
Л. Б. Гончарова каржаспаев абдуакас абдуллович диплом
| Вид материала | Диплом |
| 9. Готовность и порядок утверждения работа 10 Права и обязанности руководителя 11 Права и обязанности студента 12 Список литературы |
- Проблематика романа И. Гончарова “ Обломов, 58.73kb.
- Зачетная работа по творчеству И. А. Гончарова, 29.33kb.
- И. А. Гончарова (Роман И. А. Гончарова «Обломов» роман о любви) Тароватова В. Н., учитель, 76.32kb.
- И. А. Гончарова Тип урока: изучения нового материала Секреты понимания И. А. Гончарова, 145.51kb.
- Штольц как антипод обломова в романе и. А. Гончарова "обломов" Произведения И. А. Гончарова, 20.12kb.
- Комическое и трагическое в романе И. Гончарова «Обломов», 30.25kb.
- Гончарова Тетяна Василівна, 142.89kb.
- И. А. Гончарова. 10 класс. Материал подготовлен Гребенниковой Т. С. Тренинг №1. Обломов, 34.42kb.
- Л. Б. Гончарова методические указания по выполнению и оформлению диплом, 1104.65kb.
- Е. Н. Сороченко Ставропольский государственный университет Метапоэтические данные, 121.63kb.
б) неуказанные предельные отклонения размеров: диаметров Н 12, h 12, остальных
в) неуказанные предельные отклонения размеров
8.4.9 Допуски формы и расположения поверхностей указывают на чертеже и только в том случае, если они необходимы.
Вид допуска формы и расположения поверхностей должен быть обозначен на чертеже знаками (графическими символами).
допуск формы и расположения поверхностей допускается указывать текстом в технических требованиях, как правило, в тех случаях, когда отсутствует знак вида допуска. В этих случаях текст должен содержать:
а) вид допуска;
б) указание поверхности или другого элемента, для которого задается допуск
в) числовое значение допуска в миллиметрах;
е) указание баз, относительно которых задается допуск;
д) указание о зависимых допусках формы и расположения
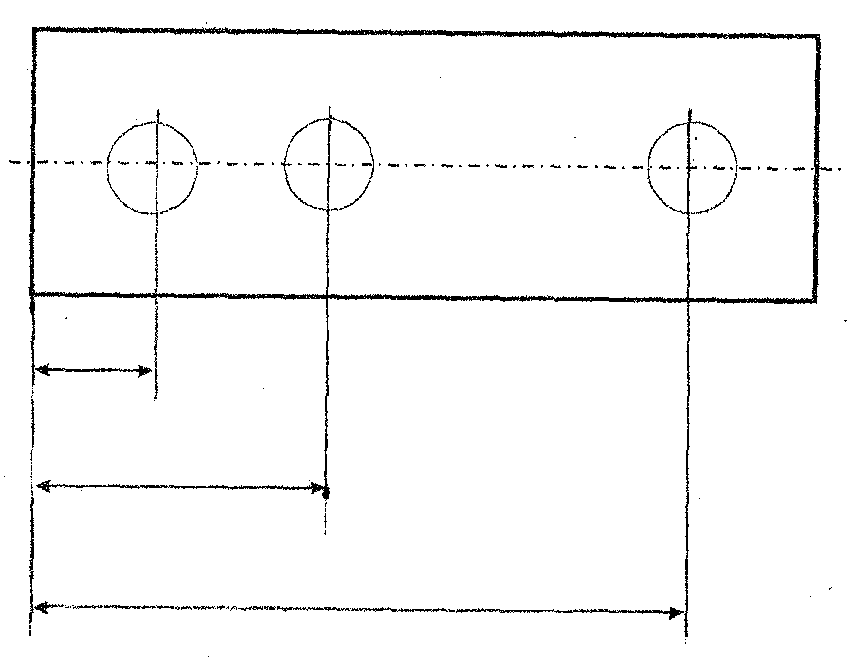
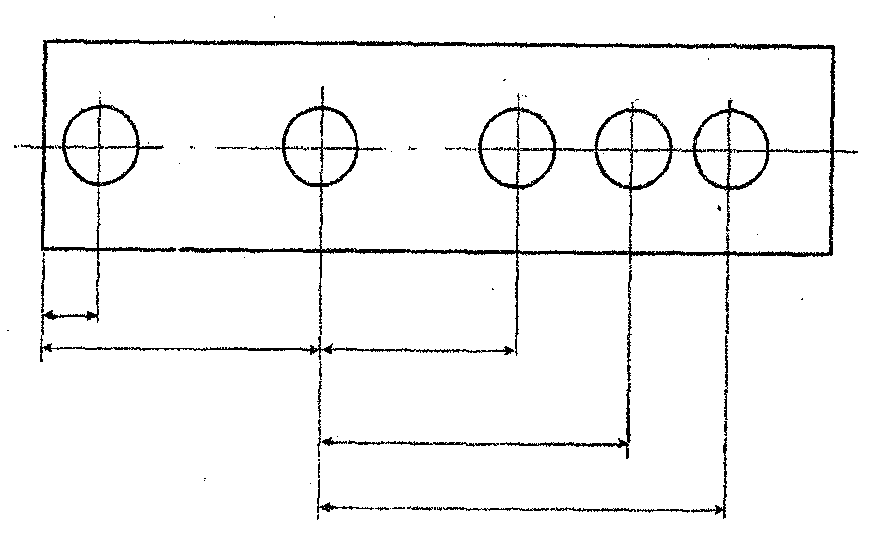
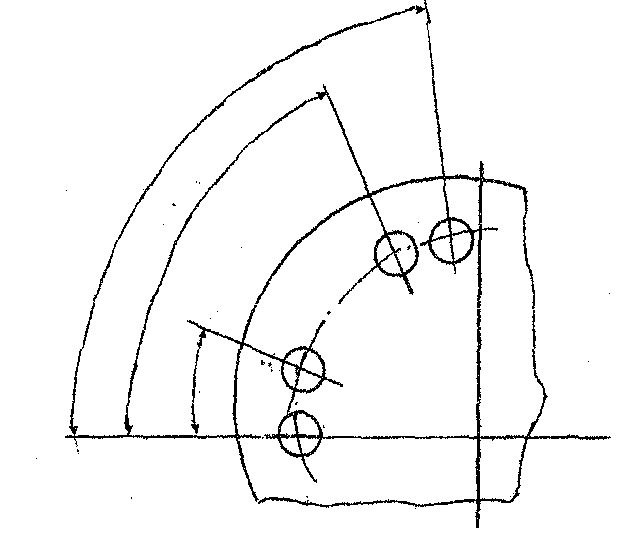 Рисунок 8.1 — Нанесение размеров на чертежах
Рисунок 8.1 — Нанесение размеров на чертежахПри условном обозначении данные о допусках формы и расположении поверхностей указывают в прямоугольной рамке, разделенной на две и более части (рисунок 8.2.), в которых помещают:
в первой — знак допуска
во второй - числовые значения допуска в миллиметрах
в третьих и последующих - буквенное обозначение базы или буквенное обозначение поверхности, с которой связан допуск расположения.
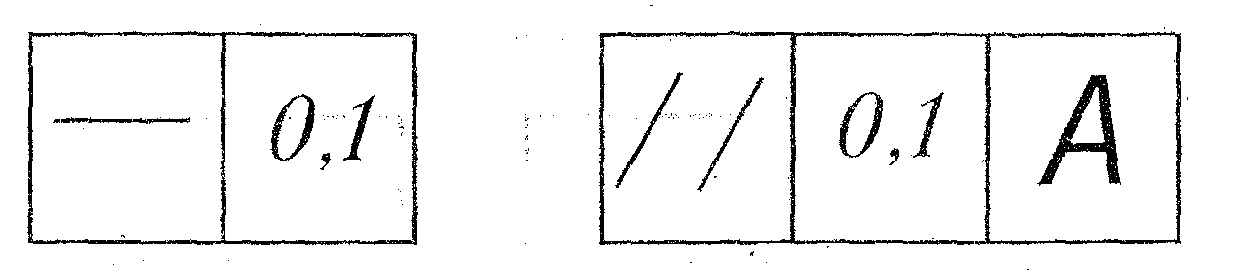
Рисунок 8.2. - Обозначение данных о допусках формы и расположения поверхностей
Рамку соединяют с элементом, к которому относится допуск, сплошной тонкой линией заканчивающейся стрелкой. Соединительная линия может быть прямой или ломанной, по направлению отрезка, заканчивающегося стрелкой (рисунок 8.3.)
Если допуск относится к поверхности или ее профилю, то рамку соединяют с контурной линией поверхности или ее продолжением (рисунок 8.4.,а)
Если допуск относится к оси или плоскости симметрии, то соединительная линия должна быть продолжением размерной линии (рисунок 8.4.б)
Базы обозначаются зачерненным треугольником, который соединяют при помощи соединительных линий с рамкой. Если базой является поверхность или ее профиль, то основание треугольника располагают на контурной линии поверхности или на ее продолжении (рисунок 8.5.а). Если базой является ось или плоскость симметрии, то соединительная линия должна быть продолжением размерной линии (рисунок8.5.).
ГОСТ 2.308-79 устанавливает правила указания допусков формы и расположения поверхностей на чертежах изделий.
8.4.10 Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия независимо от методов их образования, кроме поверхностей. шероховатость которых не обусловлена требованиями конструкции.
