
Роко используется при изготовлении строительных металлических конструкций в заводских условиях и при возведении их на стадии укрупнения и окончательного монтажа
| Вид материала | Документы |
- Удк 693. 07 Способы термообработки бетона при возведении монолитных конструкций, 70.87kb.
- 2 Современные тенденции развития российской индустрии строительных металлических конструкций, 43.67kb.
- Дефекты изготовления и монтажа строительных конструкций и их последствия, 779.7kb.
- Указания по монтажу металлических и деревянных конструкций монтаж металлических конструкций, 297.4kb.
- Лабораторная работа №2 Автоматическая сварка под слоем флюса, 33.88kb.
- Руководство по нанесению материалов «Парад», 632.28kb.
- Вид работ №30 «Монтаж, демонтаж строительных конструкций в подводных условиях», 16.72kb.
- Производство готовых металлических изделий 281 Производство строительных металлических, 89.72kb.
- «Монтаж строительных конструкций», 124.52kb.
- Пластичность, ползучесть и разрушение элементов металлических конструкций, 21.79kb.
Технические характеристики вращателей для сварки
| Марка | Грузоподъ-емность, кг | Наибольший крутящий момент на оси вращения, Н·м | Наибольшая длина свариваемых изделий, мм | Высота центров, мм | Диаметр свариваемых изделий, мм | Допустимый сварочный ток, А | Габарит, мм | Мас-са, кг |
| Горизонтальные вращатели | ||||||||
| М31030 ВГМ-0,25 ВГМ-0,5 | 250 250 500 | 160 160 400 | 2500 - - | 800 800 800 | 60-800 - - | 1000 630 1000 | 3600X1250X1425 - - | 633 - - |
| ВГМ-1 М31051 М31050 | 1000 1000 1000 | 1000 1000 1000 | 5000 4000 4000 | 1000 1000 1000 | До 1800 100-1350 100-1350 | 1000 1500 1500 | - 6062X1600X1800 6062x1600x1800 | - - 1979 |
| М31060 ВГМ-2 М31070 М31071 | 2000 2000 4000 4000 | 2500 2500 6300 6300 | 6300 - 6300 6300 | 1000 1000 1250 1250 | До 2000 - 500-2500 500-2500 | 1600 1250 2000 2000 | 9100x1600x1800 - 9100X2000X2250 9100x2000x2250 | 2730 - 3898 - |
| Вертикальные вращатели | ||||||||
| М21030 М21050 М21060 М21070 | 250 1000 2000 4000 | 160 1000 2500 6300 | - - - - | - - - - | 60-800 100-2000 До 1500 500-2500 | 1000 1500 1000 2000 | 1000Х1000Х450 1000Х1000Х630 1612Х1612Х800 1260X1260X1000 | 295 550 1190 1225 |
| Универсальные вращатели | ||||||||
| Ml 1020 Ml 1030 Ml 1050 | 63 125 500 | 63 160 1000 | 100 250 1600 | - - - | 125-630 160-800 250-1500 | 1000 1000 1000 | 700Х882Х630 1000Х815Х755 1310X1260X950 | 192 450 735 |
| Ml 1051 Ml 2050* Ml 1060 | 500 500 1000 | 1000 1000 2500 | 1600 1600 4000 | - - - | 250-1500 До 2100 До 1500 | 1000 1000 1000 | 1310Х1260Х950 1395Х1200Х1390 1536Х1500ХП50 | - 1126 - |
| T25M MAC-1 MAC-2 | 1000 1000 1500 | 4000 - - | - - - | - - - | 250-900 250-900 500-1200 | - - - | 1200X1200X860 1650X1500X1050 1750X1650X1600 | 1530 2450 3855 |
| Ml 1070 MAC-3 Ml 1080-1 | 2000 3000 4000 | 6300 - 16000 | 10000 - 25000 | - - - | До 2000 1200-3000 500-2500 | 2000 - 2000 | 1610X1500X1190 2350Х2000Х2160 2300Х2025Х1590 | 1985 7400 5050 |
| MAC-4 У-191 У-117 | 5000 16000 50000 | 50000 64000 150000 | - 2000000 1000000 | - - - | 3000-7000 2000-4000 3000-7000 | - - - | 4220X3650X3200 3300Х3150Х2515 8000Х8000Х5480 | 26000 2000 100 000 |
Примечание: * Вращатель с подъемным столом; высота подъема 500 мм.
