
Разработанная технология позволяет быстро и качественно приваривать стержни из арматурной стали диаметром до 30 мм к пластинам
| Вид материала | Документы |
- Адреса сервисных центров в Казахстане, 19.96kb.
- Методическое пособие Составитель А. Л. Цветкова Москва, 2004, 181.2kb.
- Ampelomyces Ces ex Schlecht, 16.69kb.
- Планирование деятельности налоговых органов организация и порядок проведения налогового, 905.28kb.
- Плата расширения на pic микроконтроллере для управления низкоскоростными периферийными, 24.74kb.
- Книга вознесения, 9380.26kb.
- Качественно решать существующие проблемы, обусловлена ускорением темпов развития общества, 69.74kb.
- Огиенко Оксана Николаевна аспирант огау, г. Оренбург e-mail: o ogienko@mail ru Достоверные, 171.83kb.
- Мальным режимам позволила увеличить предел выносливости стали 45 в 2,1 раза по сравнению, 29.85kb.
- Модель управления запасами, 289.91kb.
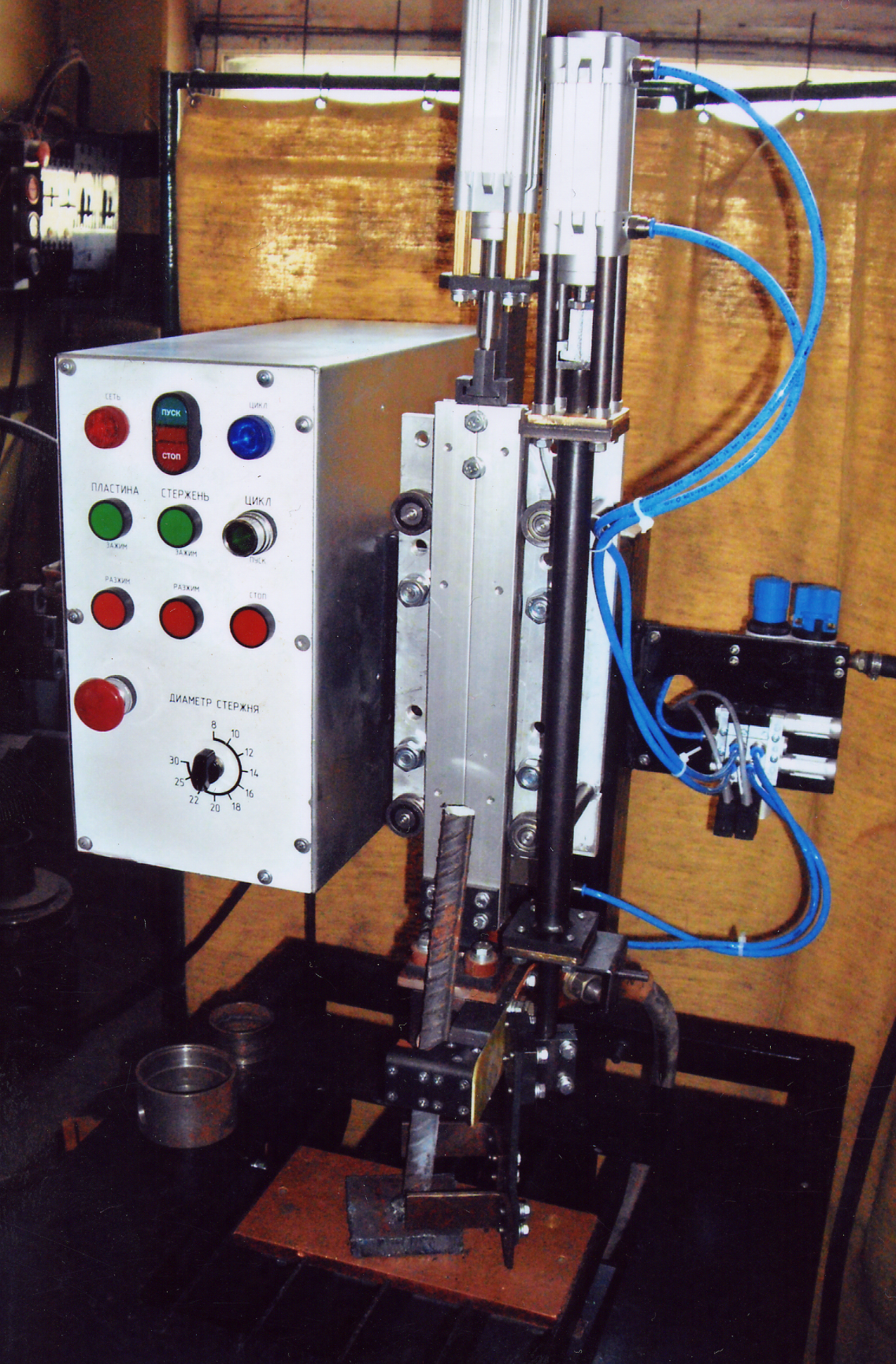
Установка типа АДФ-2001М
для приварки под флюсом стержней к закладным деталям строительных конструкций
Разработанная технология позволяет быстро и качественно приваривать стержни из арматурной стали диаметром до 30 мм к пластинам.
Установка предназначена для автоматической сварки под слоем флюса стержней из арматурной стали гладкого и периодического профилей с плоским элементом сортового проката применительно к элементам закладных деталей сборных железобетонных конструкций.
Качественная сварка получается на неровной и загрязненной поверхности. Для надежного возбуждения дуги применена схема, которая обеспечивает зажигание даже при отсутствии хорошего контакта между торцами стержня и пластиной.
Сварочный процесс дуговой сварки стержней состоит из следующих циклов:
1. Привариваемая пластина прижимается к поверхности стола.
2. Стержень позиционируется на поверхности пластины и пневмозажимом фиксируется в головке, место сварки засыпается флюсом.
3. После включения сварочного тока стержень отрывается от пластины и возбуждается дуга.