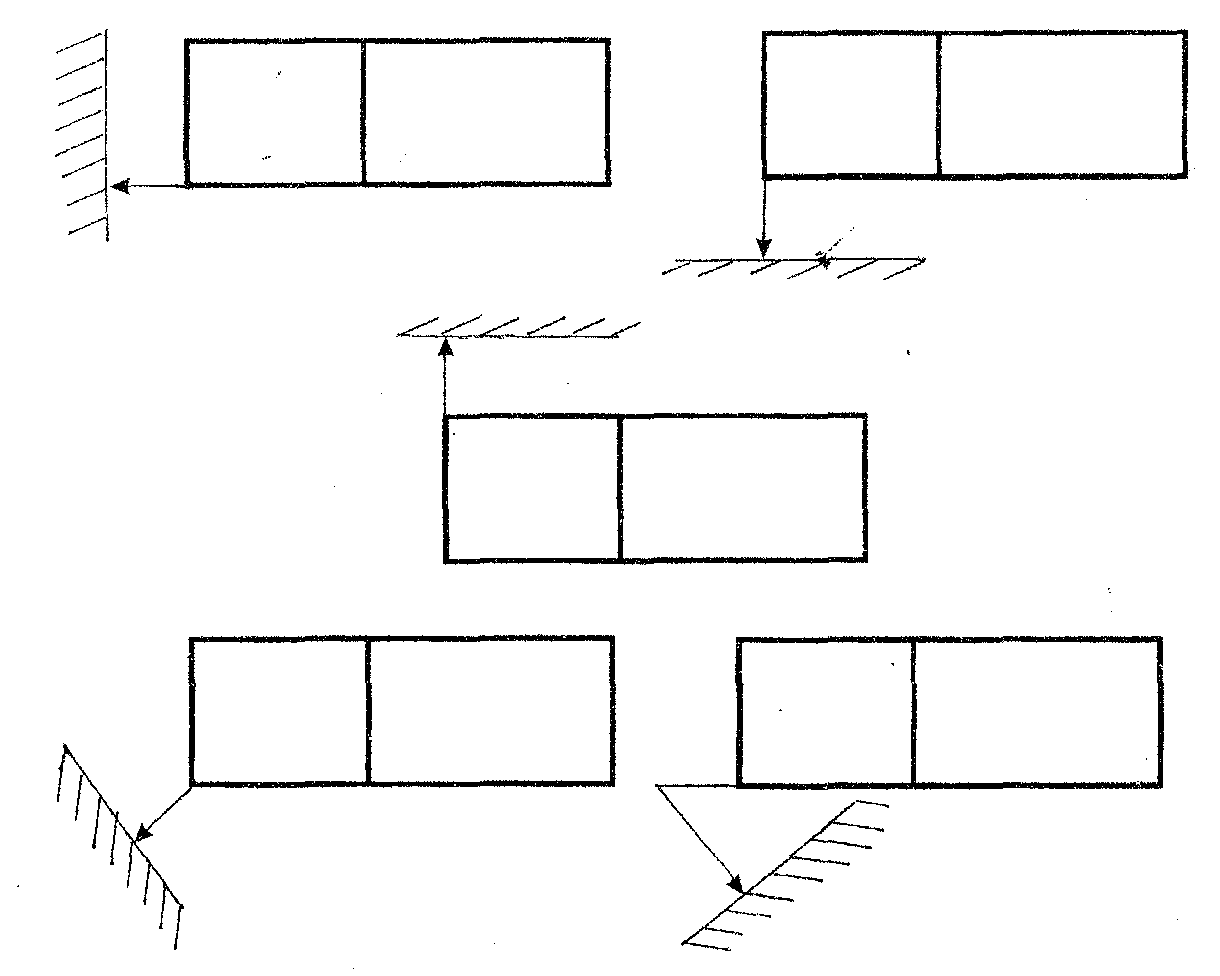
Рисунок 8.3 — Соединение рамки с элементом на чертежах
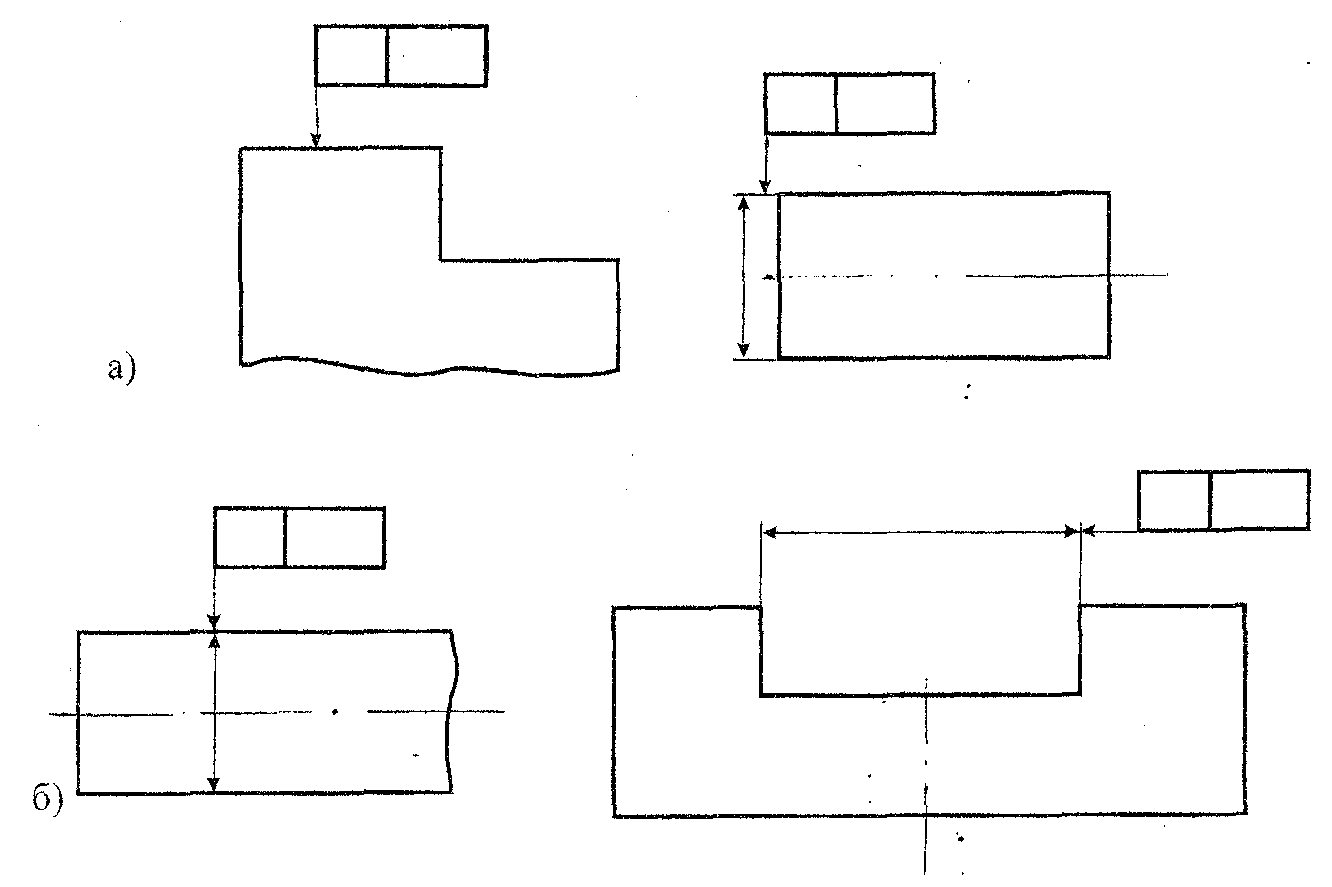
Рисунок 8.4 Виды соединения рамки с поверхностью
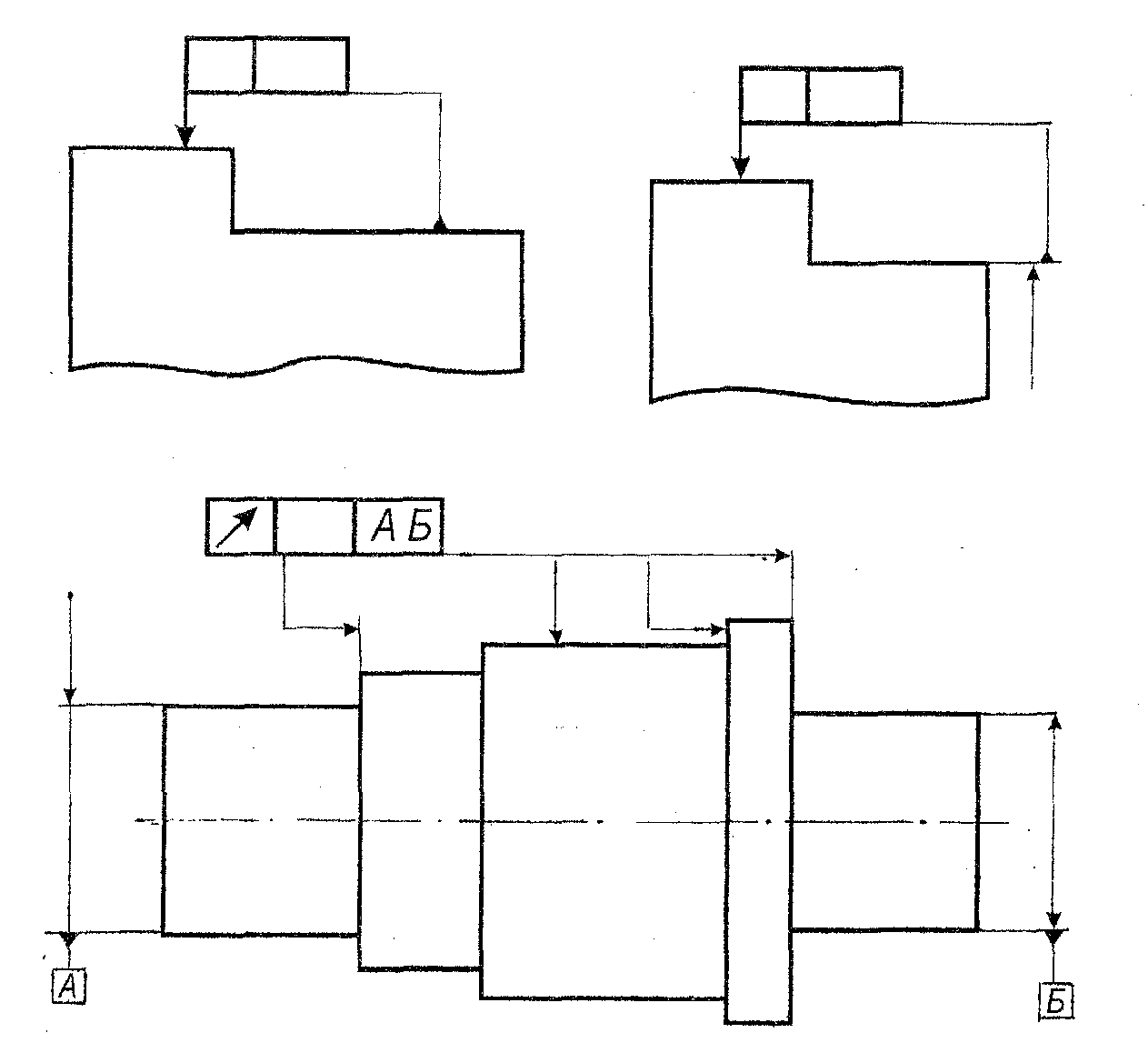
Рисунок 8.5 Обозначение баз на чертежах
ГОСТ 2.3 09-2003 устанавливает обозначения шероховатости поверхностей и правила нанесения их на чертежах изделий (рисунок 8.6.).
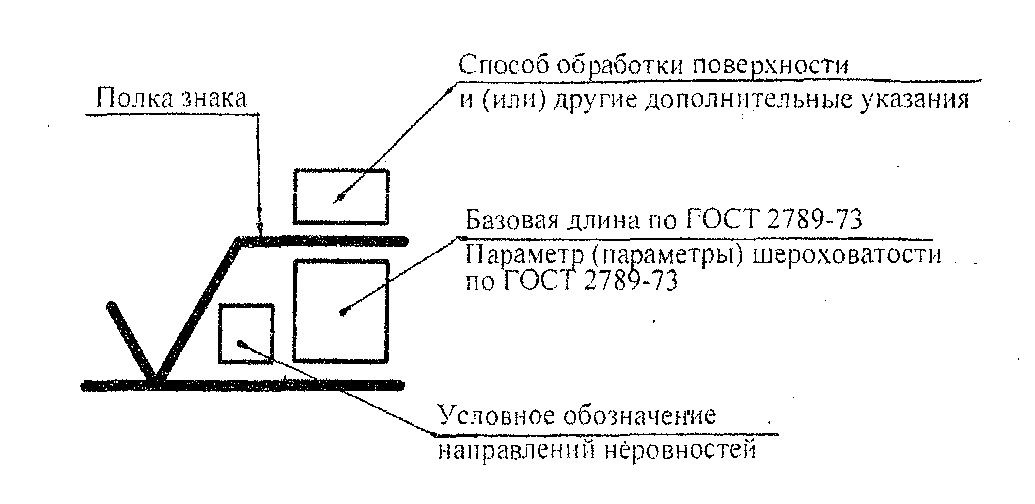
Рисунок 8.6 Обозначение шероховатости поверхности на чертежах
В обозначениях шероховатости поверхности применяют один из знаков, изображенных на рис. 8.7.
Высота h должна быть приблизительно равна применяемой на чертеже высоте размерных чисел. Высота H (1,5 .. 5) h.
Первый знак применяется, если вид обработки поверхности не устанавливается конструктором.
Второй знак применяется, если поверхность должна быть обработана удалением слоя материала.
Третий знак применяется, если поверхность должна быть получена без удаления слоя материала.
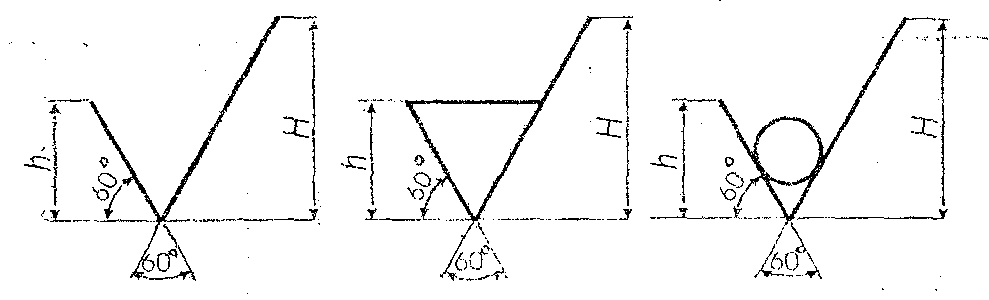
Рисунок 8. 7. - применение различных знаков обозначения шероховатости на чертежах в соответствии с видом обработки
Обозначения шероховатости поверхности на изображении изделия располагают:
-на линиях контура, когда от этих линий нанесен размер;
-на выносных линиях;
-на полках линий-выносок;
-на размерных линиях или их продолжениях.
Допускается при недостатке места располагать обозначение шероховатости на размерных линиях, на рамке допуска формы, а также разрывать выносную линию (рис.8.8).
При указании одинаковой шероховатости для всей поверхности обозначение шероховатости помещают в правом верхнем углу чертежа и не наносят на изображение (рис.8.9).
При указании одинаковой шероховатости для части поверхности в правом верхнем углу чертежа помещают обозначение шероховатости и условное обозначение (√)(рис.8.9).
