
Руководящие технические материалы по сварке и контролю качества соединений арматуры и закладных изделий железобетонных конструкций (ртм 393-94)
| Вид материала | Документы |
Содержание6.12. Технология термитной сварки 6.13. Техника сварки РУЧНАЯ ДУГОВАЯ СВАРКА СТЫКОВЫХ СОЕДИНЕНИЙ АРМАТУРЫ 6.14. Ванная одноэлектродная сварка в инвентарных формах |
- Welded reinforcing products and inserts welded joints of reinforcement and inserts, 1262.53kb.
- Рекомендации. Рекомендации по натурным обследованиям железобетонных конструкций госстрой, 940kb.
- "Обеспечение качества, долговечности и надежности железобетонных конструкций", 44.83kb.
- Рекомендации по обеспечению надежности и долговечности железобетонных конструкций, 2314.01kb.
- Организация производства железобетонных изделий с использованием новых технологий, 14.94kb.
- 2. Технические характеристики, 53.54kb.
- Ое предприятие жбк-3 было основано в 1952 году, как базовое предприятие по производству, 17.94kb.
- Разработанная технология позволяет быстро и качественно приваривать стержни из арматурной, 59.54kb.
- Требования к выдаче свидетельства о допуске к работам по монтажу сборных железобетонных, 33.04kb.
- Бизнес-план организация цеха железобетонных изделий, 1068.04kb.
6.12. Технология термитной сварки
6.12.1. Зона сварки, включая свариваемые концы (выпуски) стержней, собранные на них формы и рабочее место сварщика, должна быть надежно защищена от дождя, снега и ветра.
6.12.2. Точность сборки выпусков арматурных стержней должна соответствовать требованиям таблицы приложения.
6.12.3. При отрицательной температуре воздуха в пределах от минус 10°С до минус 30°С необходимо производить предварительный подогрев газовым пламенем стержней арматуры до 100-150°С. Подогрев следует осуществлять после установки зажимных устройств и полной сборки форм, направляя пламя горелки на концы стержней, находящихся за пределами формы и зажимного устройства.
6.13. Техника сварки
6.13.1. Сборку горизонтального стыкового соединения и его сварку необходимо выполнять в следующей последовательности:
- установить полуформу так, чтобы литниковые каналы располагались симметрично относительно торцов свариваемых стержней (рис. 6.28), зафиксировать полуформу с помощью зажимного устройства;
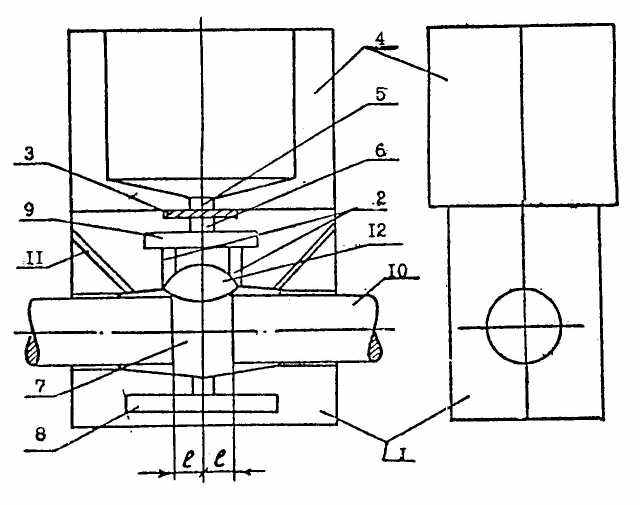
Рис.6.28. Сборка формы и тигля при сварке горизонтального соединения стержней
1 - полуформа; 2 - литниковые каналы; 3 - запорная пластинка; 4 - тигель; 5 - сливной канал тигля; 6 - сливной канал формы; 7 - сварочная полость; 8 - сливная камера; 9 - шлакоуловитель; 10 - свариваемые стержни; 11 - выпоры; 12 - прибыль,
- наложить на первую полуформу вторую, обеспечив совпадение плоскостей по верхней горизонтальной плоскости;
- установить в квадратное углубление верхней плоскости формы запорную стальную пластинку размером 25´25 мм и толщиной 1,5; 2,0 и 2,5-3,0 мм соответственно для арматуры диаметрами 20-22, 25-30 и 36-40 мм;
- собрать отдельно тигель с помощью струбцины или другого зажимного устройства и установить его на горизонтальную площадку собранной формы, совместив сливной канал тигеля со сливным каналом формы (рис.6.28);
- обмазать пастой из огнеупорной глины форму и тигель по контуру разъема и примыкания, особо тщательно уплотнить место выхода стержней из формы, используя в зазорах более 1 мм шнуровой асбест или огнестойкий фетр;
- засыпать термитную смесь в тигель, накрыть его крышкой с отверстием, поджечь смесь термоспичкой, после чего отойти на расстояние не менее 1 м от зоны сварки.
