
Учебное пособие для студентов нефтехимических колледжей и техникумов Специальность 1701 "Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)"
| Вид материала | Учебное пособие |
| 14.1 Механизация клепки 14.2 Типичные дефекты клепки, причины их появления |
- Учебное пособие для студентов среднего профессионального образования Специальность, 3369.62kb.
- Программа и контрольные задания для студентов заочного отделения Специальность: 1701, 688.94kb.
- Методические указания и контрольные задания для студентов заочной формы обучения гоу, 2389.4kb.
- Методические указания и контрольные задания для студентов заочного отделения специальность:, 848.08kb.
- Федеральный государственный образовательный стандарт среднего профессионального образования, 1074.58kb.
- Государственный образовательный стандарт среднего профессионального образования государственные, 1346.06kb.
- «Материаловедение», 179.95kb.
- Формирование профессионально-значимых качеств личности в условиях личностно-ориентированного, 51.94kb.
- «Монтаж и техническая эксплуатация промышленного оборудования (в пищевой промышленности)», 1138.79kb.
- Курс 150411 «Монтаж и техническая эксплуатация промышленного оборудования», 58.89kb.
14.1 Механизация клепки
При выполнении клепки крупногабаритных деталей широко применяются ручные механизированные инструменты и стационарное клепальное оборудование.
Наиболее распространенным механизированным инструментом для клепки являются пневматические (реже электрические) клепальные молотки, имеющие различные конструкции. Они могут снабжаться гасителями вибраций, а могут и не иметь таких гасителей. Наиболее рациональным является применение клепальных молотков с гасителями вибрации, так как такие гасители предупреждают появление профессиональных заболеваний, связанных с постоянным воздействием на организм вибраций.
Клепальный молоток 57КМП-4 (рис.14.10) состоит из корпуса 1 с рукояткой 11, в которую вмонтировано пусковое устройство и ниппель 15. На ниппель надевается шланг, при помощи которого молоток соединяется с централизованной сетью раздачи сжатого воздуха. В корпусе устанавливается стакан 6, цилиндр 5 с поршнем и золотник 7 с крышкой 8. Воздух из централизованной сети поступает через пусковой клапан 14 и золотник 7 в рабочую камеру, которая расположена над поршнем.