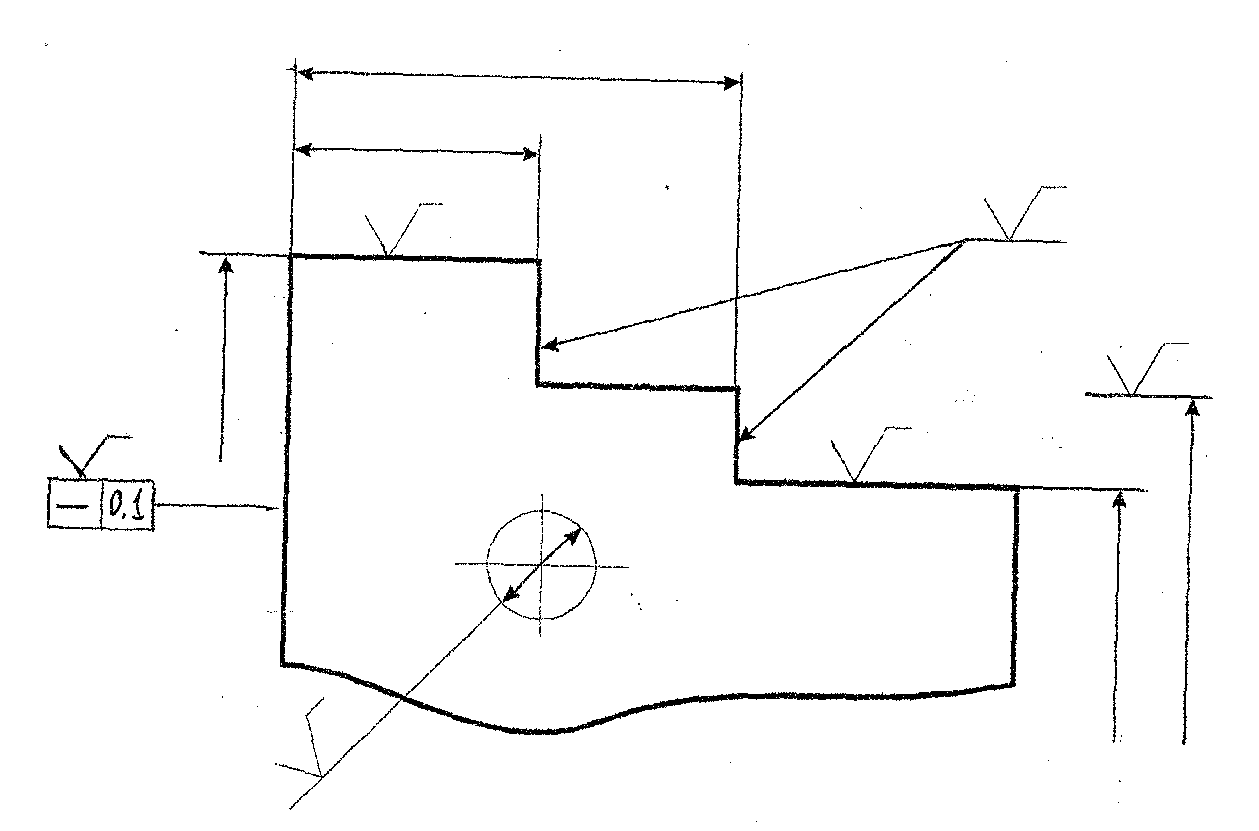
Рисунок 8.8 Обозначение шероховатости поверхностей на изображении изделия
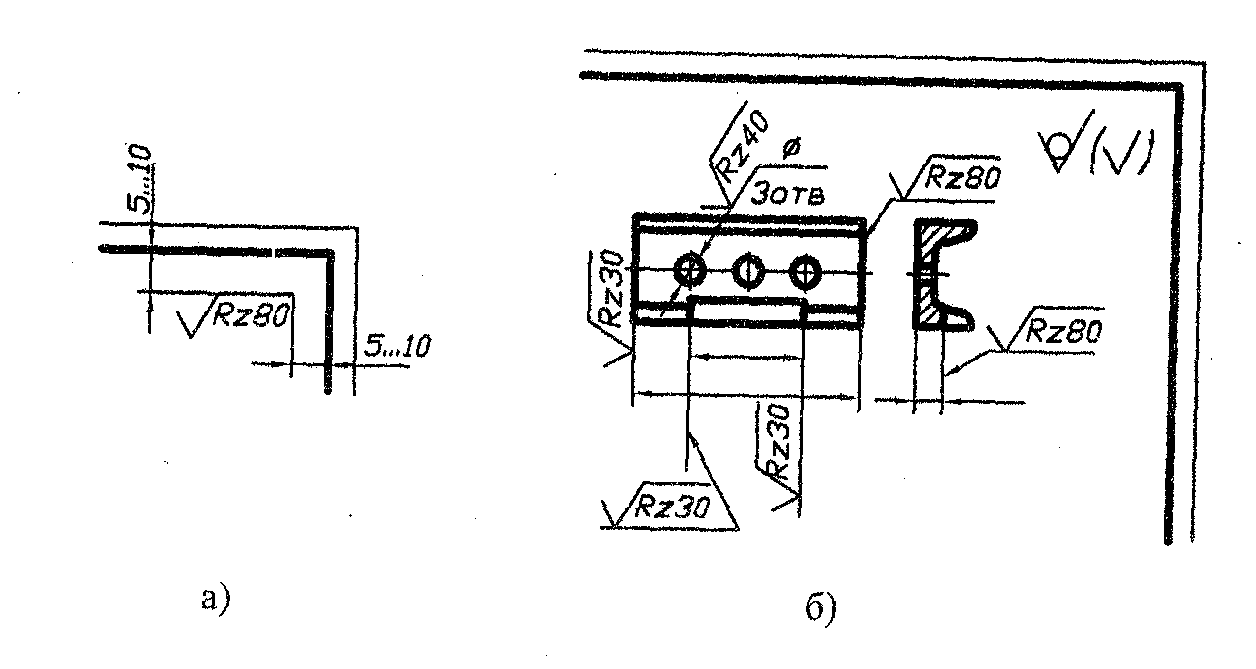
Рисунок 8.9 — Обозначение одинаковой шероховатости для части поверхностей
Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях чертежа со ссылкой на буквенное обозначение поверхности, например: “шероховатость поверхности А - √”.
Шероховатость поверхности при различных методах обработки
| Обработка | Ra, мкм |
| Наружные поверхности вращения | |
| Обтачивание: Черновое Получистовое Чистовое тонкое | 12,5…50 3,2…12,5 0,8…2,5 0,1…0,8 |
| Шлифование: Предварительное Чистовое тонкое | 1…2,5 0,2…1,25 0,05…0,25 |
| суперфиниширование | 0,032…0,28 |
| полирование | 0,008…0,08 |
| притирка | 0,01…0,11 |
| Обкатывание и выглаживание | 0,03…2,0 |
| виброобкатывание | 0,063…1,60 |
| электромеханическая | 0,02…1,60 |
| Магнитно-абразивная | 0,02…1,60 |
| Внутренние поверхности вращения | |
| Сверление и рассверливание | 3,2…12,5 |
| Развертывание Черновое Чистовое Тонкое | 1,25…2,5 0,63…1,25 0,32…0,63 |
| Протягивание Черновое чистовое | 1,25…3,2 0,32…1,25 |
| Зенкерование Черновое чистовое | 3,2…6,3 1,25…3,2 |
| Растачивание Черновое Получистовое Чистовое Тонкое | 6,3…12,5 1,6…6,3 0,8…2,0 0,2…0,8 |
| Шлифование: Предварительное Чистовое тонкое | 1,6…3,2 0,32…1,60 0,08…0,32 |
| Хонингование Предварительное Чистовое тонкое | 1,25…3,2 0,25…1,25 0,04…0,25 |
| притирка | 0,02…0,16 |
| Раскатывание и выглаживание | 0,05…2 |
| виброобкатывание | 0,063…1,6 |
| калибрование | 0,1…1,6 |
| Обработка | Ra, мкм |
| Плоские поверхности | |
| Торцовое фрезерование Черновое Чистовое Тонкое | 3,2…12,5 1…4 0,32…1,25 |
| цилиндрическое фрезерование Черновое Чистовое Тонкое | 3,2…12,5 0,8…3,2 0,2…1 |
| Строгание Черновое Чистовое Тонкое | 25…50 1,6…6,3 0,32…1 |
| протягивание Черновое чистовое | 1…3,2 0,32…1,25 |
| Шлифование: Предварительное Чистовое тонкое | 1,6…4 0,32…1,6 0,08…0,32 |
| Шабрение от себя Z = 20…10 Z = 30…20 | 1,6…6,3 0,63…2,5 |
| Шабрение на себя Ас=40…60% Ас=60…80% | 0,032…1,0 0,1…0,4 |
| Накатывание роликами | 0,1…2 |
| вибронакатывание | 0,16…2,5 |
| виброполирование | 0,3…0,032 |
| притирка | 0,02…0,1 |
| Боковые поверхности шлицев | |
| Шлицефрезерование Предварительное чистовое | 6,3…12,5 1,25…4 |
| шлицестрогание | 1…2,5 |
| шлицепротягивание | 0,8…1,6 |
| Шлифование Предварительное окончательное | 1,6…3,2 0,4…1,25 |
| Накатывание шлицев | 0,8…1 |
| Обкатывание шлицев | 0,32…1 |
| Боковые поверхности зубьев | |
| Зубонарезание фрезами Модульными червячными | 6,3…12,5 3,2…6,3 |
| Зубонарезание долбяками | 1,6…3,2 |
| протягивание | 0,8…1,6 |
| Накатывание | 0,8…2 |
| шевингование | 0,63…1,25 |
| Шлифование | 0,5…1,25 |
| Обработка | Ra, мкм |
| обкатывание | 0,32…1 |
| притирка | 0,1…0,5 |
| Боковые поверхности резьбы | |
| Нарезание Резцами и гребенками Метчиками и плашками | 1,6…3,2 1,6…3,2 |
| Фрезерование Предварительное окончательное | 1,6…3,2 0,5…2 |
| Накатывание и раскатывание резьбы | 0,5…1,25 |
Значения шероховатости при различных допусках размера и формы изделия
| Допуск размера по квалитетам | Допуск формы, %, по допускам размера | Ra, мкм, не более, при номинальных размерах, мм | |||
| До 18 | От 18 до 50 | От 50 до 120 | От 120 до 500 | ||
| IT 3 | 100 60 40 | 0,2 0,1 0,05 | 0,4 0,2 0,1 | 0,4 0,2 0,1 | 0,8 0,4 0,2 |
| IT4 | 100 60 40 | 0,4 0,2 0,1 | 0,8 0,4 0,2 | 0,8 0,4 0,2 | 1,6 0,8 0,4 |
| IT5 | 100 60 40 | 0,4 0,2 0,1 | 0,8 0,4 0,2 | 1,6 0,8 0,4 | 1,6 0,8 0,4 |
| IT6 | 100 60 40 | 0,8 0,4 0,2 | 1,6 0,8 0,4 | 1,6 0,8 0,4 | 3,2 1,6 0,8 |
| IT7 | 100 60 40 | 1,6 0,8 0,4 | 3,2 1,6 0,8 | 3,2 1,6 0,8 | 3,2 3,2 1,6 |
| IT8 | 100 60 40 | 1,6 0,8 0,4 | 3,2 1,6 0,8 | 3,2 3,2 1,6 | 3,2 3,2 1,6 |
| IT9 | 100,60 40 25 | 3,2 1,6 0,8 | 3,2 3,2 1,6 | 6,3 3,2 1,6 | 6,3 6,3 3,2 |
| IT10 | 100,60 40 25 | 3,2 1,6 0,8 | 6,3 3,2 1,6 | 6,3 3,2 1,6 | 6,3 6,3 3,2 |
| IT11 | 100,60 40 25 | 6,3 3,2 1,6 | 6,3 3,2 1,6 | 12,5 6,3 3,2 25 12,5 | 12,5 6,3 3,2 25 12,5 |
| IT12 IT13 | 100,60 40 | 12,5 6,3 | 12,5 6,3 | ||
| IT14 IT15 | 100,60 40 | 12,5 12,5 | 25 12,5 | 50 25 | 50 25 |
| IT16 IT17 | 100,60 40 | 25 25 | 50 25 | 100 50 | 100 50 |
Примечание: Если относительный допуск формы меньше значения, указанного, то следует назначать не более 0,15 Тф (Тф – допуск формы).
