
Руководящие технические материалы по сварке и контролю качества соединений арматуры и закладных изделий железобетонных конструкций (ртм 393-94)
| Вид материала | Документы |
- Welded reinforcing products and inserts welded joints of reinforcement and inserts, 1262.53kb.
- Рекомендации. Рекомендации по натурным обследованиям железобетонных конструкций госстрой, 940kb.
- "Обеспечение качества, долговечности и надежности железобетонных конструкций", 44.83kb.
- Рекомендации по обеспечению надежности и долговечности железобетонных конструкций, 2314.01kb.
- Организация производства железобетонных изделий с использованием новых технологий, 14.94kb.
- 2. Технические характеристики, 53.54kb.
- Ое предприятие жбк-3 было основано в 1952 году, как базовое предприятие по производству, 17.94kb.
- Разработанная технология позволяет быстро и качественно приваривать стержни из арматурной, 59.54kb.
- Требования к выдаче свидетельства о допуске к работам по монтажу сборных железобетонных, 33.04kb.
- Бизнес-план организация цеха железобетонных изделий, 1068.04kb.
6.9. Ванная сварка под флюсом комбинированных соединений спаренных стержней
6.9.1. Конструкции и размеры стыковых комбинированных соединений спаренных горизонтально расположенных стержней типа С30-Мф должны соответствовать приведенным на рис.6.26 и в табл.6.18.
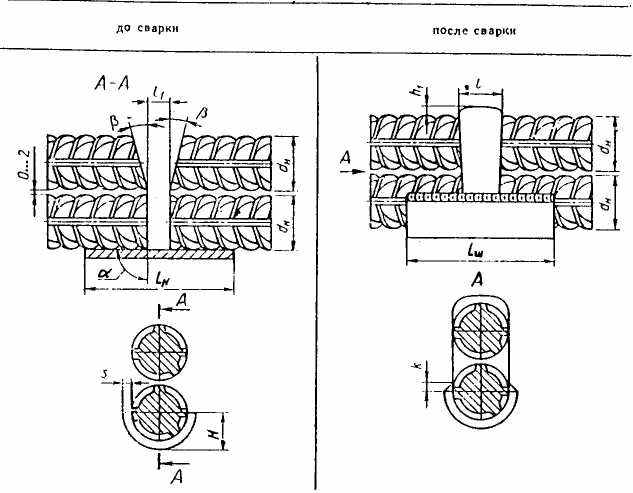
Рис.6.26. Конструкция горизонтального стыкового комбинированного соединения, спаренных стержней, выполняемого на стальных скобах-накладках и формующей инвентарной съемной детали (типы С30-Мф, С31-Мп и С32-Рс)
Таблица 6.18
| Размеры в мм | |||||||||||
| Обозначение типа соединения, способа сварки | Класс арматуры | d | l1 | a-10° | b | lн=lш | l | h1 | H | k | s |
| С30-Мф С31-Мп С32-Рс | А-III | 32-40 | 12-18 | 90° | 12-15° | 3dн + l1 | £1,3dн | (0,1-0,15)dн | dн/2+s | ³0,8s | 10 |
6.9.2. Оборудование, источники питания и сварочные материалы следует выбирать, руководствуясь указаниями и характеристиками, изложенными в табл.3.4 основного текста и приложения 6.
6.9.3. Конструкции и размеры инвентарных медных (медь любых марок) или графитовых (графит марки ЭЭГ, ЭГО, ЭГ1, ППГ и ПС) формирующих деталей должны быть аналогичны таковым, приведенным на рис.6.12 и в табл.6.7 без учета нижней четверти формы). Конструкция и размеры стальных скоб-накладок приведены на рис.6.22, которые при сборке стыковых соединений устанавливаются и фиксируются только на нижнем ряде спаренных стержней.
6.9.4. Комбинированное стыковое соединение спаренных стержней осуществляется в одном сечении при режимах и технике сварки, приведенных в п.6.3.5 с учетом использования стальных скоб-накладок по пп.6.8.5-6.8.7.
