
Руководящие технические материалы по сварке и контролю качества соединений арматуры и закладных изделий железобетонных конструкций (ртм 393-94)
| Вид материала | Документы |
- Welded reinforcing products and inserts welded joints of reinforcement and inserts, 1262.53kb.
- Рекомендации. Рекомендации по натурным обследованиям железобетонных конструкций госстрой, 940kb.
- "Обеспечение качества, долговечности и надежности железобетонных конструкций", 44.83kb.
- Рекомендации по обеспечению надежности и долговечности железобетонных конструкций, 2314.01kb.
- Организация производства железобетонных изделий с использованием новых технологий, 14.94kb.
- 2. Технические характеристики, 53.54kb.
- Ое предприятие жбк-3 было основано в 1952 году, как базовое предприятие по производству, 17.94kb.
- Разработанная технология позволяет быстро и качественно приваривать стержни из арматурной, 59.54kb.
- Требования к выдаче свидетельства о допуске к работам по монтажу сборных железобетонных, 33.04kb.
- Бизнес-план организация цеха железобетонных изделий, 1068.04kb.
ПРИЛОЖЕНИЕ Д
Рекомендуемое
КВАЛИФИКАЦИЯ СПЕЦИАЛИСТОВ ПО УЛЬТРАЗВУКОВОМУ КОНТРОЛЮ
1. Специалистов по ультразвуковому контролю в зависимости от их квалификации следует дифференцировать по трем уровням:
I-го уровня - помощники дефектоскописта (дефектоскописты 1 и 2 разряда), лаборанты;
II-го уровня - дефектоскописты, старшие дефектоскописты (дефектоскописты 3-6 разрядов), старшие техники, старшие лаборанты;
III-го уровня - руководители подразделений по неразрушающему контролю, инженеры.
2. Обучение специалистов I-го и II-го уровней следует проводить в соответствии с "Типовой программой подготовки операторов-дефектоскопистов по ультразвуковому контролю качества сварных стыковых соединений арматуры и тавровых закладных деталей железобетонных конструкций", разработанной КТБ НИИЖБ и МГТУ им.Баумана на специальных курсах в организациях, имеющих лицензию на право проведения обучения. Об окончании курса обучения выдается удостоверение прилагаемого образца.
3. Специалисты I-го уровня допускаются к самостоятельному выполнению контроля после двухмесячной стажировки со специалистом II-го уровня.
4. Специалисты III-го уровня должны быть подготовлены в высшем учебном заведении, а их квалификация утверждена специальной комиссией, состав которой утверждается Госстроем РФ по представлению отраслевых учебно-методических центров (испытательных лабораторий), имеющих соответствующий сертификат.
Требования к специалистам по ультразвуковому контролю сварных соединений приведены в табл.16.
Таблица 16
| Требования | Уровни квалификации специалистов | ||
| | I | II | III |
| 1 | 2 | 3 | 4 |
| Предварительная подготовка, образование: | Не менее 8 кл. | Не менее 10 кл. и желателен практический опыт работы 6 месяцев | Высшее или техническое образование |
| Обучение с выдачей документа об образовании (свидетельства, диплома) осуществляет | Спецкурсы по программе, утвержденной Госстроем РФ | Техникум, профтехучилища и спецкурсы | Факультет по неразрушающему контролю (НК) технических ВУЗов. Спецфакультет по переподготовке инженеров НК и спецкурсы по программе, утвержденной Госстроем РФ |
| Стажировка после обучения : | Не менее 2 месяцев | Не менее 6 месяцев; для имеющих удостоверение помощника - не менее 1 месяца | Стаж работы не менее 1 года |
| Аттестует: | Экзаменационная комиссия организации, осуществлявшей подготовку в соответствии с п.2.3.2; 2.3.3 | Экзаменационная комиссия организации, осуществлявшей подготовку на спецкурсах | Совет по проблеме "Неразрушающие физические методы контроля и диагностики" |
| Переаттестует: | То же | То же | То же |
| Сроки переаттестации: | Ежегодно, а также если был перерыв в работе более 6 месяцев | Ежегодно, а также если был перерыв в работе более 6 месяцев | Раз в 3 года, а также если был перерыв в работе более 1 года |
| Рекомендуемые должности: | Помощники дефектоскописта (дефектоскописты 1-го и 2-го разряда), лаборанты и т.п. | Дефектоскописты, ст. дефектоскописты (дефектоскописты О-6 разрядов), ст.техники, ст.лаборанты по НК; техники | Ответственные руководители (инженеры) по НК, ст.инженер, инженер |
| Право специалиста: | Вести контроль без оценки качества проконтролированного объекта | Вести контроль, оценивать качество проконтролированного объекта и выдавать заключение | Руководить работами по контролю, вести контроль, оценивать качество проконтролированного объекта и выдавать заключение, участвовать в обучении и аттестации специалистов по ультразвуковому контролю |
Форма и содержание удостоверения оператора-дефектоскописта по ультразвуковому контролю качества сварных стыковых соединений арматуры железобетонных конструкций.