Параметры шероховатости, мкм
| Класс шероховатости поверхности | разряд | Ra | Rz | Базовая длина L, мм |
| 1 2 3 | –– –– –– | –– –– –– | От 320 до 160 160 – 80 80-40 | 8 |
| 4 5 | –– –– | –– –– | 40-20 20-10 | 2,5 |
| 6 | А Б В | 2,5-2,0 2,0-1,6 1,6-1,25 | –– –– –– | 0,8 |
| 7 | А Б В | 1,25-1,0 1,0-0,80 0,80-0,63 | –– –– –– | |
| 8 | А Б В | 0,63-0,50 0,50-0,40 0,40-0,32 | –– –– –– | |
| 9 | А Б В | 0,32-0,25 0,25-0,20 0,20-0,16 | –– –– –– | 0,25 |
| 10 | А Б В | 0,16-0,125 0,125-0,100 0,100-0,080 | –– –– –– | |
| 11 | А Б В | 0,080-0,063 0,063-0,050 0,050-0,040 | –– –– –– | |
| 12 | А Б В | 0,040-0,032 0,032-0,025 0,025-0,020 | –– –– –– | |
| 13 | А Б В | –– –– –– | 0,100-0,080 0,080-0,063 0,063-0,050 | 0,08 |
| 14 | А Б В | –– –– –– | 0,050-0,040 0,040-0,032 0,032-0,025 |
Соотношения между применявшимися ранее и новыми обозначениями параметров шероховатостей и предпочтительные их значения
| Класс шероховатости (старое обозначение) | Ra мкм | Rz мкм | ||
| диапазон | предпочтительное | диапазон | предпочтительное | |
| Δ1 Δ2 Δ3 Δ4 Δ5 Δ6 Δ7 Δ8 Δ9 Δ10 Δ11 Δ12 Δ13 Δ14 | 80;63;40 40;32;20 20;16;10 10;8;5 5;4;2,5 2,5;2;1,25 1,25;1;0,63 0,63;0,5;0,32 0,32;0,25;0,16 0,16;0,125;0,08 0,08;0,063;0,04 0,04;0,032;0,02 0,02;0,016;0,01 0,01;0,008 | 50 25 12,5 6,3 3,2 1,6 0,8 0,4 0,2 0,1 0,05 0,025 0,012 –– | 320;250;200;160 160;125;100;80 80;63;50;40 40;32;25;20 20;16;12,5;10 10;8;6,3 6,3;5;4;3,2 3,2;2,5;2;1,6 1,6;1,25;1,0;0,8 0,8;0,63;0,5;0,4 0,4;0,32;0,25;0,2 0,2;0,16;0,125;0,1 0,1;0,08;0,063;0,05 0,05;0,04;0,032 | 200 100 50 25 12,5 6,3 3,2 1,6 0,8 0,4 0,2 0,1 0,05 –– |
| Примечание: 1. параметр Ra является предпочтительным. Он наиболее удобен для измерения профилометрами. 2. параметр Rz нормируют в тех случаях, когда прямой контроль параметра Ra с помощью профилометров или образцов сравнения не представляется возможным. | ||||
8.5 Условные изображения и обозначения швов сварных соединений
ГОСТ 2.3 1 2—72 устанавливает условные изображения и обозначения швов сварных соединений
8.5.1 Шов сварного соединения условно изображают:
видимой — сплошной основной линией (рисунок 8.10.а).
невидимой — штриховой линией (рисунок 8.10.6).
Видимую сварную точку словно изображают знаком “+ “, который выполняют основными сплошными линиями (рисунок 8.10. в).
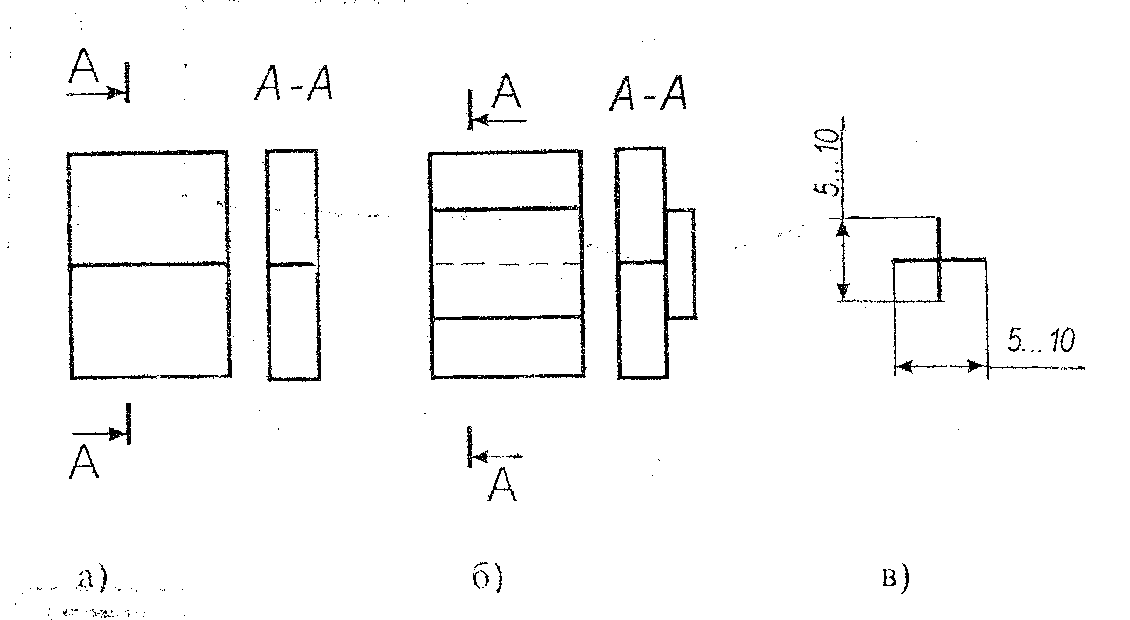
Рисунок 8.10 - изображение сварных швов
От изображения шва проводят линию-выноску, заканчивающийся стрелкой.
8.5.2 Условное обозначение шва наносят:
а) на полке линии—выноски, проведенной от изображения шва с лицевой стороны (рис 8.11);
б) под полкой линии-выноски, проведенной от изображения шва
(рисунок 8.12).
Условное обозначение сварных швов, в общем, должно содержать в порядке, показанном прямоугольником 1—9 (см. рисунки 8.11 и 8.12.), следующее:
1 -- вспомогательный знак шва: по замкнутой линии или монтажного;
2 — обозначение стандарты на типы и конструктивные элементы швов сварных соединений;
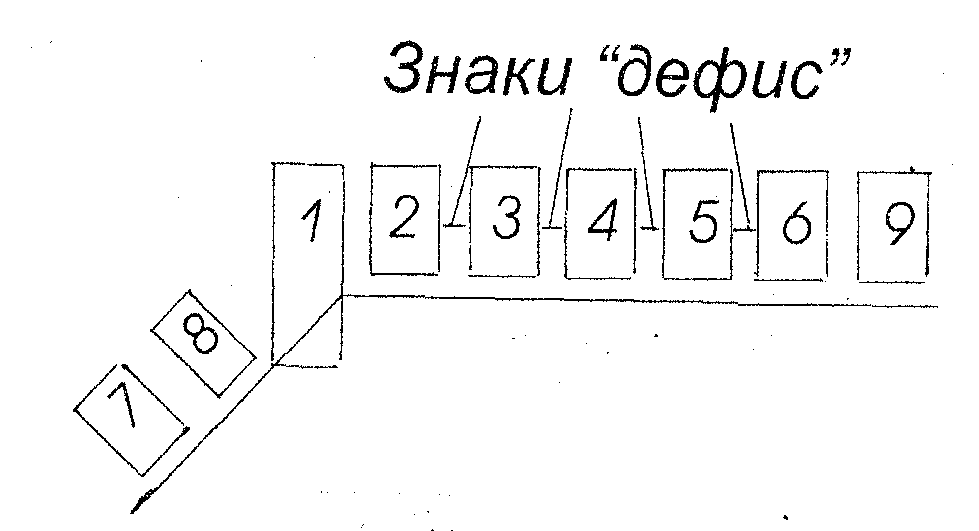
Рисунок 8.11. — Условное обозначение шва на полке линии-выноски
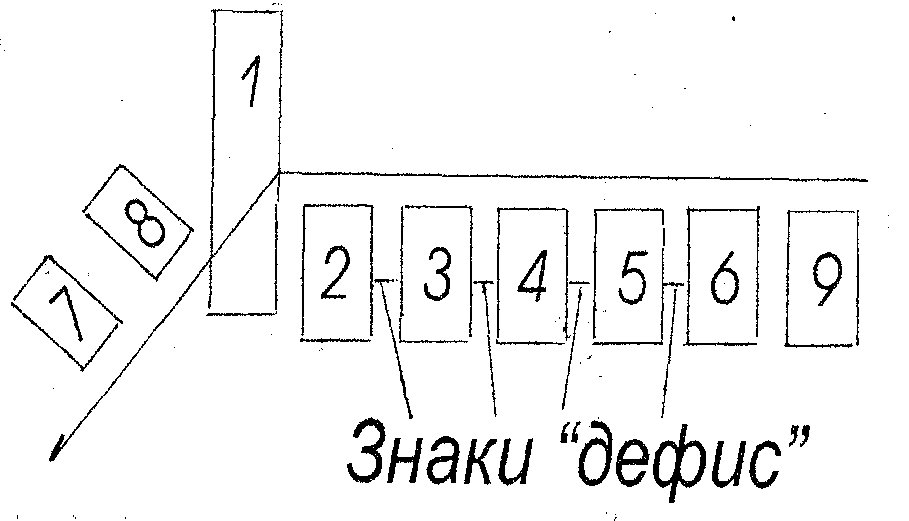
Рисунок 8.12 Условное обозначение сварного шва под полкой линии-выноски
З — буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений;
4 — знак ∆ и размер катета шва (только для угловых); знак выполняют сплошными тонкими линиями, высота знака должна быть одинаковой с высотой цифр входящих в обозначение шва;
5 — вспомогательные знаки: для прерывистого шва - длина привариваемого участка, знак 1 или 2 и шаг; для одиночной сварной точки - расчетный диаметр точки или электрозаклепки, знак 1 или 2 и шаг; для шва контактной роликовой электросварки - расчетная ширина шва; для прерывистого шва контактной роликовой электросварки - расчетная ширина шва, знак умножения, длина привариваемого участка, знак 1 и шаг;
6 — вспомогательные знаки “усиление шва снять” или “наплывы и неровности шва обработать с плавным переходом к основному металлу”;
7—число одинаковых швов на чертеже;
8 — порядковый номер одинаковых швов;
9 — обозначение шероховатости механический обработанной поверхности.
Обозначение шероховатости допускается приводить в технических требованиях чертежа. Примеры условного обозначения на чертежах сварных швов представлены на рисунке 8.13.
