
Руководящие технические материалы по сварке и контролю качества соединений арматуры и закладных изделий железобетонных конструкций (ртм 393-94)
| Вид материала | Документы |
СодержаниеСварка в комбинированных несущих и формующих элементах 6.8. Ванная сварка под флюсом комбинированных соединений однорядной арматуры A-i, a-ii, а-iii A-i, a-ii, а-iii |
- Welded reinforcing products and inserts welded joints of reinforcement and inserts, 1262.53kb.
- Рекомендации. Рекомендации по натурным обследованиям железобетонных конструкций госстрой, 940kb.
- "Обеспечение качества, долговечности и надежности железобетонных конструкций", 44.83kb.
- Рекомендации по обеспечению надежности и долговечности железобетонных конструкций, 2314.01kb.
- Организация производства железобетонных изделий с использованием новых технологий, 14.94kb.
- 2. Технические характеристики, 53.54kb.
- Ое предприятие жбк-3 было основано в 1952 году, как базовое предприятие по производству, 17.94kb.
- Разработанная технология позволяет быстро и качественно приваривать стержни из арматурной, 59.54kb.
- Требования к выдаче свидетельства о допуске к работам по монтажу сборных железобетонных, 33.04kb.
- Бизнес-план организация цеха железобетонных изделий, 1068.04kb.
Сварка в комбинированных несущих и формующих элементах
Комбинированные стыковые соединения (а.с. № 1477876) представляют собой конструктивное решение, использующее частично измененные несущие скобы-накладки и инвентарные (съемные) детали. Независимо от принятого технологического процесса сварки скобы-накладки участвуют в формировании корня межторцевого шва вплоть до заполнения половины плавильного пространства и обеспечивают передачу растягивающих или сжимающих усилий через фланговые швы без эксцентриситета. Инвентарные - медные или графитовые детали создают условия формирования второй половины межторцевого плавильного пространства. Новое конструктивно-технологическое решение при сварке в монтажных условиях обеспечивает высокие эксплуатационные качества при работе железобетонных конструкций при статистических и динамических нагрузках.
6.8. Ванная сварка под флюсом комбинированных соединений однорядной арматуры
6.8.1. Конструкция и размеры стыкового соединения стержней типа С24-Мф должны соответствовать приведенным на рис.6.21 и в табл. 6.14.
Примечание. Шланговые швы могут выполняться под флюсом на рекомендованных ниже режимах, однако, ввиду их малой протяженности целесообразно организовать работу таким образом, чтобы эти швы выполнялись ручной дуговой сваркой после заварки плавильного пространства торцов всех выпусков аркатуры одной или нескольких железобетонных конструкция (колонн, ригелей и др.). Условия организации работ могут предусматривать возможность выполнения соединения разными рабочими, входящими в одну бригаду.
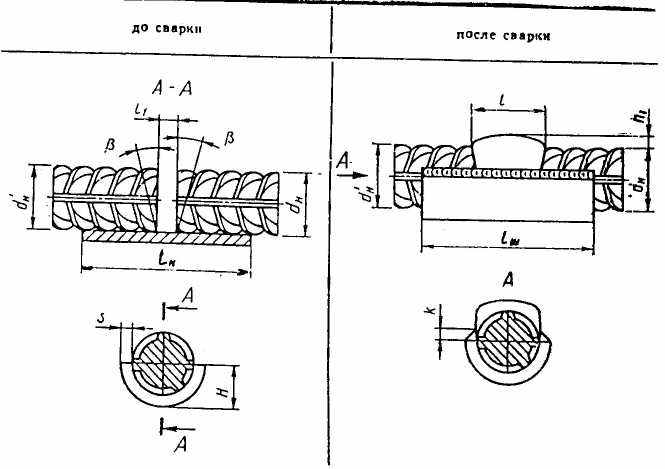
Рис.6.21. Конструкция горизонтального стыкового комбинированного соединения, выполняемая на стальных скобах-накладках и формующей инвентарной съемкой детали (типа С24-Мф, С25-Мп, С26-Рс)
Таблица 6.14
| Размеры в мм | ||||||||||
| Обозначение типа соединения, способа сварки | Класс арматуры | dн | dн/dн | l1 | b | lн=lш | l | h1 | H | k |
| С24-Мф С25-Мп С26-Рс | A-I, A-II, А-III | 20-40 | 0,5-1,0 | 12-20 12-16 | 5-10° | 2dн + l1 | £1,5dн £1,2dн | £0,15dн £0,05dн | dн/2+s | ³0,8s |
| С24-Мф С25-Мп С26-Рс | Ат-IIIС, At- IVC | 20-32 | 4dн + l1 | |||||||
Примечания: 1. Размеры в знаменателе относятся к одноэлектродной сварке.