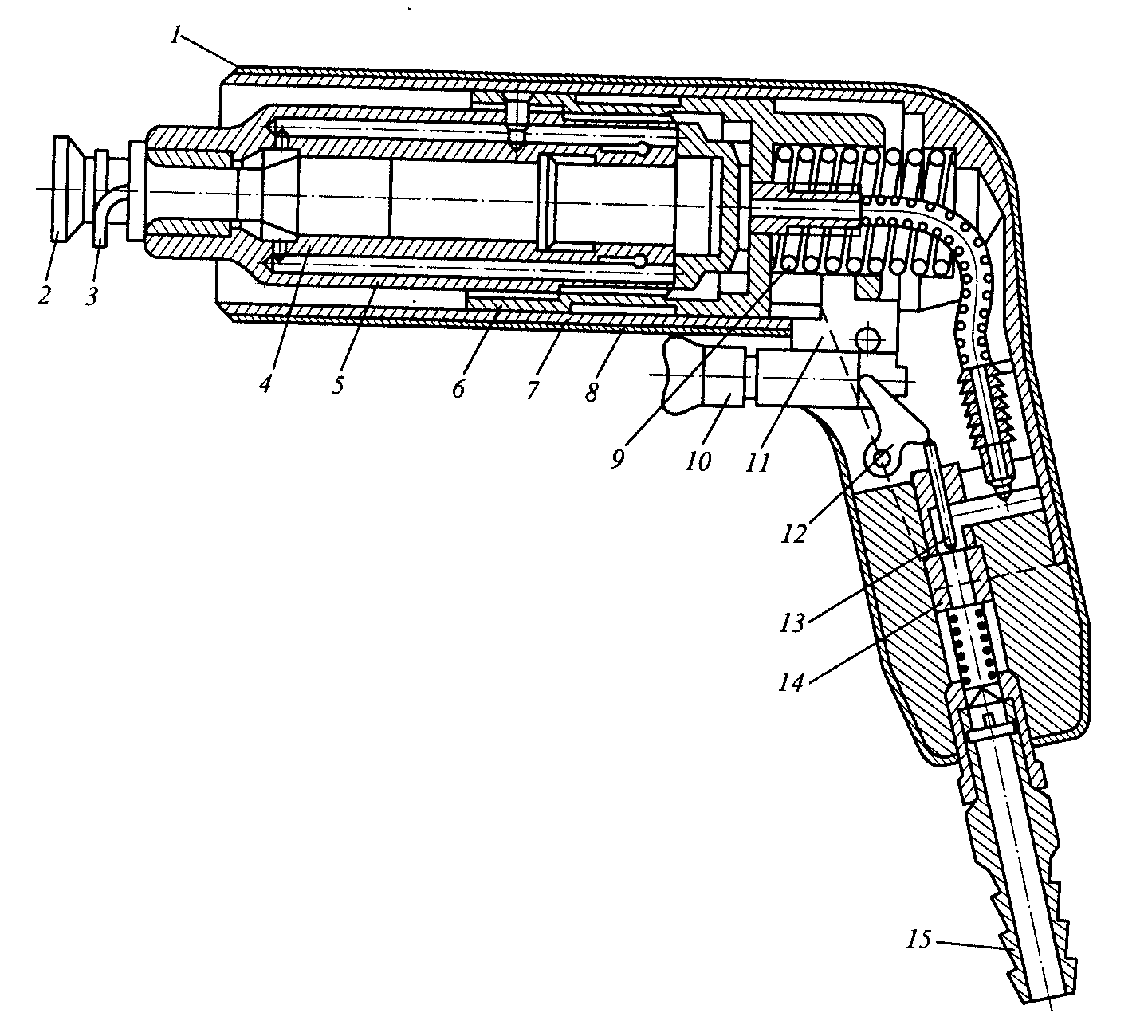
1 - корпус; 2 - ударник; 3 - пружина; 4 - молоток; 5 - цилиндр;
6 - стакан; 7 - золотник; 8 - крышка; 9 - пружина; 10 - курок;
11 - рукоятка; 12 - рычаг; 13 - толкатель; 14 - пусковой клапан;
15 - ниппель
Рисунок 14.10 Клепальный молоток 57КМП-4
Доступ воздуха в пусковой клапан обеспечивается при нажатии на курок 10, который рычагом 12 воздействует на толкатель 13. При пуске сжатого воздуха молоток 4 с ударником 2, соединенный с поршнем, движется вперед и производит осадку заклепки. Золотник открывает отверстие для прохода воздуха в нижнюю часть цилиндра под поршень, заставляя его перемещаться вверх. Пружина 3 предохраняет от выпадения ударник 2, который одновременно является обжимкой, обеспечивающей формирование замыкающей головки. Гашение возникающих при клепке вредных вибраций осуществляется при помощи пружины 9.
Ручной переносной пневматический пресс ПРП5-2 (рис.14.11) широко применяется при клепке деталей общей толщиной до 4 мм (особенно в труднодоступных местах). Он состоит из пневматического цилиндра 1, который при помощи клинового механизма обеспечивает рабочее перемещение обжимок 3 и 4, установленных в скобе 2.
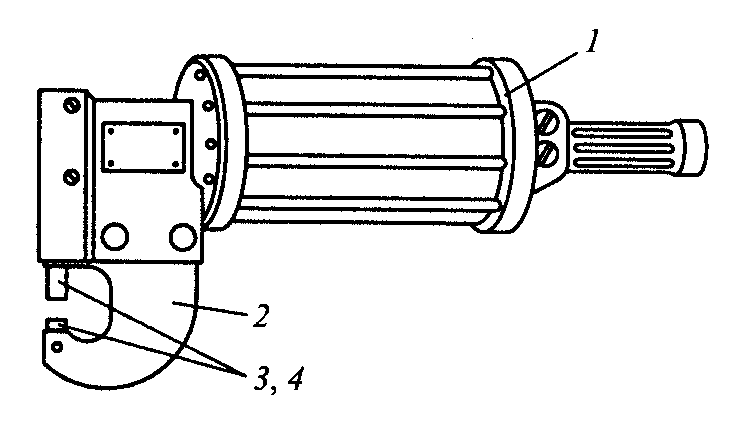
1 - цилиндр; 2 - скоба; 3, 4 - обжимки
Рисунок 14.11 Ручной переносной
пневматический пресс ПРП5-2
Пневморычажный стационарный пресс КП204-М (рис. 14.12) предназначен для клепки стальными (диаметром до 5 мм) и дюралюминиевыми (диаметром до 6 мм) заклепками. Воздух из централизованной сети поступает к силовому агрегату через фильтр 12, где производится его очистка от имеющихся примесей, и автоматическую масленку 11, в которой происходит насыщение воздуха дисперсными (очень мелкими) каплями масла, что обеспечивает повышение износостойкости силового агрегата. Силовой агрегат – пневматический цилиндр 1 установлен на скобе 2. Скоба со всеми расположенными на ней и в ней механизмами установлена на тумбе 8. Рабочая обжимка 3 приводится в действие от пневматического цилиндра 1. Обжимка 4, выполняющая роль поддержки, может перемещаться в вертикальном направлении при помощи винта 7 и фиксироваться в заданном положении контргайкой 6 по упору 5. Пуск пресса осуществляется при нажатии на педаль 10. Для исключения случайного нажатия на педаль предусмотрено ограждение 9.