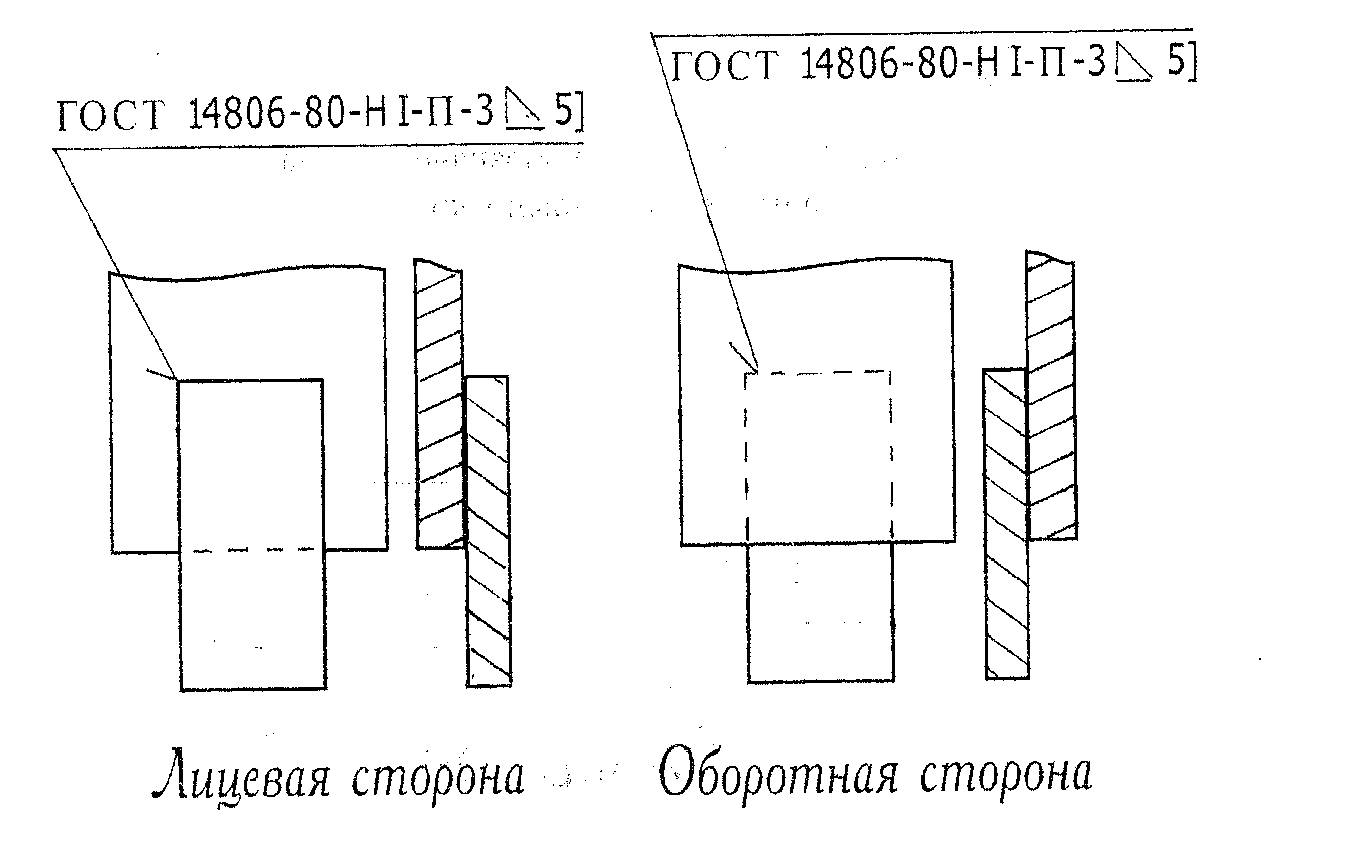
Рисунок 8.13 — Примеры условного обозначения сварных швов на чертежах
8.5.3 Чертежи сварных деталей оформляют как чертежи сборочных единиц.
8.6 Правила нанесения на чертежах надписей, технических требований и таблиц
ГОСТ 2.316-68(СТ СЭВ 856-78) устанавливает правила нанесения надписей, технических требований и таблиц на чертежи изделий.
8.6.1 Кроме изображения предмета с размерами и предельными отклонениями чертеж может содержать:
а) текстовую часть, состоящую из технических характеристик;
б) надписи с обозначением изображений, а также относящиеся к отдельным элементам изделия;
в) таблицы с размерами и другими параметрами, техническими требованиями, условными обозначениями и т.п.
8.6.2 Выполнение основной надписи чертежа должно производиться в соответствии с требованиями ГОСТ 2.316-68 ЕСКД,
8.6.3 Текстовую часть, надписи и таблицы включают в чертеж в тех случаях, когда содержащиеся в них данные, указания и разъяснения невозможно или нецелесообразно выразить графически или условными обозначениями.
8.6.4 Содержание текста и надписей должно быть кратким и точным. В надписях на чертежах не должно быть сокращений слов, за исключением общепринятых, а также установленных в стандартах и регламентированных ГОСТ 2.316-68.
8.6.5 Текст на поле чертежа, таблицы, надписи с обозначением изображений, а также надписи, связанные непосредственно с изображением, как правило, располагают параллельно основной надписи чертежа.
8.6.6 Около изображений на полках линий-выносок наносят только краткие надписи, например, указания о количестве конструктивных элементов (отверстий, канавок и т.п.), если они не внесены в таблицу, а также указания лицевой стороны, направления проката волокон и т.п.
8.6.7 Линию-выноску, пересекающую контур изображения и отводимую от какой-либо линии, заканчивают точкой (рисунок 8.14).
Линию-выноску, отводимую от линий видимого и невидимого контура, а также от линий, обозначающих поверхности, заканчивают стрелкой
(рисунки 8.14).
На конце линии-выноски, отводимой от всех других линий, не должно быть ни стрелки, ни точки (рисунок 8.14.).
8.6.8 Линии-выноски не должны пересекаться между собой, быть непараллельными линиями штриховки (если линия-выноска проходит по заштрихованному полю) и не пересекать, по возможности, размерные линии и элементы изображения, к которым не относится помещенная на полке надпись.
Допускается выполнять линии-выноски с одним изломом (рисунок 8.15.), а также проводить от одной полки две и более линий-выносок
(рисунок 8.16.).
8.6.9 Надписи, относящиеся непосредственно к изображению, могут содержать не более двух строк, располагаемых над полкой линии-выноски и под ней.
8.6.10 Текстовую часть, помещенную на поле чертежа, располагают над основной надписью,
Между текстовой частью и основной надписью не допускается помещать изображения, таблицы и т.п.
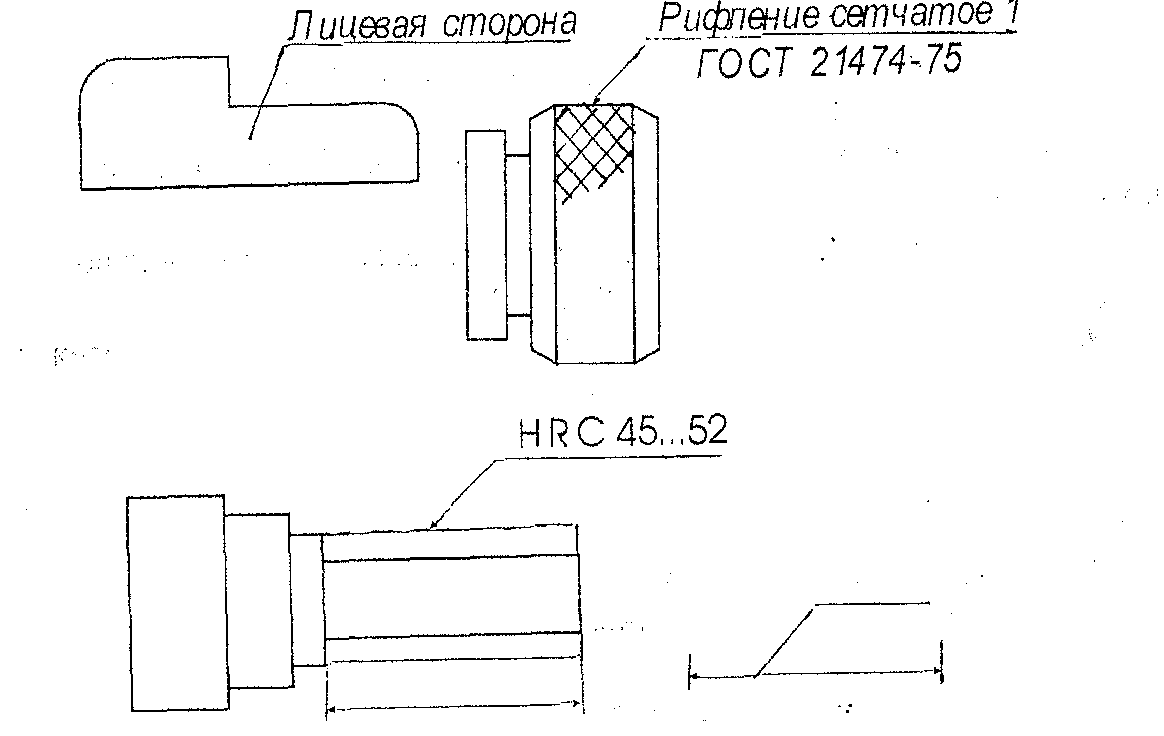
Рисунок 8.14 — Оформление на чертежах лйний-выносок
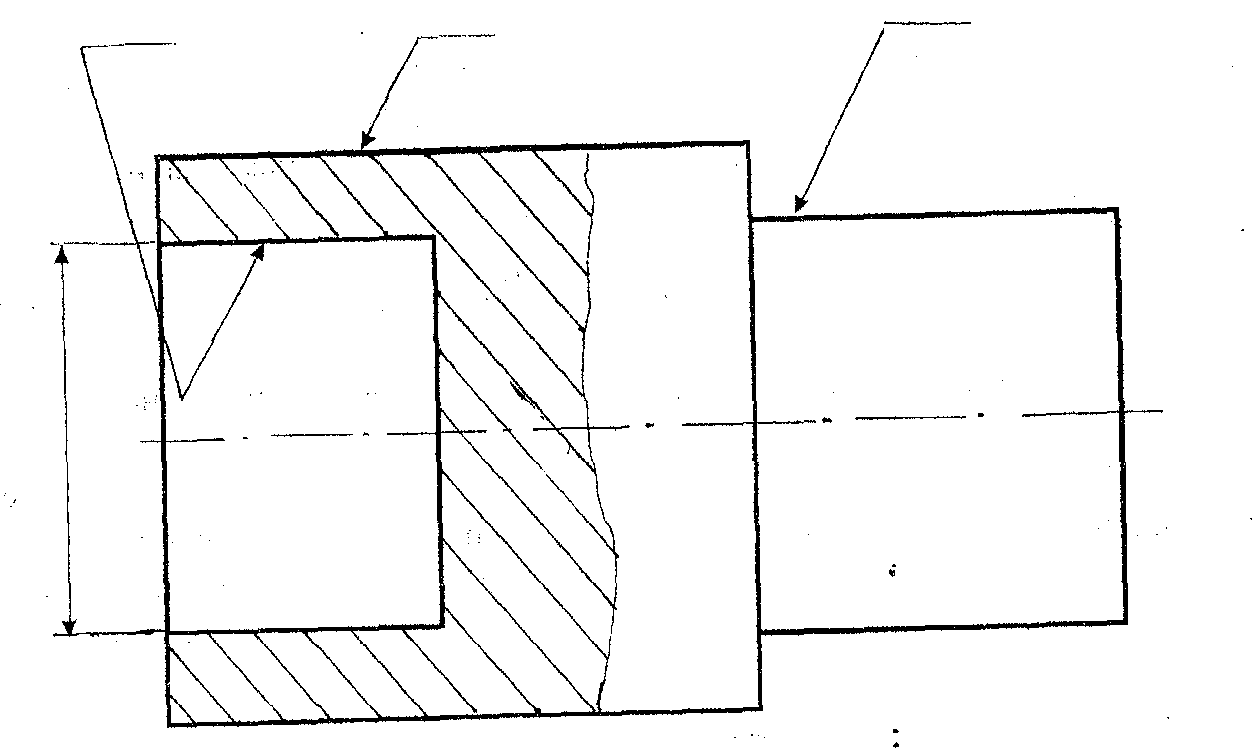
Рисунок 8.15 — изображение на чертежах линий-выносок
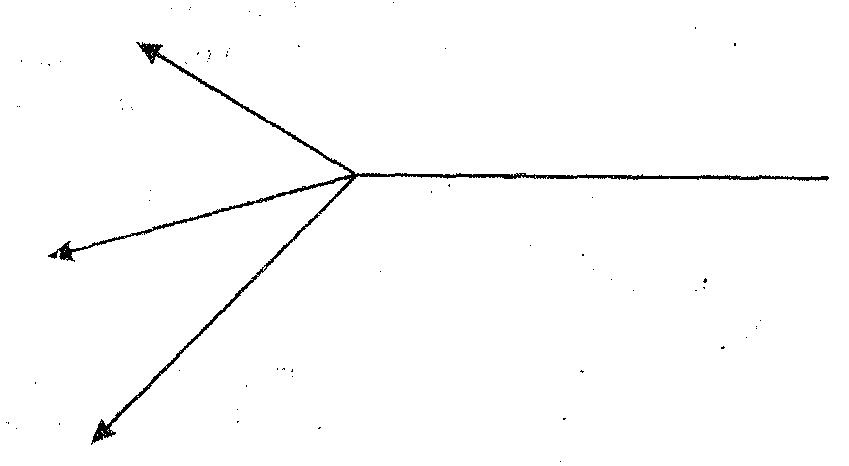
Рисунок 8.16 - Изображение на чертежах двух и более линий-выносок от одной полки
На листах формата более А4 допускается размещение текста в две и более колонки. Ширина колонки должна быть не более 1, 85мм.
На чертеже оставляют место для продолжения таблицы изменений.
