
Роко используется при изготовлении строительных металлических конструкций в заводских условиях и при возведении их на стадии укрупнения и окончательного монтажа
| Вид материала | Документы |
- Удк 693. 07 Способы термообработки бетона при возведении монолитных конструкций, 70.87kb.
- 2 Современные тенденции развития российской индустрии строительных металлических конструкций, 43.67kb.
- Дефекты изготовления и монтажа строительных конструкций и их последствия, 779.7kb.
- Указания по монтажу металлических и деревянных конструкций монтаж металлических конструкций, 297.4kb.
- Лабораторная работа №2 Автоматическая сварка под слоем флюса, 33.88kb.
- Руководство по нанесению материалов «Парад», 632.28kb.
- Вид работ №30 «Монтаж, демонтаж строительных конструкций в подводных условиях», 16.72kb.
- Производство готовых металлических изделий 281 Производство строительных металлических, 89.72kb.
- «Монтаж строительных конструкций», 124.52kb.
- Пластичность, ползучесть и разрушение элементов металлических конструкций, 21.79kb.
Режимы полуавтоматической сварки порошковой проволокой.
| Марка проволоки | Диаметр, мм | Сила тока, А | Напряжение дуги, В | Расход углекислого газа, л/мин |
| ПП-АН1 | 2,8 | 200-250 | 22-23 | - |
| ПП-АН3 | 2,8 3 | 290-310 250-300 | 23-26 24-28 | - - |
| ПП-АН4 | 2,5 2,5 | 300-350 400-450 | 25-28 28-32 | 8-10 12-14 |
| ПП-АН8 | 3 3 | 150-200 250-300 | 20-24 22-25 | 8-10 10-12 |
| ПП-АН9 | 2,5 2,5 | 200-240 250-300 | 22-25 23-26 | 8-10 10-12 |
| ПП-АН10 | 2,3 2,3 | 150-200 250-300 | 23-26 25-30 | 10-12 12-14 |
| ПП-1ДСК | 2,2 2,2 2,8 2,8 | 150-200 280-320 280-320 300-350 | 21-24 26-30 24-25 25-27 | - - - - |
| ПП-2ДСК | 2,3 2,3 | 180-200 250-300 | 22-24 22-26 | - - |
| ПВС-1Л | 2 | 180-200 | 20-22 | - |
| ЭПС-15/2 | 2,5 2,5 | 220-260 380-400 | 24-27 30-32 | - - |
| ЭПС-15/м | 2,1 | 140-150 | 22-24 | - |
Таблица 15
Режимы автоматической сварки под флюсом
| Эскиз сварного соединения и выполненного шва | Толщина проката или катет шва, мм | Диаметр сварочной проволоки, мм | Режимы сварки | |||
| Напряжение дуги, В | Сварочный ток, А | Скорость сварки, м/ч | Количество слоев | |||
 | 4-6 6-8 10-12 14-16 | 2 3 4 4 | 28-30 28-30 30-32 32-34 | 380-420 400-450 600-650 700-750 | 55-60 50-55 29-32 28-30 | 1 1 1 1 |
 | 14-16 18 20 24-28 | 4 4 4 5 | 32-34 34-36 34-36 36-38 | 700-750 750-800 850-900 900-950 | 30 27 25 20 | 2 2 2 2 |
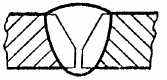 | 16-18 20-22 | 5 5 | 34-36 36-38 | 750-800 850-900 | 20-22 18-20 | 1 2 |
 | 24-26 28-30 | 4 4 | 37-39 38-40 | 880-930 900-950 | 18-20 18-23 | 2 4 |
  | 4 6 8 10 12 14 16 18 | 2 2 2 2 2 2 2 2 | 29-32 30-33 35-38 30-32 30-32 30-32 32-34 32-34 | 280-300 360-380 440-460 300-350 300-350 300-350 350-400 350-400 | 40-42 38-40 38-40 16-18 12-14 10-12 16-18 16-18 | 1 1 1 2 2 2-3 3 3-4 |
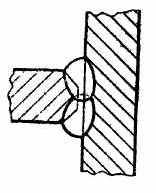 | 6 8 10 12 14 | 2-3 3-4 4-5 4-5 5 | 34-36 34-36 34-36 36-38 38-40 | 450-500 550-600 620-670 650-700 750-800 | 25-30 25-30 20-25 16-20 14-18 | 2 2 4 4 4-6 |
7. Выбор оборудования для сварки (сварочного оборудования).
Для выполнения дуговой сварки и прихваток в строительстве используют в основном следующие виды сварочного оборудования:
- Источники питания дуги – трансформаторы для сварки на переменном токе, выпрямители и сварочные агрегаты для сварки на постоянном токе.
- Аппараты для выполнения механизированной и автоматической сварки – шланговые полуавтоматы для сварки под флюсом, в защитных газах и порошковой проволокой, и сварочные автоматы (сварочные тракторы и самоходные головки).