2. Для dн = 20-25 мм s = 8 мм, для dн = 28-40 мм s = 10 мм.
6.8.2. Конструкции и размеры стальных скоб-накладок и инвентарных медных (медь любых марок) или графитовых (графит марок ЭЭГ, ЭГО, ЭГ1, ППГ, ГМЗ) деталей должны соответствовать приведенным на рис.6.22, 6.23 и 6.24, а также в табл.6.15 и 6.16.
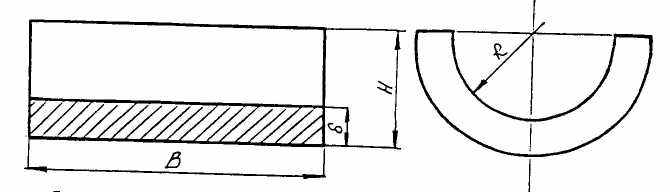
Рис.6.22. Конструкция стальной скобы-накладки для комбинированной сварки стыковых соединений стержней в горизонтальном и вертикальном положениях
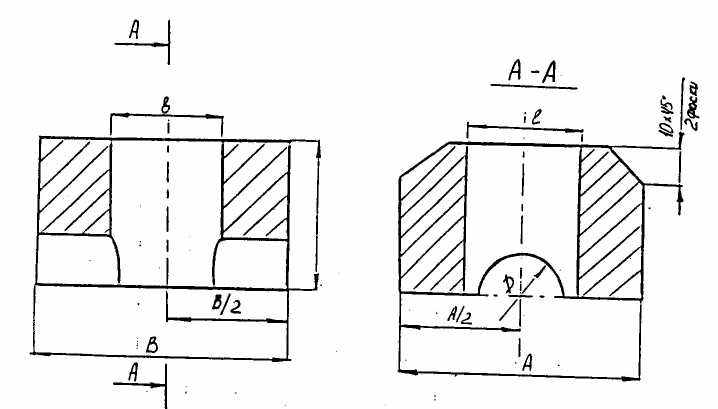
Рис 6.23. Конструкция инвентарной медной формующей детали для комбинированной сварки стыковых соединений стержней в горизонтальном положении
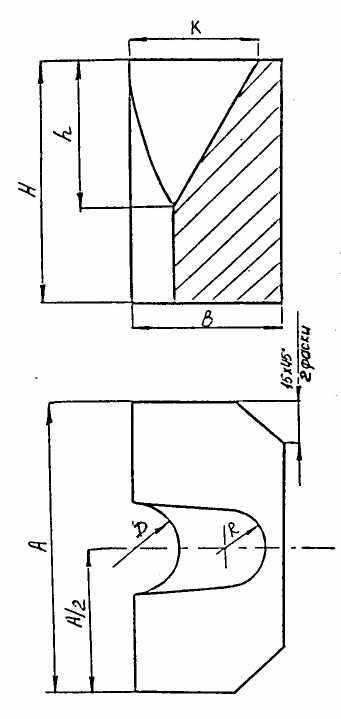
Рис.6.24. Конструкция инвентарное медной формующей детали для комбинированной сварки стыковых соединений стержней в вертикальном положении
Таблица 6.15
| Диаметр стержней (dн), мм | Размеры стальных скоб-накладок, мм | |||
| R | d | в | Н | |
| 20 | 11 | 8 | 2dн + l1 | 19 |
| 22 | 12 | 8 | 20 | |
| 25 | 14 | 8 | 22 | |
| 28 | 15,5 | 8 | 23,5 | |
| 32 | 17,5 | 10 | 27,5 | |
| 36 | 20 | 10 | 30 | |
| 40 | 22 | 10 | 32 | |
Примечание. Для арматуры классов Ат-Ш и Ат-IVС величина в = 4dн + l1, где l1 - величина зазора стыкуемых стержней (рис.6.21).