8.6.11 На чертеже изделия, для которого стандартом установлена таблица параметров (например, зубчатого колеса, червяка и т. п.), ее помешают по правилам установленным соответствующим стандартом. Все другие таблицы размещают на свободном месте поля чертежа справа от изображения или ниже его и выполняют по ГОСТ 2. 105- 79.
8.6.12 Технические требования на чертеже излагают, группируя вместе однородные и близкие по своему характеру требования. По возможности в следующей последовательности:
а) требования, предъявляемые к материалу, заготовке, термической обработке и к свойствам материала готовой детали. Указание материалов--заменителей
б) размеры, предельные отклонения размеров, формы и взаимного расположения поверхностей, массы и т.п.,
в) требования к качеству поверхностей, указания об их отделке, покрытий;
г) зазоры, расположение отдельных элементов конструкции:
д) требования, предъявляемые к настройке и регулированию изделия;
е) другие требования к качеству изделий, например, бесшумность, виброустойчивость самоторможение и т. п.:
ж) условия и методы испытаний;
з) указания о маркировании и клеймении;
и) правила транспортирования и хранения;
к) особые условия эксплуатации;
л) ссылки на другие документы, содержащие технические требования, распространяющиеся на данное изделие, но не приведенные на чертеже.
8.6.13 Пункты технических требований должны иметь сквозную нумерацию. Каждый пункт технических требований записывают с новой строки.
8.6.14 Заголовок ‘Технические требования’ не пишут.
8.6.15 В случае если необходимо указать техническую характеристику изделия, ее размещают отдельно от технических требований с самостоятельной нумерацией пунктов, на свободном поле чертежа под заголовком “Техническая характеристика” При этом над техническими требованиями помещают заголовок “Технические требования”. Оба заголовка не подчеркивают.
8.6.16 При выполнении чертежа на двух и более листах текстовую часть помешают только на первом листе независимо от того, на каких листах находятся изображения, к которым относятся указания, приведенные в текстовой части.
Надписи, относящиеся к отдельным элементам предмета и наносимые на полках линий-выносок, размещают на тех листах чертежа, на которых они являются наиболее необходимыми для удобства чтения чертежа.
8.6.17 для обозначения на чертеже изображений (видов, разрезов, сечений), поверхностей, размеров и других элементов изделия применяют прописные буквы русского алфавита, за исключением букв Й, О, Х, Ъ, Ы. Ь.
Буквенные обозначения присваивают в алфавитном порядке без повторения и, как правило, без пропусков, независимо от количества листов чертежа. Предпочтительно обозначать сначала изображения.
В случае недостатка букв применяют цифровую индексацию, например: “А”; “А1”;”А2”; “Б-Б”“БI-Б1”; “Б2-Б2”.
Буквенное обозначения не подчеркивают.
8.6.18 Размер шрифта буквенных обозначений должен быть больше размера цифр размерных чисел, применяемых на том же чертеже, приблизительно в два раза.
Если на чертеже отыскание дополнительных изображений (сечений, размеров, дополнительных видов, выносных элементов) затруднено вследствие большой насыщенности чертежа или выполнения его на двух и более листах, то дополнительные изображения отмечают указанием номеров листов или обозначений зон, на которых эти изображения помещены (рисунок 8.17.).
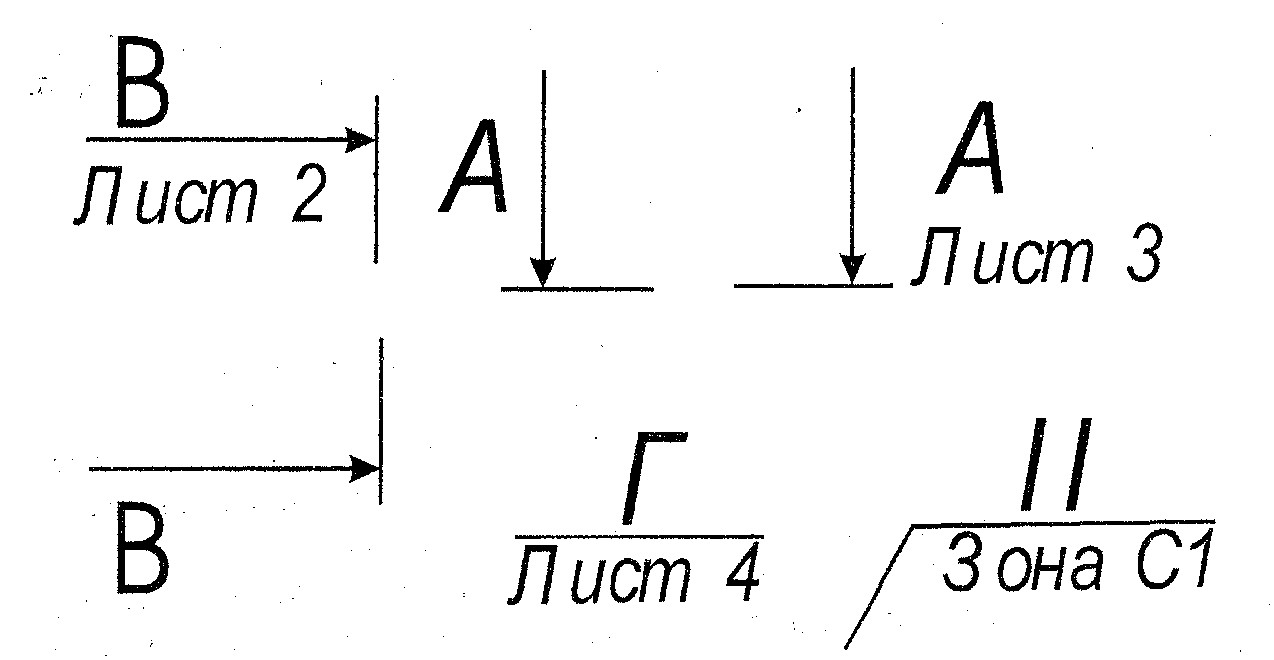
Рисунок 8.17 Обозначение дополнительных изображений на чертежах
В этих случаях над дополнительными изображениями у их обозначений указывают номера листов или обозначения зон, на которых дополнительные изображения отмечены (рисунок 8.17).
8.7 Правила обозначения материалов на чертежах изделий и в основной надписи
На чертежах деталей помешают необходимые данные, полностью характеризующие свойства материала готовой детали и материала, из которого она изготавливается, т. е. заготовки детали. При этом в основную надпись вносят сведения, характеризующие материал заготовки, а данные о материале готовой детали, если они отличаются от свойства материала заготовки, помещают на поле чертежа в технических требованиях.
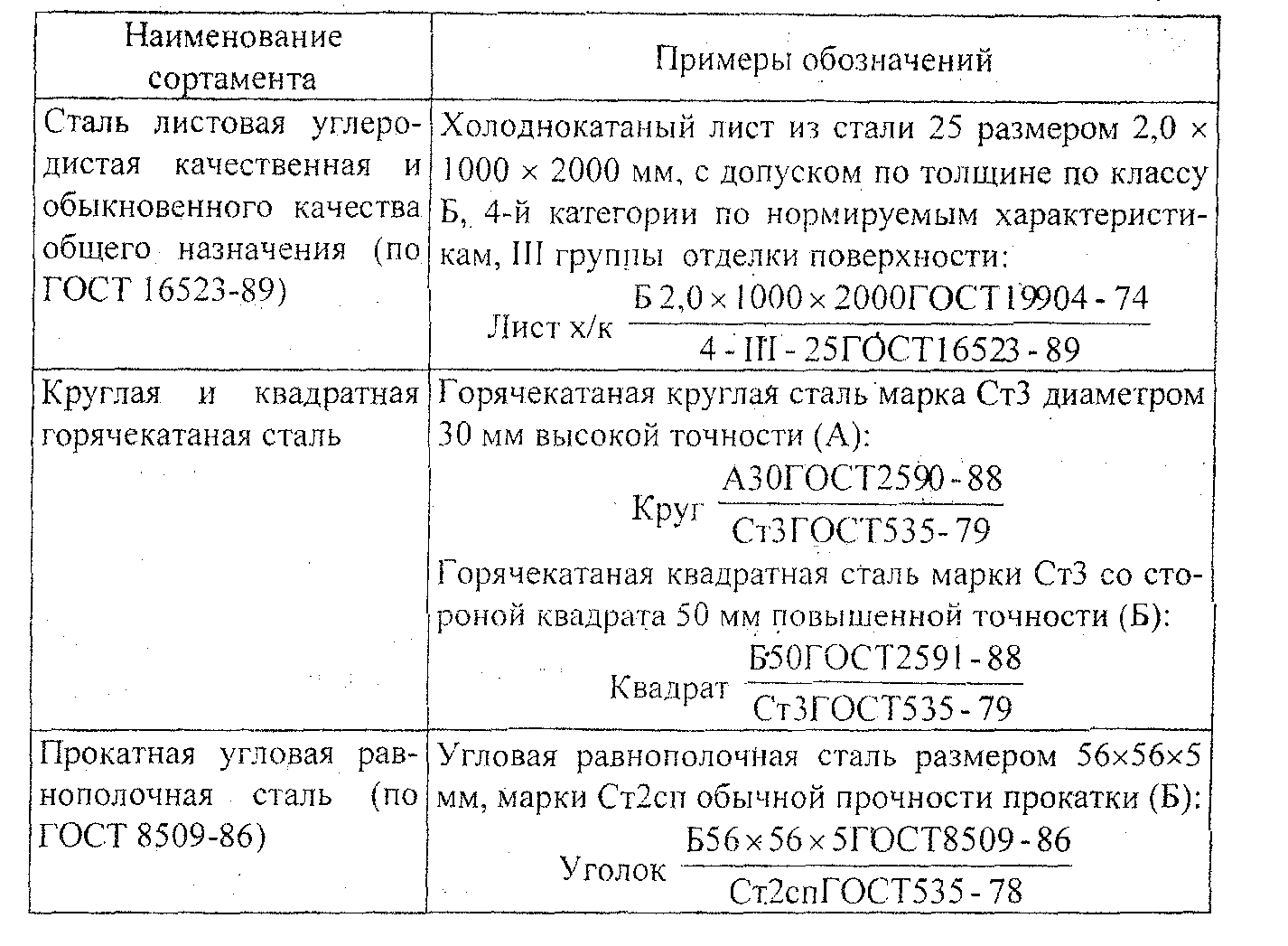
Характеристика материала, указываемая в основной надписи чертежа детали, записывается условным обозначением, установленном стандартом для этого материала (таблица 8.4).
Таблица 8.4 — Условное обозначение характеристики материала
 ПЕРЕПЕЧАТАТЬ
ПЕРЕПЕЧАТАТЬ| Наименование сортамента | Примеры обозначения |
| Сталь листовая углеродистая качественная и обыкновенного качества общего назначения (по ГОСТ 16523-89 ) | Холоднокатаный лист из стали 25 размером 2,0 х 1000 х 2000 мм, с допуском по толщине по классу Б, 4-й категории по нормируемым характеристикам, III группы отделки поверхности: |
| | |
Применяются условные обозначения, содержащие только наименования материала, марку материала и номер стандарта, в котором содержится полная характеристика указанной марки материала, например:
Серый чугун СЧ10 ГОСТ 1412-85;
Ковкий чугун КЧ30 ГОСТ 1215-79;
Сталь 15 ГОСТ 1050-74;
Сталь Ст.З ГОСТ 380-88.
8.8 Правила выполнения схем и диаграмм
ГОСТ 2.701-84 устанавливает виды, типы и общие требования к выполнению схем.
8.8.1 Схемы конструкторские документы, на которых составные части изделия, их взаимное расположение и связи между ними изображены условно.
В зависимости от элементов, входящих в состав изделия, и связей между ними схемы разделяют на следующие виды: кинематические (К), гидравлические (Г), пневматические (П), и электрические (Э).
8.8.2 Схемы выполняют без соблюдения масштаба на листах стандартного формата с основной надписью по ГОСТ 2. 701- 84 ЕСКД. При этом действительное пространственное расположение составных частей изделия можно не учитывать.
Элементы изделия изображают в виде условных графических обозначений, устанавливаемых соответствующими стандартами ЕСКД. Связь между ними показывают линиями связи, условно представляющими собой валы, муфты, трубопроводы, кабели и т.п.
8.8.3 Схемы следует выполнять компактно, количество изломов и пересечений линий связи должно быть минимальным. Элементы, составляющие отдельное устройство, на схеме выделяют штрих- пунктирными линиями с указанием наименования этого устройства. На схеме одного вида допускается изображать элементы схем других видов, непосредственно влияющих на работу изделия. Эти элементы и их связи, изображают штриховыми линиями.
