
Ведомственные строительные нормы монтаж технологического оборудования и металлоконструкций коксовых батарей
| Вид материала | Документы |
| 3. Производство монтажных работ 4. Монтаж закладной арматуры, армирующих устройств и дверей |
- Ведомственные нормы технологического проектирования нормы технологического проектирования, 4907.42kb.
- Инструкция по устройству покрытий и оснований из щебеночных, гравийных и песчаных материалов,, 1072.92kb.
- Иваются основные требования и нормы на монтаж технологического оборудования, кабельных, 3407.08kb.
- Иваются основные требования и нормы на монтаж технологического оборудования, кабельных, 3661.29kb.
- Ведомственные нормы технологического проектирования нормы технологического проектирования, 1071.44kb.
- Ведомственные строительные нормы нормы электрического освещения спортивных сооружений, 481.64kb.
- Ведомственные строительные нормы Электрооборудование жилых и общественных зданий Нормы, 1883.17kb.
- Ведомственные нормы технологического проектирования свиноводческих предприятий, 1876.91kb.
- Список промышленных и транспортных предприятий Приморского края, 289.31kb.
- Ведомственные строительные нормы предприятия по обслуживанию автомобилей, 606.8kb.
3. ПРОИЗВОДСТВО МОНТАЖНЫХ РАБОТ
Общие требования
3.1. Работы по монтажу оборудования коксовых батарей выполняют в три этапа:
I этап - монтажные и пусконаладочные работы, до выполнения которых невозможен разогрев батареи;
II этап - монтажные и пусконаладочные работы, без выполнения которых невозможен перевод на постоянный обогрев, а также прочие монтажные и пусконаладочные работы по батарее;
III этап - монтажные и пусконаладочные работы, которые невозможно произвести до перевода батареи на постоянный обогрев.
I этап охватывает работы по предрастопочному монтажу, II и III этапы - по послерастопочному монтажу.
Последовательность работ см. в обязательном приложении 1.
3.2. Продолжительность предрастопочного монтажа определяется ППР. Предрастопочный монтаж в целях сокращения сроков строительства батареи может производиться совмещенно с огнеупорными работами по мере готовности кладки отдельных участков (захваток) батареи.
Послерастопочный монтаж не должен превышать продолжительность разогрева печей, устанавливаемую Коксохимстанцией для каждой батареи.
3.3. Демонтаж или передвижку тепляка производят в каждом отдельном случае по согласованию с Коксохимстанцией после окончания кладки, установки анкеража, закладки внутренних топок и зеркал камер, предохранения кладки от атмосферных осадков и создания условий, обеспечивающих положительную температуру кладки в зимний период.
3.4. К началу предрастопочного монтажа необходимо иметь готовность кладки на участке не менее 15 смежных печей.
Последующая завершаемая кладкой группа печей должна примыкать к предыдущей.
3.5. Производить монтаж оборудования на разных участках батареи с разрывами между ними не разрешается.
3.6. Привязку монтируемого оборудования выполняют с учетом следующих требований:
все оборудование при монтаже батареи в холодном состоянии привязывается к продольной оси батареи, к осям крайних и средних печей и осям обогревательных простенков;
при невозможности выполнить замеры непосредственно от продольной оси батареи привязка оборудования производится к фасадным линиям батареи;
оси и отметки путей коксовых машин должны быть увязаны с соответствующими путями смежных батарей;
после перевода батареи на постоянный обогрев должна быть проверена взаимоувязка размеров и отметок путей коксовых машин с фасадными линиями батареи и отметкой пода печей.
3.7. Выверка оборудования производится в соответствии с технической документацией заводов-изготовителей и рабочими чертежами.
В технической документации указываются базы для выверки, допускаемые отклонения по высоте и в плане, а также содержатся методики выполнения измерений при монтаже и испытаниях, соответствующие ГСИ ГОСТ 8.010-72.
3.8. Контрольно-выверочные операции при монтаже оборудования производят с помощью геодезических приборов (теодолиты, нивелиры, лазерные визиры) и измерительного инструмента (рулетки, осевые струны, отвесы, линейки, шаблоны, рамные уровни, щупы).
