кг | Сталь по ГОСТ 27772-82 и соответствующая марка |
| Верхняя полка | 1 | 1 | 450х25 | 5950 | 526 | С345 09Г2С |
| Нижняя полка | 2 | 1 | 450х25 | 5950 | 526 | С345 09Г2С |
| Стенка | 3 | 1 | 1450х10 | 5450 | 677 | С345 09Г2С |
| Ребро жесткости | 4, 5 | 6 | 110х10 | 1400 | 12,1 | С345 09Г2С |
| Ребро опорное | 6 | 2 | 450х20 | 1495 | 102 | С345 09Г2С |
Приложение 2
2.1. Форма карты технологического процесса сборки-сварки
Технологическая
| № п/п | Операция | Вид сварки | Типы сварных соединений, разделка кромок | Режим сварки (прихватки), род тока, полярность | Сварочное оборудо-вание |
| 1 | 2 | 3 | 4 | 5 | 6 |
| | | | | | |
карта
| Свароч-ные мате-риалы | Сборочно-сварочные приспособ-ления | Выполнение швов (прихваток) | Пооперационный контроль | ||
| По сечению | По длине | После-дователь-ность | |||
| 7 | 8 | 9 | 10 | 11 | 12 |
| | | | | | |