Таблица 6.16
| Диаметр стержней, (dн), мм | Положение стержней в пространстве | Размеры инвентарных медных формующих деталей, мм | ||||||||
| А | В | Н | D | b | l | h | к | R | ||
| 20 | Горизонтальное | 65 | 70 | 40 | 23,5 | 35 | 23 | - | ||
| 22 | 70 | 70 | 40 | 25,5 | 35 | 23 | | |||
| 25 | 75 | 70 | 40 | 28,5 | 35 | 25 | | |||
| 28 | 80 | 80 | 40 | 32,5 | 35 | 25 | | |||
| 32 | 85 | 80 | 40 | 36,5 | 35 | 30 | | |||
| 36 | 90 | 90 | 45 | 41,5 | 35 | 30 | | |||
| 40 | 95 | 90 | 45 | 45,5 | 35 | 30 | | |||
| 20 22 25 28 32 36 40 | Вертикальное | 80 80 90 90 100 110 110 | 43 44 46 51 53 59 61 | 65 70 75 80 85 95 105 | 23,5 25,5 28,5 32,5 36,5 41,5 45,5 | - | 40 42 45 50 55 60 65 | 37 38 40 45 47 53 55 | 10,5 11 12 14 16 18,5 21 | |
6.8.3. При сборке стыкового соединения закрепление стальных скоб-накладок на стержнях следует выполнять с помощью двух дуговых прихваток, расположенных по диагонали на каждом стыкуемом стержне на расстоянии 10-15 мм от края скобы-накладки. Прихватки же должны мешать установке инвентарных формующих деталей. При сварке фланговых швов прихватки должны полностью переплавляться.
6.8.4. На собранное согласно п.6.8.3 соединение следует установить инвентарную медную или графитовую формующую деталь (рис. 6.23 и 6.24) так, чтобы отверстие детали находилось, над плавильным пространством, стержни справа и слева от отверстия имели одинаковые размеры выпусков.
6.8.5. Режимы механизированной сварки под флюсом не отличается от приведённых в пп.6.2.6, 6.2.7, 6.2.10-6.2.14. Техника сварки рассматриваемых конструкций соединений отличается только тем, что при сварке нижней половины горизонтально расположенных стыкуемых стержней электродную проволоку, погруженную во флюс в начале процесса сварки, наплавляют под углом 30-40° в угол, образованный образующими стержней и их торцами с внутренними стенками стальных скоб-накладок. После наложения первых швов по периметру плавильного пространства и образования ванны расплавленного металла техника сварки не отличается от применяемой при использовании инвентарных форм.
6.8.6. Фланговые однопроходные швы наплавляются после полного заполнения плавильного - межторцевого пространства. Размер катета шва должен быть равен толщине стальной скобы-накладки. Допускается его уменьшение на 1,0-1,5 мм. При сварке арматуры классов A-I... A-III швы накладываются от наплавленного в торцах стержней металла к краю накладок. Фланговые швы желательно выполнять в шахматном порядке с окончанием швов в конце накладки, тщательно заваривая кратеры. При сварке арматуры классов Ат-IIIС и Ат-IVС швы следует направлять от края накладок и к центру, только в шахматном порядке, тщательно заваривая кратеры.