6.10. Сварка порошковой проволокой комбинированных соединений стержней
6.10.1. Конструкция и размеры стыковых комбинированных соединений арматурных стержней типов С25-Мп, С28-Мп, С31-Мп должны соответствовать приведенным на рис.6.21-6.26 и в табл.6.14-6.18.
6.10.2. Режимы и техника сварки комбинированных соединений стержней аналогичны приведенным в пп.6.4.1-6.4.6.
Примечание. Сварка одинарных горизонтальных, вертикальных, а также двухрядных комбинированных соединении стержней типов С26-Рс, С29-Рс и С32-Рс выполняется аналогично приведенным для порошковой проволоки с учетом режимов регламентированных паспортными данными электродов или табл.6.20.
Термитная сварка стыковых соединений арматуры*
* Настоящий раздел РТМ с незначительными изменениями составлен по временной инструкции, разработанной филиалом института "Оргэнергострой". За практической помощью при внедрении процесса термитной сварки следует обращаться по адресу; 197046, Санкт-Петербург, ул.Чапаева, 2а, к.84, в НПЦ "Термохим" (тел. 312-70-56).
Термитной сваркой можно соединять встык только горячекатаную арматуру классов A-I - A-III диаметрами от 20 до 40 мм.
Предпочтительно применять этот процесс сварки в монолитном железобетоне.
Применение такой сварки для термомеханически упрочненной арматуры классов Ат-IIIС и Ат-IVС не допускается.
6.11. Особенность процесса термитной сварки
6.11.1. Термитная (алюмо-термитная) сварка основана на использовании восстановленного металла, полученного в результате экзотермической реакции между порошкообразным алюминием и окислами железа (стальной окалиной). Для возбуждения экзотермической реакции необходим нагрев смеси до температуры 1200-1300°С.
6.11.2. Необходимая прочность литого металла, которым заполняется межторцевое пространство, достигается введением в термитную смесь легирующих добавок в виде различных ферросплавов.
6.11.3. Термитная сварка стержней арматуры осуществляется в двухкамерных формах по схеме, представленной на рис.6.27, в следующей последовательности:
- в реакционную камеру 1 формы засыпается термитная смесь, удерживаемая запорной пластинкой-клапаном 2;
- в сварочной камере (плавильном пространстве) 3 с заданным зазором устанавливаются собранные для сварки концы стыкуемых стержней 4;
- после поджигания смеси специальной термитной спичкой происходит реакция с выделением большого количества тепла;
- легкие частицы шлака всплывают вверх, а жидкий металл скапливается внизу. Через 10-15 с перегретый металл прожигает клапан 2 и через шлакоуловитель 5 по литниковым каналам 6 поступает в плавильное пространство, омывает торцы стержней и первые его порции скапливаются в сливной камере 7;
- объем сливной камеры, в зависимости от диаметра стержней подбирается таким, чтобы стержни прогрелись и начали оплавляться их торцы;
- расплавленный металл заполняет плавильное пространство и в процессе остывания кристаллизуется, образовывая сварное стыковое соединение.
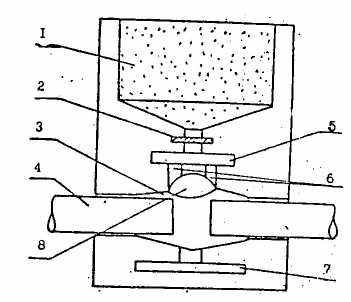
Рис.6.27. Схема выполнения термитной сварки
1 - реакционная камера; 2 - запорная пластинка (клапана); 3 - сварочная камера; 4 - свариваемые стержни; 5 - полость шлакоуловителя; 6 - литники; 7 - сливная камера; 8 - прибыль
6.11.4. Учитывая неординарные условия выполнения и организации работ при термитной сварке стыковых соединений арматуры, в приложении 11 отдельно выделены следующие вопросы:
- требования к квалификации сварщиков и инженерно-технических работников;
- требования к термитным сварочным смесям и средствам поджига;
- требования к формам, уплотняющим и герметизирующим материалам;
- требования к оснастке.