4. По истечении времени горения дуги стержень электроприводом осаживается на заданную глубину в сварочную ванну.
5. После кристаллизации сварного соединения происходит отключение всех компонентов - стержень и пластина освобождаются.
Состав установки
- механизм зажатия пластин;
- механизм зажатия арматурного стержня;
- механизм вертикального перемещения стержня по заданному циклу;
- стол;
- пневматическое устройство;
- блок управления процессом сварки;
- комплект проводов и шлангов;
- источник сварочного тока – трансформатор типа ТДФЖ-2002.
В качестве привода вертикального перемещения стержня используется электромеханический цилиндр фирмы FESTO.
Его применение обеспечивает следующие преимущества:
- высокую точность перемещений стержня;
- контролируемые скорости перемещений (задаются программно);
- полную независимость работы исполнительного механизма от давления воздуха, подаваемого в установку.
Для организации рабочего цикла установки используется контроллер фирмы FESTO, что позволяет свести все необходимые настройки исполнительного механизма к вводу в контроллер одного параметра – диаметра привариваемого стержня.
Простота управления установкой позволяет снизить требования к квалификации оператора, без какого-либо ухудшения качества производимых изделий.
Технические характеристики
-
Параметры
Значение
Диаметр привариваемых стержней
мм
8,0 - 30
Длина стержней минимальная
мм
80
максимальная
мм
1500
Толщина свариваемых пластин
мм
От 6,0
Давление пневмосети
Мпа
0,4
Сварочный ток
А
2000
Производительность, не менее
Сварок/час
200
Масса установки, не более
кг
110
Габариты (ДхШхВ)
мм
570х690х1900
Масса сварочного трансформатора
кг
850
Габариты (ДхШхВ)
мм
140х750х1220
Установки типа АДФ-2001М для сварки стержней с закладными пластинами под флюсом обеспечивают высокое качество сварки, стабильность и повторяемость результатов.
Прочностные характеристики сварочных соединений удовлетворяют
ГОСТ 10922-90.
Разработчик ООО «ВНИИЭСО».