6.13.2. Сборку формы для вертикально расположенного стыкового соединения и его сварку следует выполнять в последовательности, принятой для горизонтального стыкового соединения. Отличие заключается в конструкции используемой оснастки и способе установки первой полуформы. На внутренней поверхности полуформы имеется специальное углубление - репер сферической формы диаметром 4 мм. Первую полуформу надо установить так, чтобы торец верхнего стержня в проекции на внутреннюю поверхность сварочной полости располагался в пределах между осью и верхней точкой репера (рис.6.29).
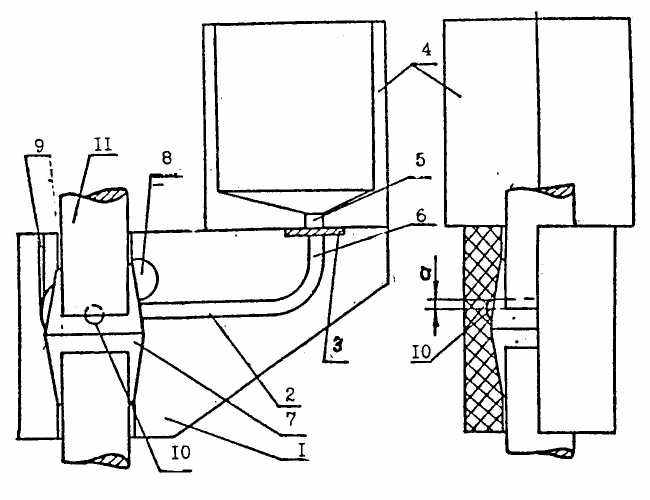
Рис.6.29. Сборка формы и тигеля при сварке вертикального соединения стержней
а - зона расположения торца верхнего стержня
1 - полуформа; 2 - литниковые каналы; 3 - запорная пластина; 4 - тигель; 5 - сливной канал тигля; 6 - сливной канал формы; 7 - сварочная полость; 8 - прибыль; 9 - выпор; 10 - репер; 11 - свариваемые стержни.
6.13.3. Удалять форму с тигеля и технологические приливы металла со сварного соединения следует ударами молотка не ранее чем через 8-10 мин после завершения процесса сварки.
6.13.4. При сварке стержней разного диаметра при отношении d'н/dн < 0,85 на стержень меньшего диаметра следует намотать слой сухого асбестового шнура, толщина которого должна равняться разнице между радиусами стержней. При отношении d'н/dн < 0,85 можно использовать графитовые вкладыши, асбестовый шнур или огнестойкий фетр.
Во всех случаях следует применять формы, предназначенные для стержней большего диаметра; смесь следует использовать на номер больше (см. приложение 11). Зазоры стыкуемых стержней идентичны приведенным для стержней одинакового диаметра, но минимального размера.
РУЧНАЯ ДУГОВАЯ СВАРКА СТЫКОВЫХ СОЕДИНЕНИЙ АРМАТУРЫ
6.14. Ванная одноэлектродная сварка в инвентарных формах
6.14.1. Конструкция и размеры стыкового соединения горизонтальных стержней типа С7-Рв должны соответствовать приведенным на рис.6.2 и в табл.6.1.
6.14.2. Конструкцию и размеры инвентарных форм для сварки одинарных и спаренных горизонтальных стержней следует принимать соответственно по рис.6.3, 6.12 и табл.6.2, 6.7, а при сварке спаренной арматуры вразбежку - по рис.6.13 и табл.6.9 со следующими изменениями: формы следует изготавливать без канавок, служащих для усиления швов при механизированной сварке.
6.14.3. Конструкцию и размеры форм для сварки одинарных вертикальных стержней ванной одноэлектродной сваркой следует применять по рис.6.30 и табл.6.19.