Таблица 29
Технические характеристики роликовых вращателей для сварки
| Марка | Грузоподъ-емность, кг | Диаметр, мм | Масса, кг | |
| роликов | свариваемых изделий | |||
| 70СД-1 | 11350 | 400 | 400—5000 | 2550 |
| Т-ЗОМ | 12000 | 410 | 300—4000 | 1780 |
| 70СД | 12 260 | 400 | 400—4000 | 2230 |
| 70СДА | 13650 | 400 | 400—4000 | 1703 |
| 60СД-1 | 19-400 | 400 | 500—4800 | 3197 |
Таблица 30
Технические характеристики кантователей для сварки
| Марка | Грузоподъ-емность, кг | Наибольший крутящий момент, Н·м | Высота центров, мм | Номинальный сварочный ток, А | Габарит, мм | Масса, кг |
| Кантователи с подъемными центрами | ||||||
| КП-4 | 4000 | 6300 | 1250 | | 580x1080x1400 | 950 |
| КДП-4 | 4000 | 6300 | 630—2130 | 1250 | — | — |
| КДП-8 | 8000 | 16 000 | 630—2430 | 1600 | — | — |
| Кантователи со стационарными центрами; | ||||||
| КДС-0,5 | 500 | 1000 | — | — | — | |
| КДС-1 | 1000 | 2000 | — | — | — | — |
| КДС-2 | 2000 | 2500 | — | — | — | — |
| К-2 | 2000 | 2500 | 1000 | — | 850X750X1200 | 650 |
| К-4 | 4000 | 6300 | 1000, 1250 | — | 850X750X1360 | 700 |
| К-8 | 8000 | 16 000 | 1250 | — | 800Х1С60Х1650 | 960 |
9. Последовательность выполнения швов
Регулирование сварочных деформаций и напряжений при сварке конструкций в значительной степени определяется последовательностью наложения швов. С этой точки зрения при выполнении сварных швов должен соблюдаться следующий порядок. Сначала свариваются стыковые соединения поперечных швов, затем продольных. Угловые и тавровые соединения выполняются после заварки стыковых швов.
В табл.31 приведены рекомендации по последовательности выполнения прихваточных швов по сечению и длине, их размеры на примере выполнения прихваток при сборке двутавровых балок.
Ниже приводится последовательность выполнения швов по длине типовых соединений листов, профилей, балок и колонн.
Стыковые соединения листов осуществляются, как правило, автоматической сваркой напроход под флюсом на стеллажах и стендах, оснащенных стационарными и переносными флюсовыми подушками (рис.7) Причем, начало и конец шва выполняется на входных и выходных планках.
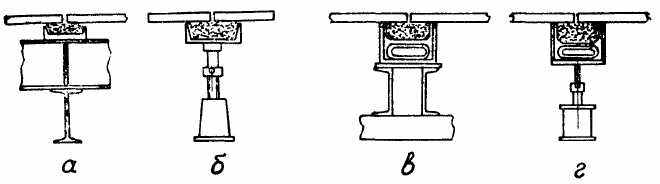
Рис.7 Флюсовые подушки для сварки стыковых соединений: а,б – переносные, в,г – стационарные.
При двухсторонней и многопроходной сварке листов встык без разделки кромок или с V-образной и Х-образной разделкой кромок, когда операция выполняется за два прохода (по одному с каждой стороны) или за несколько проходов с одной или двух сторон требуется выполнять следующие условия:
- сварка 2-го прохода с обратной стороны или подварного шва должна выполняться после зачистки корня шва первого прохода;
- выполнение каждого последующего валика многопроходного шва осуществляется после очистки от шлака предыдущего валика;
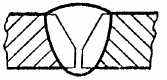
- последовательность многослойной сварки стыковых соединений листов с Х-образной разделкой кромок должна предусматривать заполнение 50-60% разделки с одной стороны; кантовку полотнища на 1800, сварку стыка с другой на всю глубину разделки, кантовка на 1800 и окончательное заполнение разделки с первой стороны.
Сварка стыковых соединений уголков, швеллеров, балок и гнутых профилей. Операция выполнения ручной дуговой или полуавтоматической сваркой в среде углекислого газа и порошковой проволокой.