Обложка удостоверения*
УДОСТОВЕРЕНИЕ
дефектоскописта по ультразвуковому контролю
* В виде книжки в переплете форматом 85x120 мм 308
ТИТУЛЬНЫЙ ЛИСТ
(наименование организации или ведомства)
УДОСТОВЕРЕНИЕ №________*
| Выдано тов._____________________________________________________ в том, что он (она) "____"________________199___г. поступил(а) и "____"________________199__г. окончил(а) курсы___________________ при _____________________________________________________________ (наименование организации и ведомственная принадлежность) по ультразвуковому контролю качества стыковых сварных соединений арматуры железобетонных конструкций в соответствии с программой, составленной на основе "Типовой программы подготовки дефектоскопистов по ультразвуковому контролю качества сварных соединений". |
* В виде книжки в переплете форматом 85x120 мм.
В период обучения тов._______________________________________
изучал(а) следующие дисциплины и на экзаменах получил(а) по ним следующие оценки:
| № п/п | Наименование дисциплины | Число часов | Оценка |
| 1 | | | |
| 2 | | | |
| 3 | | | |
| | | | |
| | | | |
и допускается к выполнению ультразвукового контроля и оценке качества сварных соединений
_____________________________________________________________________________
(указать типы сварных соединений по ГОСТ 14098-91)
с правом выдачи заключения, без права выдачи заключения_________
(ненужное зачеркнуть)
Удостоверение выдано на основании протокола экзаменационной комиссии "_"___199__г.
Председатель комиссии_________________________
(должность, подпись)
Члены комиссии_____________________________________
(должность, подпись)
Личная подпись дефектоскописта _____________________
РЕЗУЛЬТАТЫ ПЕРЕАТЕСТАЦИИ
"____"______________199__г. квалификационной комиссией при
____________________________________проведена переаттестация
(наименование предприятия)
дефектоскописта.
При проверке знаний тов._________________________________________
получил следующие оценки: теоретические знания___________________
практические навыки____________________
и допускается к выполнению ультразвукового контроля и оценке качества сварных соединений
__________________________________________________________________
(указать тип сварных соединений по ГОСТ 14098-91)
с правом выдачи заключения.
Срок действия удостоверения согласно протоколу №______________
от "___"___________199 г. продлен по "___"____________199 г.
Председатель комиссии________________________________________
(должность, подпись)
Члены комиссии:______________________________________________
(должность, подпись)
Личная подпись дефектоскописта ________________________________
Приложение Е
Обязательное
МЕХАНИЧЕСКИЕ УСТРОЙСТВА ДЛЯ КОНТРОЛЯ СТЫКОВЫХ СОЕДИНЕНИЙ СТЕРЖНЕЙ
Контроль теневым методом
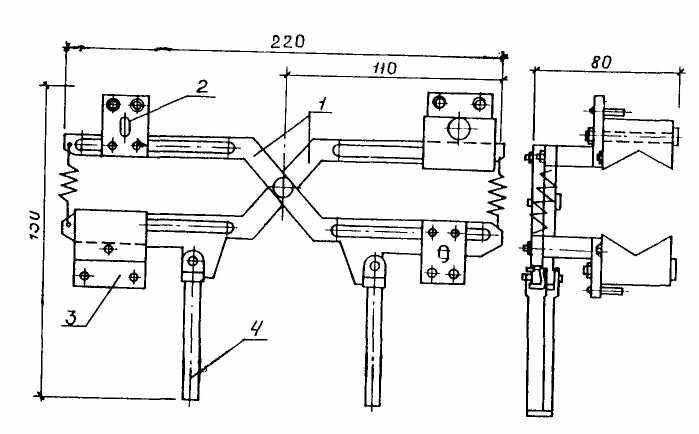
Рис. 10.
