
Руководящие технические материалы по сварке и контролю качества соединений арматуры и закладных изделий железобетонных конструкций (ртм 393-94)
| Вид материала | Документы |
- Welded reinforcing products and inserts welded joints of reinforcement and inserts, 1262.53kb.
- Рекомендации. Рекомендации по натурным обследованиям железобетонных конструкций госстрой, 940kb.
- "Обеспечение качества, долговечности и надежности железобетонных конструкций", 44.83kb.
- Рекомендации по обеспечению надежности и долговечности железобетонных конструкций, 2314.01kb.
- Организация производства железобетонных изделий с использованием новых технологий, 14.94kb.
- 2. Технические характеристики, 53.54kb.
- Ое предприятие жбк-3 было основано в 1952 году, как базовое предприятие по производству, 17.94kb.
- Разработанная технология позволяет быстро и качественно приваривать стержни из арматурной, 59.54kb.
- Требования к выдаче свидетельства о допуске к работам по монтажу сборных железобетонных, 33.04kb.
- Бизнес-план организация цеха железобетонных изделий, 1068.04kb.
ПРИЛОЖЕНИЕ 7
Рекомендации по изготовлению электродов для контактных точечных машин обточкой
1. При отсутствии нормализованных электродов, а также возможностей для холодного прессования электродов из прутковой меди или ее сплавов допускается применение электродов, изготовленных обточкой из прутковой или литой чушковой меди.
2. Поковку следует изготовлять горячим способом. Форма и размеры поковок для пары электродов к одноэлектродным машинам для сварки пересекающихся стержней показаны на рис.1. Для остальных машин форма поковок должна быть подобной приведенной на рис.4.2 и описаниям к многоточечным машинам.
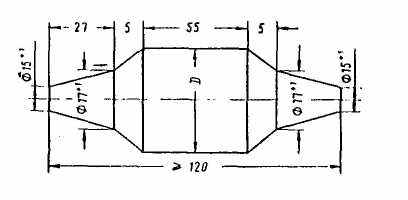
Рис.1 Формы и размеры поковок для изготовления пары электродов (размеры конусной части следует уточнять применительно к типам контактных машин)
3. Для распространенных типоразмеров электродов следует применять поковки согласно табл.
Таблица
Медные поковки для изготовления электродов распространенных типоразмеров
| Диаметр наружного из свариваемых стержней, мм | Диаметр поковки (D) после горячей ковки, мм |
| От 3 до 10 | 25 |
| Свыше 10 до 22 | 40 |
| Свыше 22 до 50 | 63 |
| Свыше 50 до 100 | 100 |
ПРИЛОЖЕНИЕ 8
Рекомендации по обеспечению охлаждения электродов контактных точечных машин
1. Для обеспечения охлаждения электродов расстояние от контактной поверхности электрода до канала, по которому подходит вода для охлаждения электрода, должно составлять не менее 6 и не более 20 мм.
2. Трубка, подводящая воду, должна иметь скос, предупреждающий возможность перекрытия отверстия в трубке, если она упрется в торец сверленного в электроде канала. Производить сварку без трубки не допускается, так как в этом случае в канале электрода при сварке создается паровая пробка (рис.2,а), препятствующая доступу охлаждающей воды.
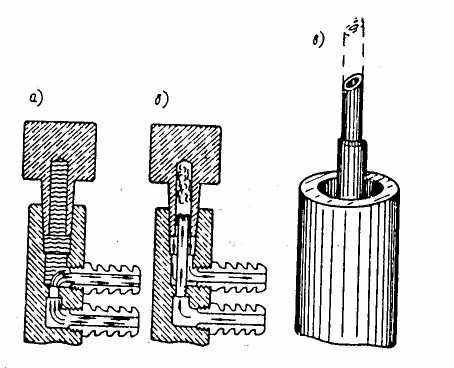
3. Трубка должна иметь достаточную длину, чтобы ее скошенный конец был близок ко дну канала в электроде. При короткой трубке в канале также образуется паровая пробка (рис.2,б).
4. Для избежания случаев плохого охлаждения рекомендуется применять телескопические трубки регулируемой длины согласно рис.2,в.
Приложение 9
Конструкция съемника электродов
Для удаления электродов из свечей контактных точечных машин рекомендуется применять специальные съемники. Для электродов наиболее ходовых размеров диаметром до 40 мм включительно рекомендуется съемник НИАТ (рис. 3).