Таблица 31
Выполнение сварных швов.
| Выполнение прихваток (сборка) | ||||||
| Выполнение прихваток | По сечению шва | 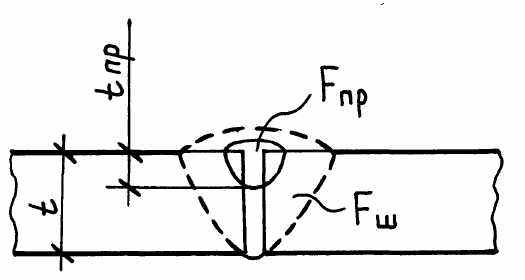 Fпр=1/3-2/3Fш; tпр=0,5-0,3t | 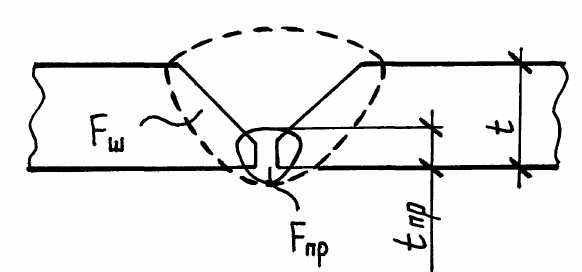 Fпр=1/3Fш; tпр=0,3-0,5t | |||
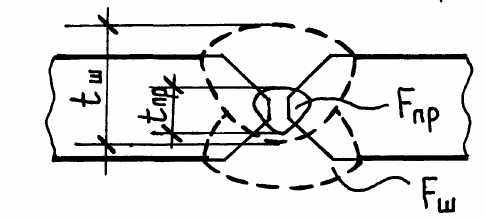 Fпр=1/3Fш; tпр=0,3-0,5tш | 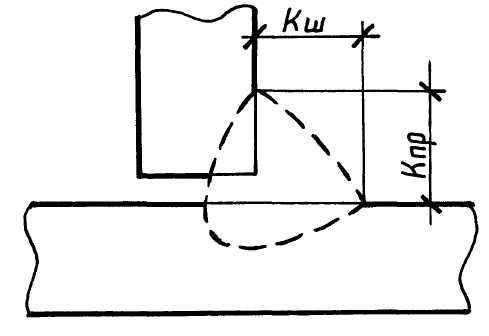 Fпр=Fш*; Кпр=Кш* | 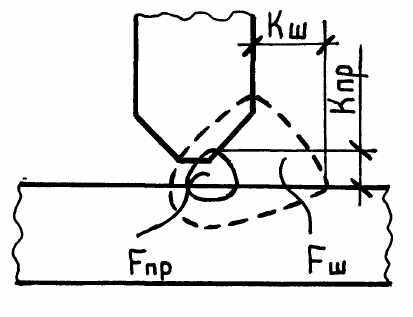 Кпр=0,3-0,5Кш; Fпр=1/3Fш | ||||
| По длине шва |  | Длина прихваток lпр=4-5t, но не менее 50мм для сталей с т< 440 МПа и не менее 100 мм для сталей с т 440МПа. Расстояние между прихватками l=(30-40)t, но не более 500 мм для сталей с т< 440 МПа. | ||||
 | При сборке стенки с полкой тавров или двутавров прихватки с одной стороны стенки должны располагаться между двумя прихватками, выполненными с другой стороны стенки. | |||||
