
Методические указания по проведению лабораторной работы для студентов Vкурса специальности 061100 (080507) «Менеджмент организации»
| Вид материала | Методические указания |
- Методические указания по выполнению курсовой работы для студентов Vкурса специальности, 1047.41kb.
- Методические указания по выполнению курсовой работы для студентов Vкурса специальности, 371.5kb.
- Методические указания по выполнению контрольной работы для самостоятельной работы студентов, 463.28kb.
- Методические указания для выполнения курсовых работ по дисциплине «Теория организации», 322.88kb.
- Методические указания для студентов специальности 080507 «Менеджмент организации», 332.26kb.
- Методические указания по организации учебной практики для студентов специальности 080507, 196.62kb.
- Методические указания по организации преддипломной практики для студентов специальности, 257.32kb.
- Методические указания по проведению лабораторной работы и выполнению аудиторной работы, 2912.01kb.
- Методические указания для студентов специальности 080507. 65 «Менеджмент организации», 728.67kb.
- Методические указания для семинарских занятий студентов очной формы обучения специальности, 306.79kb.
Введение
Целью практической и лабораторной работы является знакомство учащихся с методами планирования производственной деятельности небольших предприятий, работающих в режиме «делать на заказ», на примере задачи составления и выполнения плана выпуска продукции в условиях ограничения производственных мощностей. Задача решается с использованием современных информационных технологий - комплексной учетно-управляющей системы «MBS-Navision» – применительно к условному (модельному) предприятию ЗАО «Кронус мебельная фабрика», специализирующемуся на производстве мебели для офисов.
В результате выполнения практической работы учащиеся приобретут знания в области организации серийных дискретных производств на позаказной основе и освоят базовые принципы составления планов в условиях нехватки производственных мощностей. Ситуационной целью лабораторной работы является принятие решения о возможности выполнения нового производственного заказа с учетом текущего уровня загрузки производственных мощностей. При выполнении практических заданий, очень важно, что бы учащиеся увидели возможности и преимущества концепции единого информационного пространства, обеспечиваемого системами класса ERP, в данной работе – между планово-производственным отделом, складом и службой сбыта.
В лабораторной работе даны варианты заданий для самостоятельного решения задач, рассмотренных в практической части. В результате выполнения лабораторной работы учащиеся получат знания в области организации оперативного управления на небольшом производственном предприятии, приобретут навыки менеджмента производственных ресурсов, познакомятся с реальными инструментами для автоматизированного управления бизнесом на основе процессного подхода.
Основные термины и понятия
Дискретное производство – производство физически отдельных (дискретных) изделий, таких как автомобили, электроприборы, компьютеры. Как правило, подразумевает, что изделие собирается из таких же "отдельных", или "дискретных", компонентов и может быть представлено в виде дискретных этапов производства (в противоположность непрерывному производству).
Позаказное производство – подход к управлению производственным предприятием, ориентированный на откладывание потребления ресурсов, необходимых для закупки материалов, производства, доставки продукции и т.п. до момента получения конкретного заказа. Планирование производственной деятельности осуществляется исходя из «портфеля заказов» - набора подтвержденных заказов, каждый из которых имеет строго определенные наименования товарных позиции, сроки и количества. Такой подход позволяет предприятию минимизировать риски, связанные с изменчивостью спроса на выпускаемую им продукцию.
Объемно-календарный план – план выпуска готовой продукции в натуральных показателях с уточнением по периодам (неделя, месяц, квартал и т.д.). Реализуется на исполнительном уровне в виде производственных заданий (заказов), с указанием наименований выпускаемых и потребляемых товарных позиций, их количеств, дат начала и конца технологических операций и местом их выполнения.
Производственные мощности – это показатель, отражающий максимальную способность предприятия (цеха, рабочего участка) по осуществлению выпуска готовой продукции в натуральных или стоимостных единицах измерения, отнесенных к определенному периоду времени (смена, сутки, месяц, квартал, год). Наиболее удобным подходом к оценке имеющихся в распоряжении производственных мощностей является соотнесение доступного к использованию фонда рабочего времени единицы оборудования или рабочего персонала к затрачиваемому времени на производство единицы готовой продукции (для примера, если станок может работать не более 8 часов в сутки, а изготовление единицы готовой продукции занимает 1 час, то в течении суток станок способен произвести не более 8 изделий);
Единица производственной мощности – выделяемая и рассматриваемая в задачах планирования как одно целое единица технических устройств (или трудовых ресурсов), участвующих в выпуске продукции.