Выбор вида и типа сварочного оборудования определяется следующими факторами:
- видом сварки;
- пространственным положением и протяженностью шва, условиями сварки (заводская, монтажная, ремонтная сварка);
- родом тока;
- параметрами режима сварки.
При выборе источников питания дуги следует учитывать, что для ручной дуговой сварки покрытыми электродами следует использовать источники питания с универсальной или крутопадающей внешней вольтамперной характеристикой (ВАХ). Для механизированной сварки в защитных газах - источники питания с универсальной, жесткой или возрастающей ВАХ, для сварки под флюсом - источники питания с универсальной, пологопадающей или жесткой ВАХ.
Технические характеристики выбранных источников питания и аппаратов для выполнения сварки должны обеспечивать реализацию назначенных режимов сварки. Вместе с этим они не должны иметь неоправданно высоких запасов мощности, т.к. это ведет к перерасходу электроэнергии.
Для ручной дуговой сварки покрытыми электродами и механизированной сварки в защитных газах в последнее время получают применения инверторные источники питания (табл.19). Они экономичны, имеют хорошие технологические свойства и выгодно отличаются от остальных типов источников питания гораздо меньшим весом.
Перечень и технические характеристики наиболее часто применяемых источников питания и аппаратов для сварки приведены в табл.16-25 настоящих методических указаний, а также в табл. 17.7-17.11 [10] и рекомендациях глав VI и VII [11].
Пример заполнения графы 6 технологической карты «сварочное оборудование» приведен в приложении 3.
Таблица 16
Технические данные однопостовых трансформаторов серий ТД и ТДМ для ручной дуговой сварки
| Параметры | ТД-102У2 | ТД-306У2 | ТДМ-317У2 | ТДМ-401У2 | ТДМ-503У2 |
| Номинальная сила сварочного тока, А | 160 | 250 | 315 | 400 | 500 |
| Номинальное рабочее напряжение, В | 26 | 30 | 32,6 | 36 | 40 |
| Номинальный режим работы ПН,% | 20 | 25 | 60 | 60 | 60 |
| Пределы регулирования силы сварочного тока, А | 60... 175 | 100... 300 | 60... 360 | 80... 460 | 90... 560 |
| Напряжение холостого хода, В, не более | 80 | 80 | 80 | 80 | 80 |
| КПД, %, не менее | 88 | 85 | 86 | 86 | 88 |
| Масса, кг | 38 | 67 | 130 | 145 | 170 |
Таблица 17
Технические данные трансформаторов серии ТДФЖ для автоматической сварки под флюсом
| Параметры | 1002У2 | 2002УЗ |
| Номинальная сила сварочного тока, А | 1000 | 2000 |
| Номинальное рабочее напряжение, В | 56 | 76 |
| Номинальный режим работы ПВ, % | 100 | 100 |
| Пределы регулирования рабочего напряжения, В | 30... 56 | 32... 76 |
| Пределы регулирования силы сварочного тока, А | 300... 1200 | 600... 2200 |
| КПД, %, не менее | 86 | 88 |
| Масса, кг | 550 | 850 |
Таблица 18
Технические данные сварочных однопостовых выпрямителей для ручной дуговой сварки серии ВД
| Параметры | 201УЗ | 306УЗ | 401УЗ |
| Номинальная сила сварочного тока, А | 200 | 315 | 400 |
| Номинальное рабочее напряжение, В | 28 | 32 | 36 |
| Номинальный режим работы ПН, % | 60 | 60 | 60 |
| Пределы регулирования силы сварочного тока, А | 30... 200 | 45... 315 | 50... 450 |
| Напряжение холостого хода, В | 70 | 70 | 80 |
| КПД, %, не менее | 60 | 72 | 69 |
| Масса, кг | 115 | 154 | 200 |
Таблица 19
Технические характеристики инверторных источников питания серии Форсаж для ручной дуговой сварки
| | Форсаж-125 | Форсаж-160 | Форсаж-250 | Форсаж-315 |
| Диапазон регулирования сварочного тока, А | 40-125 | 10-160 | 15-250 | 60-315 |
| Напряжение холостого хода, В, не более | 90 | 100 | 95 | 95 |
| Диаметр электрода, мм | 1,0-3,0 | 1,0-4,0 | 1,0-5,0 | 2,0-6,0 |
| Вид выходной характеристики | круто падающая | круто падающая и жесткая | ||
| Габариты, мм | 330x142x245 | 430x190x350 | 430x130x350 | |
| Масса, кг, не более | 6,7 | 11,1 | 13,6 | 13,6 |