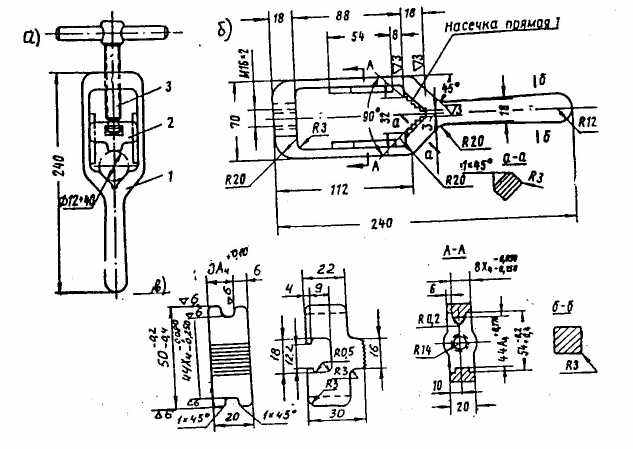
Рис.3. Съемник электродов контактных точечных машин
а - общий вид; б - корпус 1; в - призма 2
Материал деталей 1 и 2 - сталь 20; термохимическая обработка - цементация на глубину 0,6-1,2 мм; калить НРС-54-58; хромировать
Примечание. При отсутствии съемника приведенной конструкции для удаления электродов можно также применять гайки-выталкиватели.
Для применения гаек-выталкивателей электродержатели (свечи) машины следует снабжать на концах резьбой и на них навертывать гайки так, чтобы между каждой гайкой и электродом оставался небольшой зазор. При свинчивании с электрододержателя гайка торцом выталкивает электрод из конуса, не вызывая каких-либо повреждений. Гайки следует изготовлять из немагнитного материала - латуни или бронзы. Если диаметр электродержателя больше диаметра рабочей части электрода, то на гайке следует предусмотреть внутренний буртик.
Приложение 10
Рекомендации по модернизации серийных контактных стыковых машин для сварки стержней разных диаметров
1. На неподвижной плите серийных машин помимо стандартной опоры (рис.4), электрода 2 и прижима 3 должна быть установлена дополнительная кулиса 4. Кулису следует изготовить из такого же медного сплава, что и электроды машины. Кулиса служит для защиты тонкого стержня 5 на время подогрева толстого стержня б, закрепленного в стандартном электроде 7 с помощью стандартного прижима 8, расположенных на стандартной опоре 9 подвижной плиты.
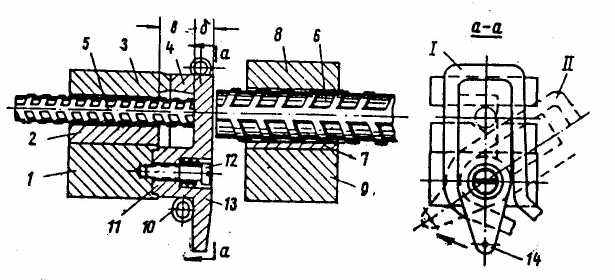
Рис.4. Схема модернизации серийной контактной стыковой машины для сварки стержней разных диаметров при 0,85 мм
2. Кулису следует снабдить водяным охлаждением, для чего к ней нужно припаять медным припоем медную трубку 10, располагаемую по наружному контуру кулисы.
В утолщенной части кулисы нужно расточить отверстие, в которое устанавливают ось 12 кулисы, укрепляемую на резьбе в опоре 1. Пружина 13 служит для прижима кулисы к опоре 1 и обеспечения хорошего электрического контакта. С этой же целью следует тщательно и чисто обработать торец утолщенной части 11 кулисы и другие контактные поверхности кулисы, опоры 1, электрода 2 и прижима 3 (последний целесообразно выполнить также из медного сплава).
К концам трубки 10 следует прикрепить резиновые шланги (с асбестовой или металлической оплеткой, предупреждающей вредное влияние брызг расплавленного металла при оплавлении стержней в процессе сварки), подключенные к системе водяного охлаждения контактной машины.
3. Для поворота кулисы (по стрелке) из положения I в положение II (рис.4,а-а) и обратно рекомендуется изготовить рычаг или систему тяг, прикрепляемых к точке 14 кулисы. Размер d кулисы должен подбираться в зависимости от диаметра толстого стержня, но не менее 12 мм. Размер в должен быть больше lу тонкого стержня на 3-5 мм.