| Последовательность выполнения прихваток | Ребра | 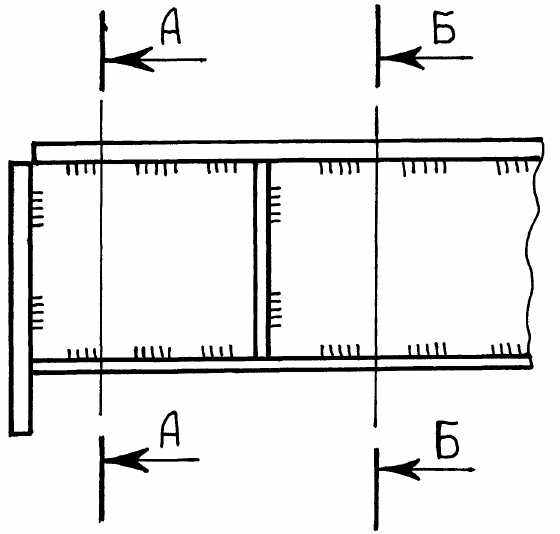 | 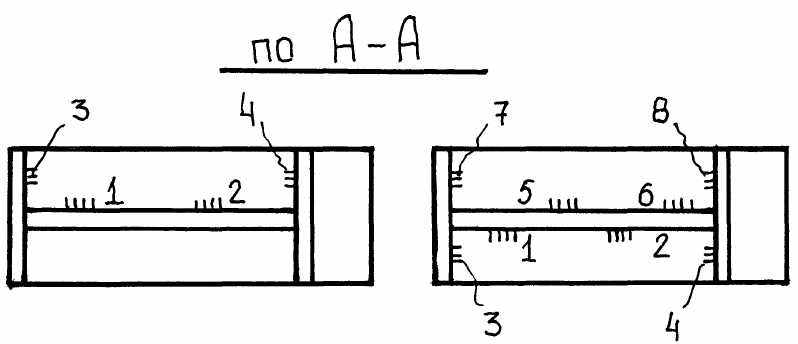 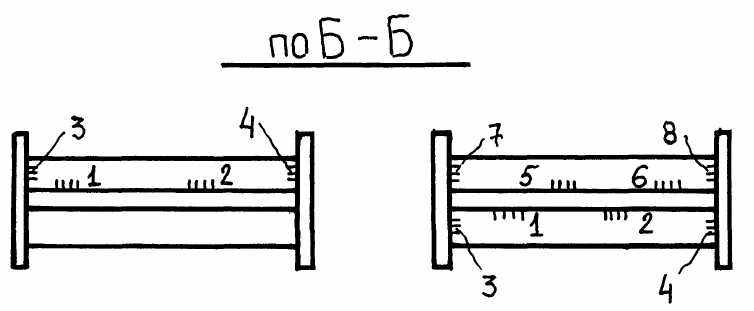 | |||
Продолжение таблицы 31
| Выполнение швов по сечению (операция сварки) | ||
| Тип шва | Однопроходная сварка | Многопроходная сварка |
| Стыковые швы | ||
 | | - |
 | - | |
 | |  |
 | - |  |
| Угловые швы | ||
 | Нижнее положение  « 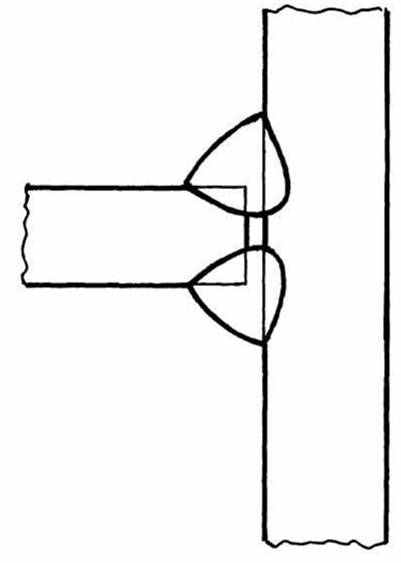 в лодочку» в лодочку» | В угол  «  в лодочку» в лодочку» |
 | нижнее полоджение  «  в лодочку» в лодочку» | в угол 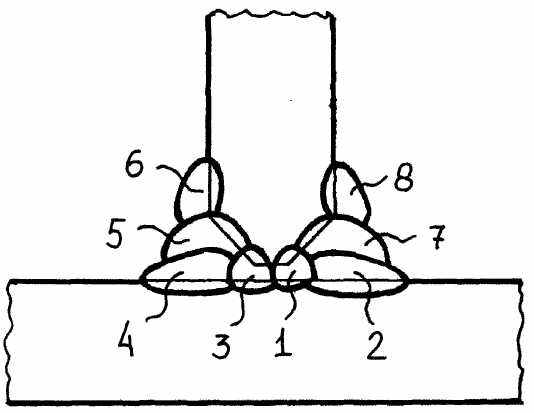 « 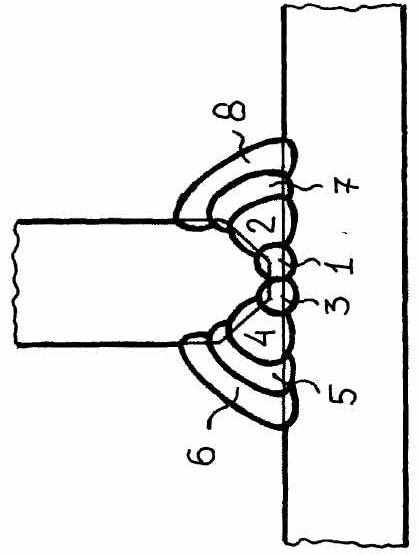 в лодочку» в лодочку» |
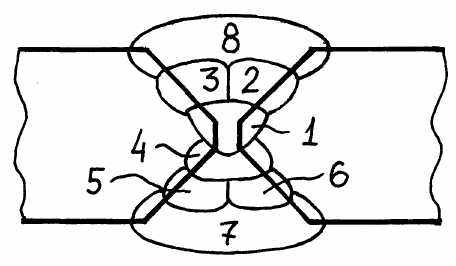
