
Ббк. 34. 642 С 36 удк 621. 791. 94
| Вид материала | Справочник |
- Удк 621. 316: 621. 311. 1 Экономика и организация производства, 95.87kb.
- Учебное пособие Санкт-Петербург 2005 удк 662. 61. 9: 621. 892: 663. 63 Ббк г214(я7), 546.15kb.
- Развитие тезауруса классификационных рубрик по физике полупроводников, 199.49kb.
- Удк 621. 311, 94.08kb.
- Удк 621. 787. 4, 81.3kb.
- Удк 621. 313 Молчанова светлана юрьевна, 209.19kb.
- Методические указания Волгоград 2010 удк 621. 91 Рецензент, 669.19kb.
- Удк 621. 045/. 07: 669., 80.54kb.
- Удк 656 08; 629 072 ббк 52. 5: 88., 1958.04kb.
- Удк 338. 45: 621 Новиков Александр Николаевич, 260.62kb.
Шероховатость поверхности зубьев колес и витков червяков зависит от способа их изготовления, а требования к шероховатости определяются условиями эксплуатации передачи. Контроль шероховатости поверхности зубьев может быть осуществлен двойным микроскопом, профилометром, (волномером, а также по образцам сравнения.
В табл. 137 приведены рекомендуемые значения параметров шероховатости поверхности зубьев в зависимости от степени точности передачи.
137. Рекомендуемые значения шероховатости поверхности зубьев (ОСТ 2 Н84-1—77)
| | Цилиндрические колеса | Конические колеса | Червячные колеса | Витки червяков | ||||
| Степень точности | Шероховатость поверхности по ГОСТ 2789—73 | |||||||
| колеса | Класс | Параметр Ra | Класс | Параметр Ra | Класс | Параметр Ra | Класс | Параметр Ra |
| 3 4 6 7 8 9 | 86 76 66 66 4 | 0,40 0,80 1,6 1,6 3,2 6,3 | 76 76 66 5 4 | 0,80 0,80 1,6 3,2 6,3 | 96 86 76 76 66 66 | 0,20 0,40 0,80 0,80 1,6 1,6 | 76 76 66 &б 5 5 | 0,80 0,80 1,6 1.6 3,2 3,2 |
ГЛАВА XII. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ТЕХНИЧЕСКИЕ СРЕДСТВА МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА ЗУБЧАТЫХ КОЛЕС
§ 69. Типовой технологический процесс обработки зубчатых колес
Разнообразие форм и параметров зубчатых колес создает разнообразие технологических процессов их изготовления, которые в общем состоят нз следующих основных операций: изготовление заготовки, подготовка технологических баз, нарезание зубьев, термическая обработка, отделка посадочных и базовых поверхностей, отделка рабочих поверхностей зубьев.
При разработке технологического процесса необходимо учитывать геометрическую форму зубчатого колеса, степень точности готового изделия, количество зубчатых венцов цилиндрического колеса, форму зубьев, материал колеса, вид производства, термическую обработку и ряд других факторов, присущих обработке конкретного зубчатого колеса.
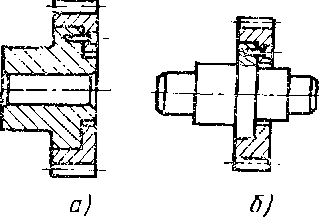
138. Технологические формы зубчатых колес
Вид зубчатого колеса
Форма зубчатого колеса
Эскиз
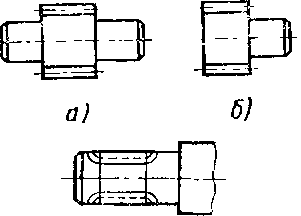
Цилиндрические и червячные
Вал-шестерня:
а) двусторонний вал с
открытым венцом,
б) односторонний вал
с открытым венцом,
в) вал с врезным вен-
цом
в)
20
Насадные зубчатые ко леса с малым числом зубьев:
а) с цилиндрическим
отверстием,
б) с коническим отвер-
стием
5]
Насадные зубчатые колеса:
а) со ступицей,
б) с шейками,
в) плоские,
г) закрытый венец с
буртом,
д) блочные
В-
в)
г) д)
зубчатые
Составные колеса:
а) со ступицей.
б) с валом
Вид
зубчатого колеса
Форма зубчатого колеса
Эскиз
Конические
С хвостовиком
Дисковой формы
Со ступицей
Геометрическая форма зубчатых колес по возможности должна быть образована простыми поверхностями, не иметь лишних выточек, если это не обусловлено требованиями уменьшения массы детали. Если выточки образуются механической обработкой, то они должны быть цилиндрическими и сопряженными с диском переходными поверхностями одного радиуса. Торцы зубчатых венцов и ступицы рекомендуется сочетать с диском фасками.