Загрузка единицы производственной мощностей – коэффициент использования производственных мощностей, вычисляемый как отношение фактически использованного рабочего времени единицы мощности к его плановому значению.
ERP-система – комплексная автоматизированная система управления ресурсами предприятия (от англ. Enterprise Resource Planning), позволяющая реализовать заранее определенные правила ведения бизнеса, регистрировать и анализировать информацию о самых разных сторонах хозяйственной деятельности предприятия, и решать таким образом задачи планирования и контроля. Основой ERP-системы является логически целостная база данных всего предприятия (единое информационное пространство предприятия), позволяющая управлять бизнес-процессами, затрагивающими сразу несколько (или все) службы предприятия. В отношении темы данной лабораторной работы важно, что ERP-системы снабжаются функциями планирования и учета производства, позволяющими своевременно обеспечить его необходимыми материалами и производственными мощностями.
Спецификация изделия - это список всех комплектующих, промежуточных изделий, запасных частей и сырья, из которых состоит основное изделие. В ней указывается количество каждого требуемого товара для выполнения сборки. Это список всех материалов, который требуется для одного запуска производства того или иного продукта.
Маршрут изделия – это производственно-технологическая карта изделия, отражающая подробную информацию о методе его производства. Маршруты формируют основу для планирования и управления производством. Информация, которую содержат маршруты, включает требуемые операции и их последовательность. Для каждого продукта маршруты содержат пошаговые инструкции, описывающие процесс изготовления данного продукта.
Рабочий центр – это термин системы «Microsoft Navision». Управление производственными мощностями является важным аспектом управления производственными процессами компании. Рабочий центр – это таблица, которая содержит информацию о цехах предприятия и об имеющихся в них производственных мощностях (персонале и основных средствах).
Машинный центр – тоже термин системы «Microsoft Navision». Машинный центр – это таблица, которая содержит информацию об имеющихся на предприятии конкретных единицах оборудования.
Краткое описание деятельности предприятия
ЗАО «Кронус мебельная фабрика» относится к типу небольших развивающихся компаний, имеющих сосредоточенные производственные мощности (одну производственную площадку) и централизованное управление. В настоящий момент фабрика специализируется на дискретном позаказном производстве офисной мебели из древесностружечных (ДСП) и древесноволокнистых (ДВП) плит и готовых фурнитурных комплектов. Все стадии технологического цикла выполняются в одном цехе (см. Приложение 1). Используемое современное оборудование имеет несколько режимов работы, что позволяет варьировать длительность производственного цикла в соответствии с производственным планом и желаемой производительностью. Своими конкурентным преимуществом, основанными на использовании новых информационных технологий, ЗАО «Кронус мебельная фабрика» считает систему производственного планирования, интегрированную со складом и службой снабжения, что повышает эффективно позаказного производства с точки зрения загрузки производственных мощностей и своевременности выполнения производственных заказов.
Финансирование деятельности предприятия осуществляется за счет собственных, кредитных и заемных средств. Фирма имеет распределенную структуру дистрибьюторских центров, находящихся в таких регионах как Северная Европа (страны ЕС), Северная Европа (страны не ЕС), Южная Европа, Северная Америка и Южная Америка.
Ассортимент производимой продукции состоит из 39 товарных позиций. Перечень поставщиков и клиентов также довольно значительный – более 60. Списки готовой продукции, сырья и материалов, поставщиков и клиентов служат основой для создания справочной информации, необходимой для решения задач. Каждый справочник, как правило, состоит из набора карточек продукции (товара), поставщиков, клиентов, плана счетов бухгалтерского учета. Карточки – это специальным образом организованный набор данных, характеризующих объекты хозяйственной деятельности фирмы.
Клиентами компании являются частные фирмы, государственные предприятия и домашние пользователи. Компания закупает комплектующие примерно у десяти поставщиков – в основном иностранных фирм, из стран Юго-Восточной Азии и Японии либо их представительств в России.
Описание технологических и планово-производственных процессов ЗАО «Кронус мебельная фабрика»
Производство мебели осуществляется в одном цехе. Технологический цикл производства мебели представляет собой последовательность следующих операций: раскрой древесностружечных (ДСП) или древесноволокнистых плит (ДВП) плит, сверление соединительных отверстий, облицовка кромочным материалом кромок деталей, сборка элементов, упаковка.