Большое значение для уменьшения внутренних напряжений и деформаций при сварке швеллеров и балок имеет соблюдение правильной последовательности наложения швов и направления сварки. В соединениях (рис.8) в первую очередь сваривают стенки, а затем полки. Сварку стыков ведут вначале со стороны фаски, полностью заплавляя ее, а затем — с другой стороны. Перед наложением шва с обратной стороны пневматическим зубилом или наждачным кругом из зазора удаляют шлак и грат.
Сварные швы уголков, швеллеров, балок и гнутых профилей, соединяемых накладками, выполняются в последовательности, указанной на рис.8. Направление сварки фланговых швов — от середины к краям накладок.
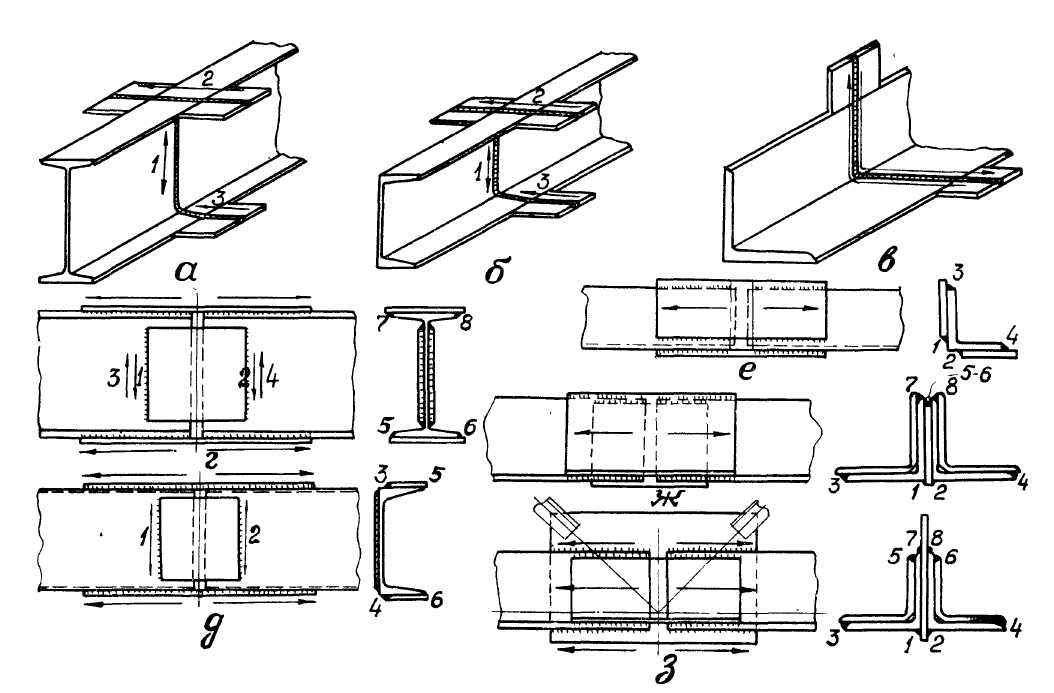
Рис.8 Сварка стыковых соединений сортового металлопроката:
а, б, в — встык; г, д, е, ж, з—накладками; → —направление сварки; 1—8 —очередность наложения швов.