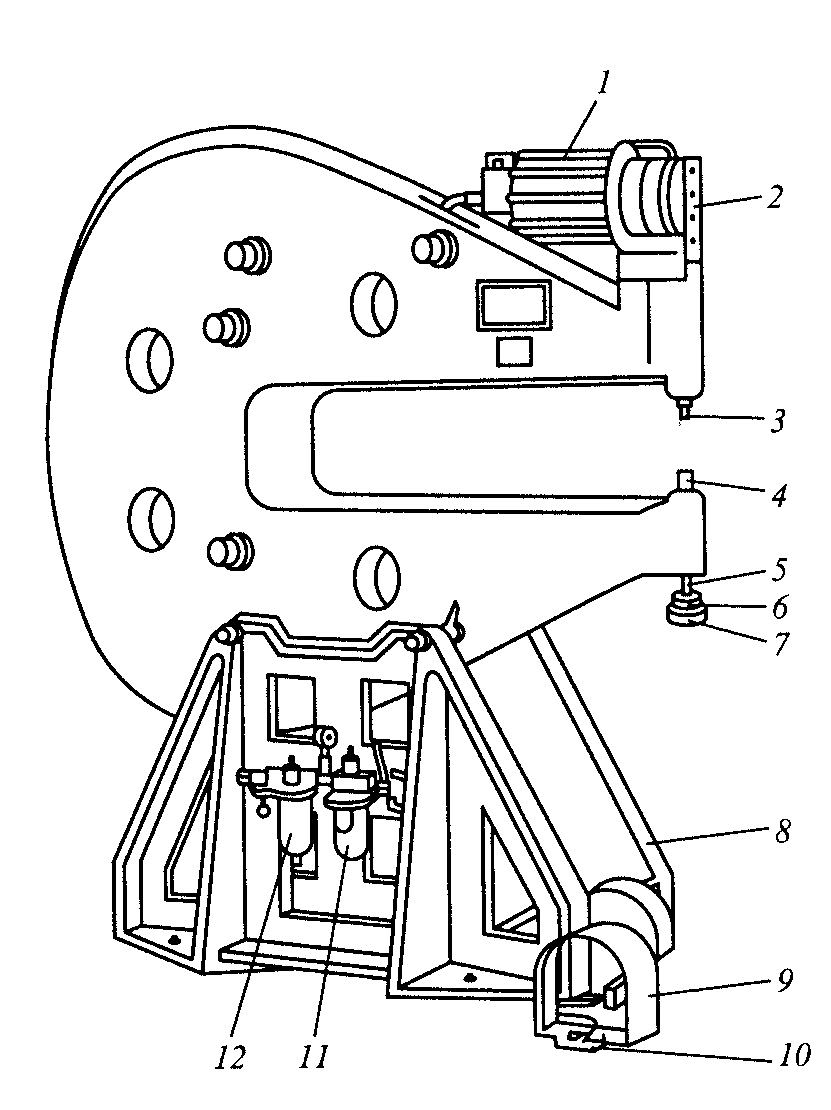
1 - пневматический цилиндр; 2 - скоба; 3, 4 - обжимки; 5 - упор; 6 - контргайка;
7 - винт; 8 - ткмба; 9 - ограждение; 10 - педаль включения; 11 - автоматическая
масленка; 12 - фильтр
Рисунок 14.12 Пневморычажный стационарный пресс КП204-М
14.2 Типичные дефекты клепки, причины их появления
и способы предупреждения
Таблица 15
| Дефект | Причина | Способ предупреждения |
| Заклепка перекашивается при расклепывании | Диаметр отверстия больше требуемого. Наносятся косые удары по стержню заклепки. | Правильно выбирать заклепку по диаметру отверстия – заклепка должна входить в отверстие свободно, но без качки. Соблюдать правила клепки |
| Прогиб листовой заготовки при постановке заклепки | Диаметр стержня заклепки больше диаметра отверстия – заклепку в отверстие забивали | Заклепку из отверстия выбить, осадить прогнутое место, при необходимости «поправить» отверстие, просверлив его заново |
| Стержень заклепки при расклепывании изгибается (особенно при небольших диаметрах стержня – до 5 мм) | Слишком большой вылет стержня заклепки | Вбить заклепку из отверстия и заменить ее. Если заклепку удалить невозможно, то необходимо укоротить стержень до требуемой длины |
| Замыкающая головка не полная | Длина стержня заклепки меньше расчетной | Выбить заклепку из отверстия и заменить ее. Отсортировать заклепки по длина |
| «Вздутие» металла под головками заклепок при склепывании деталей из листового металла (при толщине не менее 5 мм) | Клепка производилась без осаживания листов (деталей) натяжкой. | Заклепку выбить из отверстия и клепку повторить с обязательным осаживанием мест клепки натяжкой |
| Вмятины на головках заклепок и склепываемых деталях | Неаккуратная работа, замыкающие полукруглые головки не отделывались сферической обжимкой | При образовании замыкающей полукруглой головки обязательно пользоваться сферической обжимкой. |