1 - рычаги; 2 - планка крепления пьезопреобразователя; 3 - фиксатор; 4 - рукоятка
Контроль зеркально-теневым методом
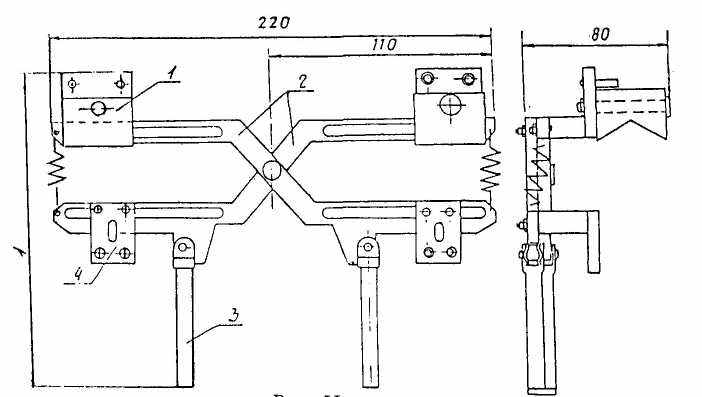
Рис. 11.
1 - планка крепления пьезопреобразователей; 2 - рычаги; 3 - рукоятка; 4 - фиксатор
Контроль зеркально-теневым методом
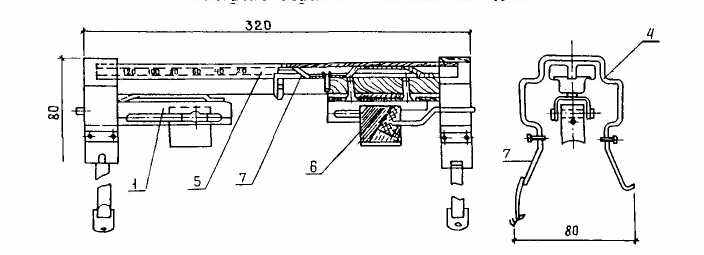
Рис. 12
5 - рамка; 6 - преобразователь; 7 - прижимное устройство
Приложение Ж
Обязательное
ТИПЫ АКУСТИЧЕСКИХ СМАЗОК
1. Состав и способ приготовления акустического контактного вещества типа АКВ
AKB-1 (при температуре от плюс 40 °С до минус 10 °С)
Синтетический клей (ТУ 15-592-77)
(карбоксиметилцеллюлоза) - 9-12 %
Вода - остальное
АКВ-2 (при температуре ниже минус 10 °С)
Синтетический клей - 9-12 %
Вода - 50%
Спирт 40-50% - остальное
После контроля остатки смазки можно не удалять.
Способ приготовления (на 1 литр): 100 г. синтетического клея высыпают в стеклянную или эмалированную посуду и заливают все водой до 1 литра для AKB-1 или до 0,6 литра для АКВ-2, температура воды 60-80 °С. Содержимое тщательно перемешивают, закрывают крышкой и оставляют набухать в течение 24 часов. Для приготовления АКВ-2 после набухания добавляют 40-50 % раствора спирта до 1 литра, тщательно перемешивают и закрывают крышкой. Срок хранения вещества без изменения его акустических свойств в герметической таре: АКВ-1 - 3-4 месяца, АКВ-2 - 3 месяца. Примерный расход - 40-60 мл на один стык. Однократное повторное использование АКВ допускается после очистки ее от механических включений и доведения до нужных консистенций.
Если в результате более длительного хранения или разгерметизации тары произойдет сгущение вещества и ухудшение его акустических свойств, то его можно восстановить, добавив воды.