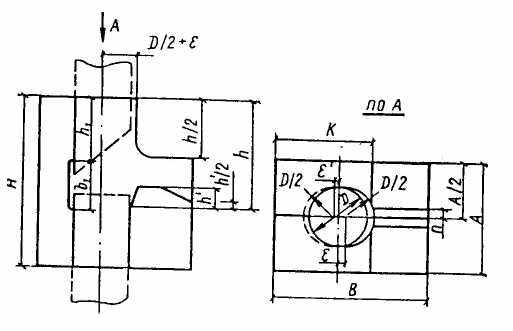
Рис.6.30. Конструкция инвентарной формы для ванной одноэлектродной сварки соединений вертикальных стержней
Таблица 6.19
| Диаметр стыкуемых стержней | Размеры элементов форм, мм | ||||||||||
| А | В | Н | D | l1 | h | h1 | h' | e | e' | n | |
| 20 | 80 | 80 | 65 | 23,5 | | 40 | 22 | | | | |
| 22 | 70 | 25,5 | 15 | 42 | 24 | 8 | 3 | | 3 | ||
| 25 | 90 | 85 | 75 | 28,5 | | 45 | 27 | | | | |
| 28 | 95 | 80 | 32,5 | | 50 | 29 | 10 | 4 | 1-1,5 | 4 | |
| 32 | 100 | 100 | 85 | 36,5 | | 55 | 34 | ||||
| 36 | 110 | 110 | 95 | 41,5 | 18 | 60 | 39 | 12 | 5 | | 5 |
| 40 | 105 | 45,5 | 65 | 44 | | ||||||
Примечание. Для ванной одноэлектродной сварки не рекомендуется применять графитовые формы.
Режимы ванной одноэлектродной сварки должны соответствовать приведенным в табл.6.20.
Таблица 6.20
| Диаметр стыкуемых стержней dн, мм | Диаметр электрода dэ, мм | Сварочный ток, А, для стержней, расположенных | |
| горизонтально | вертикально | ||
| 20-28 32-40 | 5 6-6 | 220-250 260-300 | 200-220 220-240 |
Примечание. При применении электродов большего диаметра ток может быть определен по формуле Iсв = (50-55)dэ
6.14.4. Для образования стыкового соединения одинарных и спаренных горизонтальных стержней следует:
касанием электрода о нижнюю часть торца стержня возбудить дугу и тщательно проплавить его, добиваясь образования в месте возбуждения дуги и на дне формы небольшого количества жидкого металла. Перенести дугу на нижнюю часть торца другого стержня и также тщательно проплавить его;
заполнить плавильное пространство, перемещая электрод вдоль и поперек межторцевого зазора, стремясь при этом обеспечить равномерное и полное расплавление торцовых поверхностей стержней;
при подъеме уровня шлаковой ванны до верха стыкуемых стержней придать концу электрода круговые движения по спирали в направлении от стенок формы к ее центру;
после подъема поверхности наплавленного металла выше уровня стержней на 0,5-1 мм закончить сварку, избегая образования заметного усилия сварного шва. При окончании сварки попеременным замыканием дуги в центре шва следует предупредить образование подкорковых раковин.
6.14.5. Для образования стыкового соединения вертикальных стержней следует:
возбудить дугу на ближней к сварщику трети плоскости нижнего стержня и проплавить торец нижнего стержня, осуществляя поперечные колебания конца электрода и перемещая его в направлении "от себя";
после образования ванны жидкого металла и шлака придать концу электрода попеременно круговые и колебательные движения, приближая электрод к разделке верхнего стержня и задерживая его у края формы по ее внутреннему периметру;
заполнить расплавленные металлом плавильное пространство до уровня, при котором шлак начинает вытекать наружу через прямоугольный вырез в передней части медной формы (рис.6.30), согнать, помогая электродом, большую часть шлака и максимально укоротить дугу;
остаток незаплавленной части разделки заварить на короткой дуге обычными валиковыми швами и закончить сварку, выполнив плавный переход от валиковых швов к верхнему стержню.
6.14.6. Одноэлектродной сваркой на медных желобчатых подкладках (аналогично приведенные на рис.6.4) допускается выполнять стыковые соединения горизонтальных стержней диаметром 10-18 мм. В этом случае сварку следует выполнять электродами диаметром 3-5 мм, типы которых назначаются по табл.3.2.
Режимы сварки должны соответствовать паспортным данным электродов. Внутренний размер подкладки должен соответствовать величине наружного диаметра стыкуемых стержней плюс 0,5-1,5 мм, а толщина стенок может быть уменьшена до 8 мм.