Данные операции выполняются группами станков и рабочих. С точки зрения задач планирования, в базе данных ERP-системе Microsoft Navision данные группы представлены следующими машинными центрами:
- «МЦ00060 - Форматно-раскроечный станок»;
- «МЦ00070 – Сверлильно-присадочный станок»;
- «МЦ00080 – Кромкооблицовочный станок»;
- «МЦ00090 – Сборщик мебели»;
- «МЦ00100 – Упаковщик мебели».
Данная информация объединяется в маршрутно-технологической карте, которою можно открыть в модуле «Планирование Мощностей», меню «Маршруты», см. рис. 0/I:
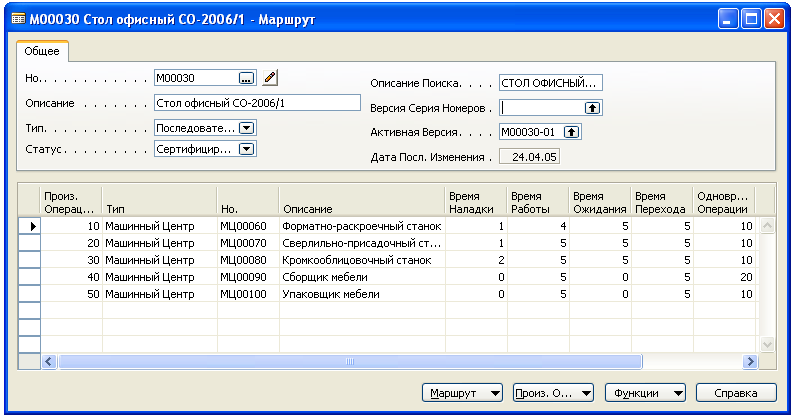
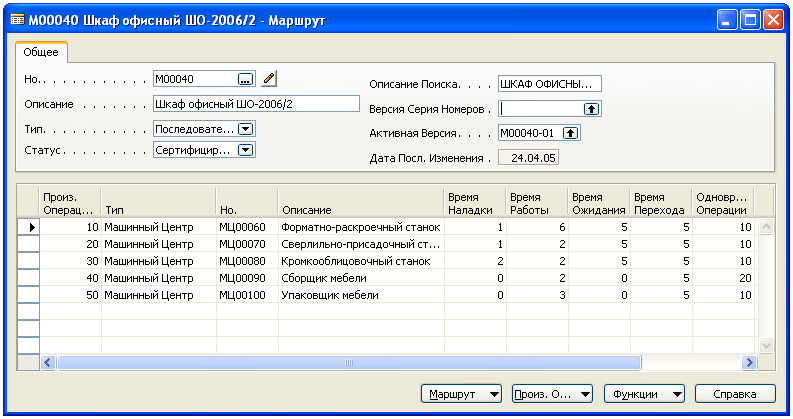
Рис. 0/I
Специфика технологического оборудования позволяет двухслойную обработку плит на этапе раскройки. Хотя данный режим приводит к повышенному износу режущего инструмента, это позволяет при необходимости сократить время форматно-раскроечной операции вдвое. Альтернативные версии маршрутов доступны при нажатии кнопки «Маршрут/Версии» в окне соответствующего маршрута, см. рис.0/II:
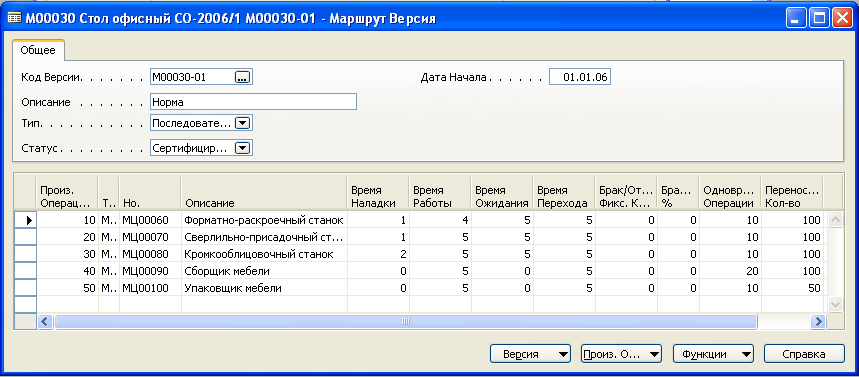
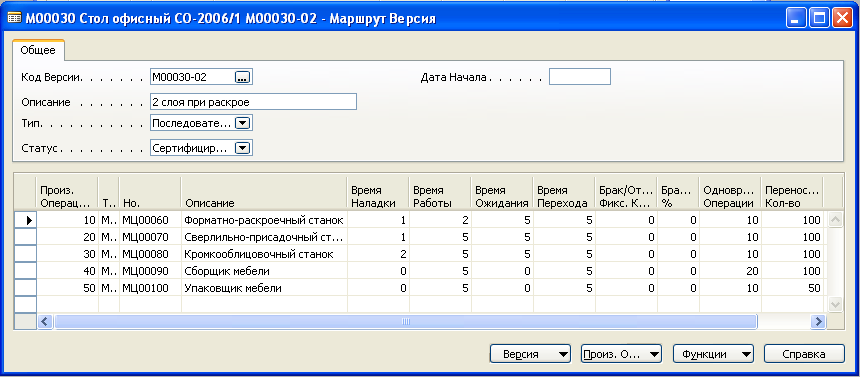
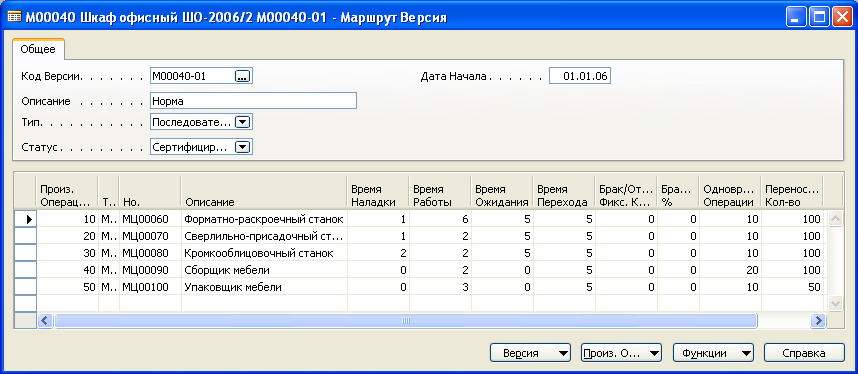
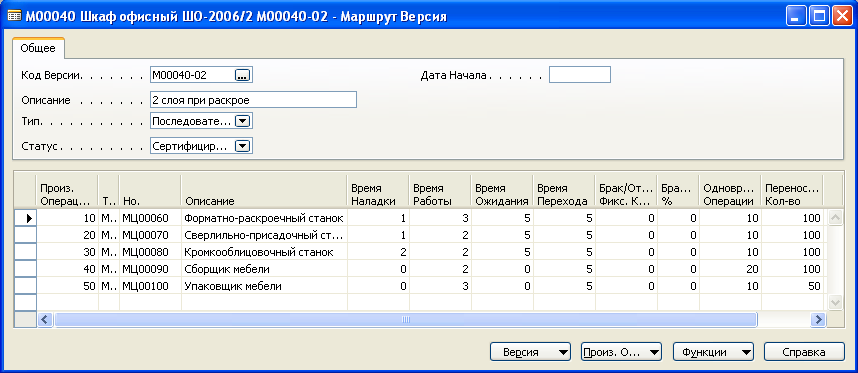
Рис. 0/II
Все указанные выше машинные центры образуют собой так называемый рабочий центр (цех) «РЦ00020 – Цех производства мебели» с односменным (8 часов с понедельника по пятницу) режимом работы.
Пояснения к параметрам настройки машинных центров:
- параметры «Емкость» и «Эффективность» необходимы для вычисления ежедневного (недельного, месячного и т.) фонда рабочего времени: («Емкость» Х «Эффективность» Х «Кол-во часов рабочей смены») / 100; Найденная таким образом величина представляет собой производственную мощность машинного центра;
- параметры «Время наладки», «Время ожидания», «Время перехода» определяют непроизводственное время, увеличивающее производственный цикл изготовления продукции, и таким образом позволяют построить более точный сетевой график выполнения производственного заказа;
- параметры «Количество для переноса вперед» и «Количество одновременных операций» отражают ритм перемещения полуфабрикатов по стадиям производства и скорость выполнения технологических операций («Количество одновременных операций» приравнивается количеству станков или рабочих в машинном центре).
В данной лабораторной работе студентам будет предложено стать сотрудниками отдела кадров ЗАО «Cronus» и выполнять их функциональные обязанности в рамках рассматриваемых бизнес-сценариев.