Приложение З
Рекомендуемое
УКАЗАНИЯ ПО ИСПРАВЛЕНИЮ НЕКАЧЕСТВЕННЫХ ОБРАЗЦОВ
1. Стыковые соединения стержней, забракованные по результатам ультразвукового контроля, могут быть вырезаны или усилены.
2. Для усиления дефектных соединений, отбракованных по баллу 2, следует использовать арматуру из стали той же марки, что и стыкуемые стержни. Площадь круглой накладки (накладок) назначается из условий статической прочности соединений, удобства сварки и должна составлять:
а) в вертикальных соединениях, выполняемых в инвентарных формах и на скобах-накладках Fн ³ 0,4Fст, где
Fн - площадь стержня накладки;
Fст - площадь стыкуемого стержня (рис. 13);
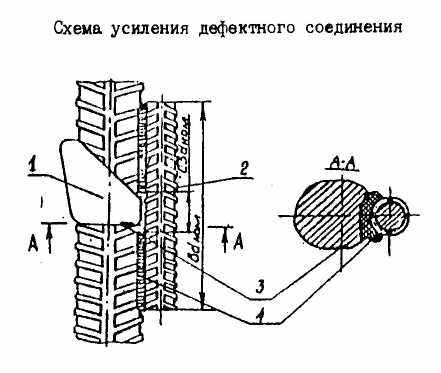
Рис. 13.
1 - сварной шов; 2 - накладка; 3 - дефект; 4 - протяженные сварные швы
б) в горизонтальных соединениях, выполняемых на стальных скобах-накладках при установке двух накладок Fн ³ 1,2Fст (рис.14,а); при этом в накладках следует предварительно вырезать паз газовой резкой или прострогать его. При установке одной накладки Fн ³ Fст (рис.14.б).
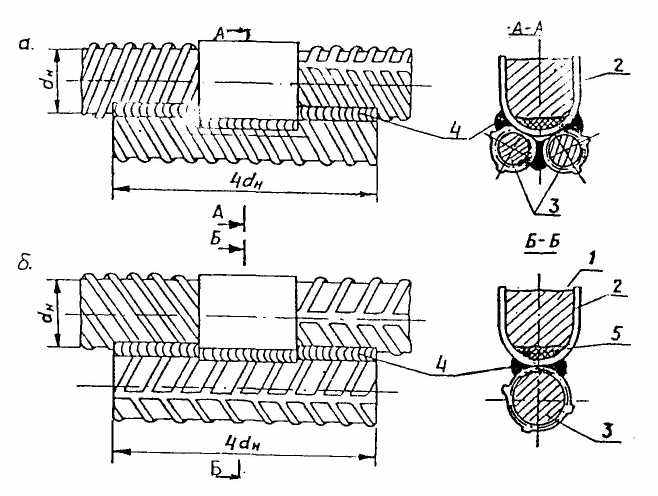
Рис.14.
1 - сварное соединение; 2 - стальная скоба: 3 - накладка: 4 - протяжные швы; 5 - дефект
3. Сварные соединения, забракованные по баллу 1, усилению не подлежат. Такое соединение следует вырезать, поставить вставку длиной lвст ³ 75 мм и заварить вновь двумя стыками. При исправлении соединений равных диаметров вставка берется по диметру меньшего стержня. Направленные таким образом соединения вновь подлежат ультразвуковому контролю по приложению Г.
Приложение И
Обязательное
Журнал (протокол) ультразвукового контроля сварных стыковых соединений стержней арматуры
Данные по контролируемому объекту
Адрес_____________________________________________________________
Наименование объекта______________________________________________
Способ сварки_____________________________________________________
Ф.И.О. сварщика и личное клеймо ____________________________________
| № п/п | Дата проведения контроля | Координаты соединения по схеме контроля | Диаметры стержней, мм Марка стали | Амплитуда сигналов, дБ | Оценка годности | Примечание | |||||
| Сварных соединений | |||||||||||
| А1 | А2 | А3 | А0- Аmin | ||||||||
| 1 | 2 | 3 | |||||||||
| | | | | | | ||||||
Заключение: принято, повторная выборка, поштучная приемка, не принято (ненужное зачеркнуть)
Руководитель контрольного подразделения_____________________
(подпись)
Оператор______________________________
(подпись)