В табл. 138 приведены основные технологические характеристики форм зубчатых колес.
Степень точности готового зубчатого колеса оказывает влияние на структуру операций в технологическом процессе, выбор класса точности станка и инструмента, а также определяет необходимость дополнительных операций по обработке базовых поверхностей, выбор режимов обработки и качество оснастки. В табл. 139 приведены рекомендуемые классы точности станков и инструмента для нарезания цилиндрических зубчатых колес различных степеней точности.
139. Рекомендуемые классы точности станков и инструмента при нарезании зубьев цилиндрических колес
| Классы | | Степень точности колеса по ГОСТ 1643— | -72 | | |||||
| точности станка и инструмента | [ . . . 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Классы точности | |||||||||
| Станки по ГОСТ 8—72 | Мастер-станки | С | А | В | п | Н | Н | Н | Н |
| Червячные фрезы по ГОСТ 9324—60 Долбяки по ГОСТ 9323—60 Дисковые фрезы по ГОСТ 10996—64 Шеверы по ГОСТ 8570—57 | — | — | | АА | AAA АА А | АА А В | А В с | В В | с |
Масштаб производства зубчатых колес определяет выбор типа оборудования и влияет на технологический процесс в целом. В табл. 140 и 141 приведены типовые технологические процессы изготовления цилиндрического зубчатого насадного колеса и указано рекомендуемое оборудование. Для другого типа детали, например, вала-шестерии, изменяются или добавляются только некоторые операции.
140. Типовой технологический процесс изготовления насадноро зубчатого колеса (термически не обработанного)
| | Вид оборудования при производстве | ||
| Операция | единичном и мелкосерийном | серийном | крупносерийном и массовом |
| Черновая обработка с одной стороны | Токарный или револьверный станок | Револьверный станок | Револьверный или токарный полуавтомат |
| Черновая или получистовая обработка с другой стороны (включая выточки) | То же | То же | То же |
| Чистовая обработка посадочного отверстия, базовых торцов и наружного диаметра | Токарный станок | Токарный полуавтомат или токарный станок | Токарный гндроко-пировальный полуавтомат |
| | Вид оборудования при производстве | ||
| Операция | единичном и мелкосерийном | серийном | крупносерийном и массовом |
| Обработка шпоночного паза | Горизонтально-протяжной станок или долбежный станок | ||
| Нарезание зубьев иа венце | Универсальные зубофрезерные и зубодолбежные полуавтоматы | Универсальные и продукционные зу-бообрабатываю-щие полуавтоматы | Продукционные зубофрезерные и зубодолбежные автоматы |
| Отделка зубьев термически необработанного колеса | Универсальный зубогаевинговаль-ный полуавтомат | Универсальный зубошевинговаль-ный полуавтомат и автомат | Зубошевинговаль-ный автомат |
141. Типовой технологический процесс изготовления насадного термически обработанного зубчатого колеса
| Операция | Вид оборудования при производстве | ||
| единичном и мелкосерийном | серийном | | крупносерийном и массовом | |
| Черновая обработка с одной стороны | Токарный или револьверный станок | Револьверный станок | Револьверный или токарный полуавтомат |
| Черновая и получистовая обработка с другой стороны | То же | То же | То же |
| Чистовая обработка посадочного отверстия, базовых торцов и наружного диаметра с припуском под шлифование | Токарный станок | Токарный полуавтомат или токарный станок | Токарный гидрокопировальный полуавтомат |
| Обработка шпоночного паза | Горизонтально-протяжной станок или долбежный станок | ||
| Нарезание зубьев с припусками под шлифование | Универсальные зубофрезерные и зубодолбежные полуавтоматы | Универсальные и продукционные зубообрабатываю-щие полуавтоматы | Продукционные зубофрезерные и зубодолбежные автоматы |
| Термическая обработка колеса | Установки для объемной или поверхностной закалки | ||
| | Вид оборудования при производстве | ||
| Операция | единичном и мелкосерийном | серийном | крупносерийном н массовом |
| Шлифование наружного диаметра и торца | Круглошлифовальные полуавтоматы | ||
| Шлифование отверстия и торца | Внутришлифовальные полуавтоматы | ||
| Зубошлифование | Зубошлифовальные полуавтоматы с коническим, плоским и тарельчатыми кругами | Зубошлифовальные полуавтоматы с червячным кругом и профильным кругом | |