Таблица 20
Технические данные выпрямителей для механизированной сварки в углекислом газе
| Параметры | ВС-ЗООБУЗ | ВС-600МЧЗ | ВДГ-ЗОЗУЗ |
| Номинальная сила сварочного тока, А | 315 | 630 | 315 |
| Номинальное рабочее напряжение, В | 34 | 50 | 40 |
| Пределы регулирования напряжения, В | 1б... 34 | 20... 50 | 16... 40 |
| Пределы регулирования силы сварочного тока, А | 50... 315 | 100... 630 | 50... 315 |
| Число ступеней регулирования | 24 | 27 | 3 |
| КПД, %, не менее | 75 | 83 | 76 |
| Масса, кг | 180 | 550 | 210 |
Таблица 21
Техническая характеристика универсальных тиристорных сварочных выпрямителей серии ВДУ-УЗ
| Параметры | 505/506 | 601 | 1202 | 1602 |
| Номинальная сила сварочного тока, А | 500 | 630 | 1250 | 1600 |
| Номинальное рабочее напряжение, В, при | | | | |
| характеристике: | | | | |
| жесткой | 50 | 56 | 56 | 50 |
| падающей | 46 | 52 | | |
| Напряжение холостого хода. В, не более | 80 | 90 | 90 | 80 |
| Пределы регулирования силы сварочного тока, А, при характеристике: | | | | |
| жесткой | 60... 500 | 65... 630 | 250... 1250 | 250... 1650 |
| падающей | 50... 500 | 50... 630 | 250... 1250 | 300... 1650 |
| Пределы регулирования рабочего напряжения, В, при характеристике: | | | | |
| жесткой | 18... 50 | 18... 56 | 24... 56 | 15... 55 |
| падающей | 22... 46 | 22... 52 | | |
| КПД, %, не менее | 82/79 | 75 | 83 | 84 |
| Масса, кг | 300 | 350 | 590 | 850 |
Таблица 22
Техническая характеристика полуавтоматов для дуговой сварки и наплавки в среде защитных газов плавящимся электродом
| Наименование | Общего назначения | ||||||
| А547УМ | А825Э | А1230М | ПДГ-312 | ПДГ-508М | А1197Г | ПДГ-515 | |
| Номинальная сила сварочного тока при | 315 | 315 | 315 | 315 | 500 | 500 | 500 |
| ПВ-60 %, А | | | | | | | |
| Электродная проволокадогаметр, мм | 0,8…1,4 | 0,8... 1,2 | 1... 1,4 | 1,6... 2 | 1,2...2 | ||
| скорость подачи, м/ч | 160...780 | 140...650 | 145...680 | 75... 960 | 108... 932 | 118... 782 | 75... 960 |
| способ регулирования скорости | П/С | П | С | С | П | ||
| Источник питания | ВС-300Б | ВСЖ-ЗОЗ | ВДГ-303 | ВДГ-303 | ВДУ-505 | ВС-600М | ВДУ-506 |
| Габаритные размеры, мм: | | | | | | | |
| механизма подачи | 350x118x245 | 517x395x195 | 364x290x130 | 340x472x244 | 445x316x370 | 960x660x560 | 340x472x244 |
| шкафа управления | 392x255x187 | 408x280x185 | - | - | 455x290x230 | 194x360x330 | - |
| Масса, кпмеханизма подачи | 6,25 | 14,3 | 10 | 13,9 | 26 | 35 | 13,9 |
| шкафа управления | 8,5 | 28,5 | — | — | 19 | 25 | — |
| | Общего назначения | Специализированные | |||||
| Наименование | ПДГ-516 | ПДГ-603 | ПДН-304 | ПДГ-308 | А929 | ПДГ-502 | ПРМ-4М |
| Номинальная сила сварочного тока при | | | | | | | |
| ПВ-60 %, А | 500 | 630 | 315 | 315 | 350 | 500 | 350 |
| Электродная проволока: диаметр, мм | 1,2...2 (СП); 2... 3 (ПР) | 1...1,4 (СП) | 1,2...1,6 | 1...2 | 1,2...2 | 0,8...2 (АЛ) | |
| | | | 1,2...2 (АЛ) | | | | |
| скорость подачи, м/ч | 120...960 | 75...960 | 120...1200 | 140...650 | 120...1200 | 120...960 | |
| способ регулирования скорости | П | П | П | П | П/С | П | П |
| Источник питания | ВДУ-506 | ВДГ-601 | ВДГИ-302 | ВДГ-302 | ПСГ-500 | ВДУ-500-1 | ПСГ-500 |
| Габаритные размеры, мм: | | | | | | | |
| механизма подачи | 464x430x365 | 473x430x465 | 340x472x244 | 765x525x865 | 517x395x195 | 904x660x434 | 372x282x130 |
| шкафа управления | - | - | - | - | 550x350x250 | 500x460x700 | 200x250x320 |
| Масса, кг: механизма подачи | 16 | 16 | 13,9 | 65 | 14,3 | 13 | 5,4 |
| шкафа управления | — | — | — | — | 21 | 74 | 11,5 |
Примечание. П, С, П/С — соответственно плавное, ступенчатое и плавно-ступенчатое регулирование скорости подачи электродной проволоки; СП, ПР, АЛ — в скобках соответственно сплошная, порошковая и алюминиевая электродные проволоки.