Схемам присваивают обозначение соответствующего им изделия. После обозначения следует записывать шифр схемы. Наименование схемы указывают в основной надписи после наименования изделия.
8.8.4 Кинематические схемы необходимо изображать в соответствии с ГОСТ 2.703 —68.
Все элементы схемы должны быть изображены условными графическими обозначениями по ГОСТ 2.770-68 или упрощенно внешними очертаниями.
8.8.5 Гидравлические и пневматические схемы необходимо изображать в соответствии с ГОСТ 2.701-84 и ГОСТ 2.704-76.
Все элементы схем должны быть изображены условными графическими обозначениями по ГОСТ 2.780-96, ГОСТ 2.782-96 и ГОСТ 2.784-96.
8.8.6 Электрические схемы необходимо изображать в соответствии с ГОСТ 2.704-84, ГОСТ 2.702-75 и ГОСТ 2.708-8 1. Все элементы схемы должны быть изображёны условными графическими обозначениями по ГОСТ 2.747-68.
8.8.7 Диаграммы. изображающие функциональную зависимость двух или более переменных величин в системе координат, необходимо изображать в соответствии с Р 50-77-88.
88.8 Разработку программ и программной документации для вычислительных машин, комплексов и систем необходимо выполнять согласно требованиям комплекса государственных стандартов, устанавливающих взаимосвязанные правила разработок, оформления и обращения программной документации (ЕСПД).
8.9 Правила выполнения учебных плакатов
ГОСТ 2.605-68 устанавливает правила выполнения учебных плакатов.
8.9.1 Учебно-технические плакаты предназначены для изучения конкретной темы, например:
а) конструкций, принципов действия, приемов использования и технического обслуживания изделия;
б) технологических процессов;
в) областей технических знаний.
Каждый плакат должен содержать:
а) заголовок;
б) изобразительную часть;
в) пояснительный текст (при необходимости).
8.9.2 Заголовок плаката ‘должен быть кратким и соответствовать содержанию плаката. Наименование плаката должно быть дано в виде заголовка в верхней средней части плаката.
8.9.3 Изобразительная часть плаката должна иметь данные, поясняющие содержание темы:
а) для изделий - наружные виды и разрезы с показом конструктивного устройства и взаимодействия составных частей, схемы, таблицы, формулы, графики, диаграммы различного назначения, поясняющие устройство и правила эксплуатации изделия, и при необходимости - указания по техническому обслуживанию;
б) для технологических процессов - условное или схематическое изображение оборудования в технологической последовательности, а также приемов работы на нем.
8.9.4 Расцветка составных частей изделия, связей, цепей и т.п. должна, по возможности, соответствовать их цвету в изделии. Количество цветов на плакате должно быть не более шести, включая черный.
8.9.5 Пояснительный текст плаката должен располагаться на свободном поле плаката и содержать наименование изображенных на плакате составных частей изделия, пояснения обозначений, помещенных на схемах.
Наименования, обозначения элементов, текстовая часть плакатов должны соответствовать наименованиям, условным обозначениям и текстовой части документации, для иллюстрации которой предназначены плакаты.
8.9.6 Составные части изделия, изображенные на плакате, должны иметь сквозную нумерацию. Номера позиций должны располагаться на линиях-выносках в возрастающем порядке по часовой стрелке. Линии-выноски должны быть выполнены в соответствии с ГОСТ 2.3 1 6-68.
8.10 Правила выбора и оформления технологических
документов, применяемых при изготовлении и ремонте изделий.
8.10.1 Комплектность технологических документов устанавливается в зависимости от типа и характера производства по ГОСТ 3.1119- 83 .
8.10.2 При оформлении технологических документов, применяемых при изготовлении изделий, следует использовать ГОСТ 3.1128 -93 ЕСКД.
8.10.3 Правила оформления документов, применяемых при ремонте изделий, определены ГОСТ 3.1115- 79.
8.11 Общие требования к чертежам
ГОСТ 2.109-73 устанавливает общие требования к чертежам.
8.11.1 Чертежи общего вида
Чертежи общего вида (ГОСТ 2.118 -73 и ГОСТ 2.120-73) - это документ, определяющий конструкцию изделия и взаимодействие его составных частей и поясняющий принцип работы изделия.
Чертеж общего вида должен включать следующие элементы:
а) виды, размеры и сечения изделия, надписи и текстовую часть, необходимые для понимания его конструктивного устройства, взаимодействия его составных частей и принципы работы;
б) наименование (если возможно, то и обозначение) составных частей изделия, для которых объясняется принцип работы приводятся технические характеристики, материал, количество составных частей, с помощью которых описывается принцип его работы поясняют изображения общего вида и состав изделия;
в) необходимые габаритные, присоединительные, установочные и конструктивные размеры и, если требуется, схему изделия и технические характеристики.
Чертеж общего вида выполняют с упрощением, предусмотренным стандартом на оформление рабочих чертежей. Составные части изделия (в том числе заимствованные и покупные) изображают упрощенно (отдельные даже контурными очертаниями), если при этом понятны конструктивное устройство, взаимодействие составных частей и принцип работы изделия. Составные части изделия могут изображаться на одном листе с общим видом или на отдельных последующих листах чертежа общего вида.
Выносные элементы изображения обозначают римскими цифрами, а виды, разрезы, сечения, поверхности, размеры и другие элементы чертежа - прописными буквами русского алфавита
Наименования и обозначения составных частей изделия указывают двумя способами:
1) на полках линий - выносок, проведенных от деталей на чертеже общего вида;
2) в таблице, выполненной на отдельных листах формата А4, в качестве последующих листов чертежа общего вида.
При наличии таблицы номера позиций составных частей изделия указывают на полках линий-выносок в соответствии с этой таблицей.
8.11.2 Сборочные чертежи
Сборочный чертеж должен содержать следующие элементы:
а) изображение сборочной единицы, дающее представление о взаимной связи составных частей, соединяемых по данному чертежу и обеспечивающих возможность осуществления сборки и контроля сборочной единицы. Допускается на сборочных чертежах помешать схемы соединения или расположения составных частей, если их не оформляют как самостоятельные документы. При необходимости на сборочных чертежах приводят данные о работе изделия и взаимодействии его частей;
б) размеры, предельные отклонения и другие параметры и требования, которые должны быть выполнены или проконтролированы по данному сборочному чертежу. Допускается указывать в качестве справочных размеры деталей, определяющие характер сопряжения;
в) указания о характере сопряжения и методах его осуществления, если точность сопряжения обеспечивается не заданными предельными отклонениями размеров, а подбором, пригонкой, а также указания о выполнении неразъемных соединений;
г) номера позиций составных частей входящих в изделие;
д) габаритные размеры изделия;
е) установочные, присоединительные и другие необходимые справочные размеры;
ж) координаты центра масс (при необходимости);
з) техническую характеристику изделия (при необходимости).
8.11.3 Габаритные чертежи
Габаритные чертежи не предназначены для изготовления по ним изделий и не должны содержать данных для изготовления и сборки.
Габаритный чертеж выполняют с максимальными упрощениями, но так, чтобы были видны крайние положения перемещающихся, выдвигаемых или откидываемых частей.
Число видов должно быть минимальным, но достаточным, чтобы дать представление о внешних очертаниях изделия. Изображение изделия выполняют сплошными основными линиями, а очертания частей, перемещающихся в крайние положения - тонкими штрихпунктирными с двумя точками.
На габаритном чертеже наносят габаритные, установочные и присоединительные размеры, определяющие положение выступающих частей, не указывая, что все эти размеры справочные. Установочные и присоединительные размеры, необходимые для увязки с другими изделиями, должны быть с предельными отклонениями. На габаритном чертеже можно указывать условия применения, хранения, транспортирования и эксплуатации изделия.
8.11.4 Монтажные чертежи
Монтажный чертеж должен содержать:
а) изображение монтируемого изделия;
б) изображение изделий, применяемых при монтаже, а также полное или частичное изображение устройства (конструкции, фундамента), к которому изделие крепится;
в) установочные и присоединительные размеры с предельными отклонениями;
г) перечень составных частей, необходимых для монтажа;
л) технические требования к монтажу изделия.
Монтажный чертеж выполняют по правилам, установленным для сборочных чертежей, с учетом дополнительных правил, разработанных для монтажных частей.
Монтируемое изделие изображают упрощенно внешними очертаниями, за исключением тех элементов конструкции, которые необходимы для правильного монтажа и выполняются с необходимыми подробностями. Устройство, к которому крепится изделие (объект, фундамент) изображают упрощенно сплошными тонкими линиями. Наименование и обозначение устройства, к которому крепится монтируемое изделие, указывают на полке линии- выноски или непосредственно на изображении.
8.11.5 Чертежи деталей
Чертеж детали должен содержать:
а) обозначение размеров;
б) обозначение предельных отклонений размеров;
в) обозначение предельных отклонений геометрической формы и расположения поверхностей;
г) обозначение шероховатости поверхностей, деталей;
л) обозначение покрытий и показателей, свойств материала готовой детали;
е) технические требования к материалу, размерам и форме детали и другие данные, которым она должна соответствовать перед сборкой.
Если деталь будет обрабатываться в процессе сборки и изготовляется с припуском, то на изображении наносят размеры, предельные отклонения, шероховатость и т.д., которым она должна соответствовать после сборки. Такие размеры заключают в круглые скобки, о чем делают запись в технических требованиях по типу: “Размеры в скобках - после сборки”.
На чертежах деталей, подвергаемых покрытию, указывают размеры и шероховатость поверхности до покрытия, допускается указывать одновременно размеры и шероховатость поверхности до и после покрытия.
Если в окончательно изготовленной детали должны быть центровые отверстия по ГОСТ 14034-74, то их изображают упрощенно с указанием только обозначения по ГОСТ 14034-74. При наличии двух центровых отверстий изображают одно из них.
8.12 Нормоконтроль
Нормоконтроль дипломной работы (проекта) проводится в соответствии со стандартом предприятия.
Проведение нормоконтроля должна быть направлено на:
- соблюдение в разрабатываемых работах (проектах) норм и требований, установленных в стандартах и другой нормативно- технической документации;
- правильность выполнения конструкторских, технологических и других документов в соответствии с требованиями действующих систем стандартов (ЕСКД, ЕСТД, ЕСТПП И ДР);
- достижения в разрабатываемых работах (проектов) высокого уровня стандартизации, унификации и т.д. Нормоконтроль дипломных работ проводится преподавателями кафедры.
9. ГОТОВНОСТЬ И ПОРЯДОК УТВЕРЖДЕНИЯ РАБОТА
9.1 Готовность отдельных материалов работы (проекта) определяется руководителем и нормоконтролером, подтверждается их подписью на каждом листе графического материала и установленных местах текстового материала.
Работа считается готовым при условии выполнения всех разделов, предусмотренных заданием на дипломное проектирование.
9.2 Готовая работа подписывается по порядку:
- исполнителем работы;
- консультантами;
- руководителем работы;
- нормоконтролером.
Для реальных работ желательно приложения акта о внедрении или заключения компетентных лиц о применимости разработанной работы или проектируемого изделия на конкретном предприятия.
9.3 Отдельные дипломные работы (проекты) рассматриваются рабочей комиссией кафедры, решающей вопрос о соответствии работы заданию и его готовности к защите или необходимости внесения в него дополнений или исправлений.
9.4 После этого дипломная работа (проект) представляется на подпись зав. кафедрой при наличии письменного отзыва руководителя и направляется на рецензию.
9.5 Полностью оформленная работа (проект) с рецензией допускается к защите перед Государственной аттестационной комиссией. Защита производится в соответствии с положением о высшей школе.
10 ПРАВА И ОБЯЗАННОСТИ РУКОВОДИТЕЛЯ
Руководитель имеет право определять содержание и направленность дипломной работы, требовать от дипломника строго соблюдения ГОСТ, СТП и существующих методик по проектированию технологических процессов и конструированию изделий, изменить наименование и содержание работы (проекта) в зависимости от результатов проектирования, допускать или не допускать дипломника к защите, принимать решение о завершении проектирования. Имеет право пользоваться результатами проектирования.
Руководитель обязан давать дипломнику необходимые консультации в период, определяемый расписанием консультаций, отвечает за содержание и качество технических решений наравне с дипломником, информировать еженедельно выпускающую кафедру о ходе дипломирования, представить отзыв на дипломную работу (проект), в котором характеризуется способность дипломника к самостоятельной инженерной деятельности.