6.8.7. При сварке фланговых швов под флюсом (см. примечание к п.6.8.1) для удовлетворительного формирования швов, избежания стекания расплавленных металла и шлака допускается использовать дополнительные медные детали-щечки толщиной 6-8 мм, прикрепленные струбциной к наружной стенке скобы на всю ее длину и выступающую над ней на 8-10 мм. При сварке конец электродной приволоки должен располагаться под углом 45-60° к образующей стержня и плоской грани скобы.
6.8.8. При сварке на специализированных полуавтоматах следует учитывать указания пп.6.8.4-6.8.7, а также пп.6.2.17 и 6.2.18.
6.8.9. Конструкция и размеры стыкового комбинированного соединения вертикальных стержней типа С27-Мф должны соответствовать приведенным на рис.6.25 и в табл.6.17, используя, как правило, разделку со скосом верхнего стержня. Допускается разделка со скосом нижнего стержня "на себя".
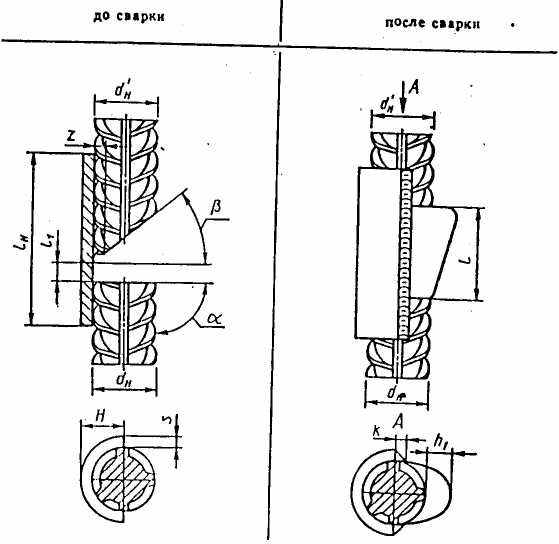
Рис.6.25. Конструкция вертикального стыкового комбинированного соединения, выполняемая на стальных скобах-накладках и формующей инвентарной съемной детали (типа С27-Мф, С28-Мп и С29-Рс)
Таблица 6.17
| Размеры в мм | ||||||||||||
| Обозначение типа соединения, способа сварки | Класс арматуры | dн | d'н/dн | l1 | z | b | a-10° | lн=lш | h1 | H | l | k |
| С27-Мф С28-Мп С29-Рс | A-I, A-II, А-III | 20-40 | 0,5-1,0 | 5-15 3-10 | £0,15dн | 40-50° | 90° | 2dн + l1 | £25 £15 | dн/2+s | £2dн | ³0,8s |
| С27-Мф С28-Мп С29-Рс | Ат-IIIС, At1VC | 20-32 | 4dн + l1 | |||||||||
Примечание. 1. Размеры в знаменателе относятся к одноэлектродной сварке.
2. Для dн =20-25 мм, s = 8 мм для dн =28-40 мм, s =10 мм.
3. При отношении d'н/dн = 0,5-0,8 следует применять скобу-вкладыш (см. приложение 12).
6.8.10. Подготовка выпусков арматуры к такой сварке, прихватка стальных скоб-накладок (рис.6.22), количество засыпаемого флюса, режимы и техника сварки не отличаются от изложенного выше, т.е. часть комбинированного соединения, образованного стальной скобой и концами стыкуемых стержней следует выполнять, как это изложено в п.6.8.6 с учетом специфики сварки вертикальных стержней, а вторую половину межторцевого зазора надо выполнять аналогично сварке в инвентарной форме.
6.8.11. Фланговые швы в комбинированных вертикальных соединениях следует выполнять штучными электродами типа Э42А, Э46А, Э50А, проведя наплавку снизу вверх и выводя кратер на скобу-накладку. При сварке термомеханически упрочненной арматуры следует соблюдать шахматный порядок сварки фланговых швов.
6.8.12. Сварка комбинированных вертикальных соединений с использованием специализированных полуавтоматов с переменной скоростью подачи проволоки производится аналогично приведенному в пп.6.2.16 и 6.2.17.