11 ПРАВА И ОБЯЗАННОСТИ СТУДЕНТА
Студент имеет право в процессе дипломирования пользоваться библиотекой, аудиториями и лабораториями, получать от руководителя и консультантов консультации, предлагать решения технических задач и агрументированно отстаивать их правомерность. В случае отсутствия разрешения руководителя или консультантов на защиту дипломной работы (проекта) имеет право представить его без их согласия, при наличии разрешения выпускающих кафедр и положительной рецензии.
Студент- дипломник обязан подчиняться требованиям руководителя и консультантов как по вопросам технических решений, так и дисциплины труда, представить в срок законченную дипломную работу (проект) с соблюдением всех правил и требований по оформлению. Может использовать результаты проектирования в дальнейшей работе.
12 СПИСОК ЛИТЕРАТУРЫ
- Напольский Г.М. Технологические проектирование АТП и СТО.–М.: Транспорт, 1993.-271с.
- Ремонт дорожных машин,автомобилей и тракторов./Под редакцией В.А.Зорина-М.:Академия,2006.-510 с.
- Фастовцев Г.Ф. Автотехобслуживание.–М.: Машиностроение,
1985.-256 с.
- Халявич А.И. Обслуживание автомобилей населения. – М.: Транспорт, 1985.-239с.
- Попржедзинский Р.А. Технологическое оборудование для ТО и ремонта легковых автомобилей.- М.: Транспорт, 1988.-176с.
- Марков О.Д. Справочное пособие инженера-экономиста автосервиса. – К.: Техника, 1988.-96 с.
- Табель технологического оборудования и спец. инструмента для станций технического обслуживания легковых автомобилей, принадлежащих гражданам.- М.: НАМИ, 1988.-76с.
- Суханов Б.Н., Борзых И.О., Бедарев Ю.Ф. Техническое обслуживание и ремонт автомобилей: пособие по курсовому и дипломному проектированию.- М.: Транспорт, 1985.-224 с.
- Краткий автомобильный справочник / Под ред. А.Н. Позизовский и др.- М.: Транспорт,1985.-223с.
- Кузнецов Ю.М. Охрана труда на автомобильном транспорте – М.: Транспорт, 1990.-287 с.
- Положение о техническом обслуживании и ремонте подвижного состава автомобильного транспорта.- М.: Транспорт, 1986г.
- Техническая эксплуатация автомобилей./Под редакцией проф.Г.В. Крамаренко.- М.: Транспорт, 1986г.
- Кузнецов Е.С. Техническая эксплуатация автомобилей.- М.: Транспорт, 1991г.
- Кузнецов Е.С. Управление технической эксплуатацией автомобилей.- М.:Транспорт, 1990 г.
- Анисимов А.П. Экономика , организация и планирование автомобильного транспорта.-М.: Высшая школа,1986г.
- Напольский Г.М.Основные положения и нормативы технологического проектирования автотранспортных предприятий.- М.: МАДИ, 1992г.
- Салов А.И. Охрана труда на предприятиях автомобильного транспорта.-М.: Транспорт, 1985г.
- Справочная книга по охране труда в машиностроении. /Под редакцией проф. О.Н.Русака.- Ленинград.: Машиностроение, 1989г.
- Аксенов И.Я. Транспорт и охрана окружающей среды.- М.: Транспорт, 1986г
- Карташов В.П. Технологическое проектирование автотранспортных предприятий.- М.:Транспорт, 1981г.
- Типовые нормы времени на ремонт грузовых автомобилей в условиях автотранспортных предприятий.- М.: Экономика, 1989г.
- Морошников Л.В. Организация и технология диагностирования подвижного состава АТП.-М.: Транспорт,1981г.
- Дунаев А.П. Организация диагностирование при обслуживании автомобилей.-М.:Транспорт,1987 г.
- Дунаев П.Ф., Леликов О.П. Расчет допусков размеров–М.: Машиностроение, 1981.-1989 с.,илл
- Допуски и посадки. Справочник В 2-х ч/Под ред . Мягков, М.А.Палей, А.Б.Романов, В.А. Брагинский- 6-е изд.перераб. и.доп.- Л.: Машиностроение, 1983. Ч.2., 448 с.,илл.
- Якушев А.Н. и др. Взаймозаменяемость, стандартизация и технические измерения: Учебник для вузов /Под ред А.И. Якушева, Л.Н. Воронцов, Н.М.Федотов.- 5-е изд. перераб. И. доп.- М.: Машиностроение,1987.- 352 с., илл.
- Новиков М.П. Основы технологии сборки машин и механизмов.- М.: Машиностроение, 1969.-632с: илл.
- Новиков М.П. Основы технологии сборки машин и механизмов.-
М.:Машиностроение,1980.-592с., илл.
- Сборка и монтаж изделий машиностроения: Справочник. В. 2-х т./ Ред. Совет В.С. Корсаков ( пред) м.др.- М.: Машиностроение, 1983.-Т1., 480 с.илл.
- Справочник металлиста. В-5-ти т. Т.3./ Под ред А.Н. Малова- М.: Машиностроение, 1977.-748с.,илл.
- Единый тарифно- квалификационный справочник работ и профессий рабочих.-М.: Машиностроение, 1970.-65 с.
- Общемашиностроительные нормативы времени на слесарно- сборочные работы по сборке машин.- Массовое и крупносерийное производство.-М.: Машиностроение, 1973.-146с.
- Общемашиностроительные нормативы времени на слесарную обработку и слесарно-сборочные работы по сборке.Мелкосерийное и единичное производство.- М.: Машиностроение, 1973.-235с.
- Ковка и штамповка: Справочник. В 4-х т. / Ред. Совет: Е.И. Семенов (пред) и др. – М.:Машиностроение, 1985.- Т.1.; 544 с., илл.,1986. – Т. 2, 592 с. : илл ., 1986.-Т.3. 500 с.,илл 1987.- Т.4.,544с.,илл.
- Дмитриевич А.М. Справочник литейщика.- Минск.: Вышейшая
школа, 1989.-381с.
36. Косилова А.Г., Мещеряков Р.К., Калинин М.А. Точность
обработки, заготовки и припуска в машиностроении.
Справочник технолога.-М.: Машиностроение, 1976.- 288с., илл.
37 Справочник технолога- машиностроителя в 2-х т. Т.1/ Под
ред. А.Г. Косиловой и Р.К. Мещерякова- 4-е изд, перераб.
И доп.- М.: Машиностроение, 1985.-656с.
38. Справочник технолога- машиностроителя в 2-х т. Т.2/ Под
ред. А.Г. Косиловой и Р.К. Мещерякова- 4-е изд, перераб.
И доп.- М.: Машиностроение, 1986- 496 с.
39.Гурин Ф.В. Технология автомобилестроения.- М.:
Машиностроение, 1986г.
40. Дехтаринский Л.В. Ремонт автомобилей.- М.: Транспорт, 1992.-259с.
41. Шадричев В.А. Основы технологии автостроения и ремонт
автомобилей. -Л.: Машиностроение, 1976.-500с.
42. Апенесенко В.С. Проектирование авторемонтных
предприятий.– Минск.: Вышэйшая школа,1972.-240с.
43. Воробьев Л.Н. Технология машиностроение и ремонт машин.- М.:
Машиностроения,1981.- 344с.
44. Добрыднев И.С. Курсовое проектирование по предмету
«Технология машиностроения» - М.: Машиностроение, 1985.-184с.
45. Худобин И.С. Курсовое проектирование по предмету
«Технология машиностроения» - М.: Машиностроение,1989.- 288с.
46.Кошкин К.Т. Технология авторемонтного производства.- М.:
Транпорт,1969.-568с.
47. Канарчук В.Е. Восстановление автомобильных деталей.- М.:
Транспорт, 1995.- 301с.
48. Правила технического обслуживания и ремонта тепловозов типа ТЭЗ и ТЭ10 – М.:1986 259с.
49.Рахматулин М.Д. Технология ремонта тепловозов.-М.:Транспорт,1983.319с.
50. Правила ремонта электрических машин тепловозов.- М.:Транспорт,1979.-140с.
51. Данилевский В.В. Лабораторные работы и практические занятия по технологии машиностроения. – М.: Высшая школа, 1988.-222с.
52. Зеленков Г.И. Технология ремонта дорожных машин и основы проектирования ремонтных предприятии.- М.: Высшая школа,1972.- 435с.
53. Колев К.С. Технология машиностроения. – М.: Высшая школа,1977.-252с.
54. Ковшов А.Н. Технология машиностроения.- М.: Машиностроения, 1987.-312с.
55. Технология вагоностроения и ремонта вагонов. /Под ред.
В.С. Герасимова. -М.:Транспорт, 1988.-372с.
56. Богданов А.Ф., Чурсин В.Г., Эксплуатация и ремонта колесных пар вагонов.- М.:Транспорт, 1985.-143с.
57. Амелина А.А. Устройство и ремонт вагонных букс с роликовыми подшипниками. -М.: Транспорт, 1975.-124г.
58. Казарновский С.Н. Лакокрасочные материалы для железнодорожного транспорта.- М.: Химия, 1974.-156с.
59. Миклашевский С.Н. Полимеры в вагоноремонтном производстве.- М.: Транспорт, 1979.- 148с.
60. Мотовилов К.В., Лукашич В.С., Криворудченко В.Ф. Петров.А.А. Технология производства и ремонт вагонов.-М.:Маршрут,2003.-382с.
61. Быков Б.В. Пигарев В. Б.Технология ремонта вагонов.- М.: Желдориздат, 2001.- 559с.ил.
62. Технологический классификатор деталей машиностроения и приборостроения. М.: Изд-во стандартов, 1987.- 256с.
63. Шарц А.З. и др. Машины для строительства и содержания дорог и аэродромов.- М.: Машиностроение, 1985.-336с.
64.Баловнев В.И. и др. Дорожно-строительные машины и комплексы .- М.:
Машиностроение, 1988.-384с
65. Хархута. Н.Я. и др. Дорожные машины. Теория, конструкция и расчет.-Л.: Машиностроение, 1976.-416 с
66. Артемьев К.А. и др. Дорожные машины, ч. II Машины для устройства дорожных покрытий. – М.: Машиностроение, 1982.-292 с
67. Дорожно - строительные машины. Справочник ./ Под редакцией А.А. Васильева.- М.: Машиностроение, 1977.-344с
68. Машины для скоростного строительства автомобильных дорог и аэродромов. / Под редакцией Ю.Б. Дейнего.- М.: Машиностроении,
1982.-218 с.
69. Эксплуатация специальных автомобилей для содержания и ремонта дорог. /Под редакцией Л.Ц. Афанасьева.- М.: Машиностроение, 1983.-283 с.
70. Повышение эффективности использования дорожных машин. / Под редакцией А.П. Крившина. – М.: Транспорт, 1980-283с.
71. Гальперин М. И. и Домбровский Н.Г. Строительные машины. – М.: Машиностроение, 1971-376 с.
72. Евгеньев И.Е. и др. Защита природной среды при строительстве, ремонте и содержании автомобильных дорог. – М.: Транспорт, 1980.- 283 с.
73. Двигатели внутреннего сгорания./ Под редакцией В.Н. Луконина. – М.:
Высшая школа, 1984.- 455с.
74. Взоров В.А. и др. Тракторные дизели. Справочник. – М.:Машиностроение, 1981.-373 с.
75. Погрузочно- разгрузочные работы. Справочник строителя./ Под редакцией М.П. Ряузова. – М.: Стройиздат, 1980.- 412с.
76. Рейш А.К. и др. Машины для земляных работ. Справочное пособие по строительным машинам.- М.: Стройиздат, 1981.-222с.
77. Куклин Н.Г., Куклина Н.Г. Детали машин.- М.: Машиностроение,1979.-392с.
78. Пукович Г.М. и др. Сборник задач и примеров расчета по курсу детали машин.- М.:Машиностроение, 1975.-273 с.
79.Вайнсон А.А. Подъемно- транспортные машины.- М.: Машиностроение,1975.-412 с.
80. Адлер Ю.П., Маркова Е.В., Грановский Ю.В.Планирование эксперимента при поиске оптимальных условий. -М.:Нацка, 1971.-283с.
81. Планирование эксперимента в исследовании технологических процессов / Под ред.Э.К.Лецкого.- М.:Мир, 1977.-552 с.
82. Спиридонов А.А. Планирование эксперимента при исследовании технологических процессов.- М.: Машиностроение,1981.-184с.
83. Техническое обслуживание и ремонт автомобилей./ Под редакцией В.М. Власова- М.: Академия, 2006.-480с.