3.9. Результаты монтажа оборудования отражаются в монтажных формулярах или монтажных чертежах, на которых проставляются проектные и фактические размеры и отметки. В них указывается, что оборудование смонтировано в соответствии с проектом и их подписывают представители монтажной организации, заказчика и шефмонтажа, если последний участвовал в работе. Отклонения от проектной документации должны быть согласованы с проектной организацией.
3.10. Расконсервация рабочих поверхностей оборудования производится в соответствии с ГОСТ 9.014-78 и указаниями в технической документации заводов-изготовителей.
4. МОНТАЖ ЗАКЛАДНОЙ АРМАТУРЫ, АРМИРУЮЩИХ УСТРОЙСТВ И ДВЕРЕЙ
Закладная арматура печей
4.1. При установке закладной арматуры в кладку печей отклонения от осей, проектных отмоток и размеров не должны превышать указанных в табл. 2.
Таблица 2
| Арматура | Осевое смещение, размер, отметка | Допускаемое отклонение, мм |
| Чугунные вкладыши корнюров | Смещение оси вкладыша от оси корнюра | ±3 |
| Наблюдательные глазки регенераторов | Отметка оси глазка | ±10 |
| Рамы и крышки загрузочных люков | Размер между осями рам по длине камеры коксования | ±5 |
| Смещение центра рамы от оси камеры коксования | ±3 | |
| Верхние наблюдательные глазки | Размер между осями седел смежных глазков по длине простенка | ±3 |
| Смещение оси седла глазка от оси вертикала | ±5 |
Армирующие устройства и двери
Общие требования
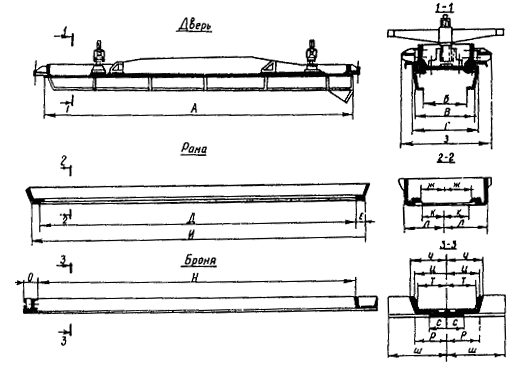
4.2. Брони, рамы и двери до передачи в монтаж проверяются в полном объеме поставки, при этом должны соблюдаться следующие требования:
фактические размеры изделий, приведенные на чертеже, должны соответствовать проектным в пределах допусков, указанных в табл. 3 (проверяются обмерами и металлическими шаблонами);
Таблица 3
| Конструкция | Размер | Допускаемое отклонение, мм | Конструкция | Размер | Допускаемое отклонение, мм |
| Дверь | А | ±5 | Рама | К | ±2 |
| Б | ±3 | | Л | ±2 | |
| В | ±3 | Броня | Н | +10; -5 | |
| Г | ±3 | О | ±1 | ||
| З | 0; -4 | Р | +2; -4 | ||
| С | ±2 | ||||
| Рама | Д | +6;-3 | Т | +2; -1 | |
| Е | 0; -6 | Ц | +2,5; -1 | ||
| И | +5; -10; ±12* | Ч | +2; -4 | ||
| Ж | ±2 | Ш | 0; -5 |
* Для камер высотой 7 м и более.
гнезда Т-образных болтов в бронях должны совпадать с ответными проушинами в рамах в пределах допусков, указанных в технической документации заводов-изготовителей (проверяется шаблоном);
изделия должны соответствовать техническим условиям на изготовление, поставку и техническим монтажным требованиям на проектирование, изготовление и поставку.
Осмотром проверяют состояние зеркал - литье не должно иметь неровностей, приливов, раковин, трещин, расслоений и других дефектов.
Допуски на размеры, не указанные на чертеже, должны соответствовать III классу точности по ГОСТ 26645-86 «Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку».
Для осмотра и обмеров брони, рамы и двери раскладывают в один ряд.
Неудовлетворительные по состоянию зеркал и размерам, а также другим показателям изделия подлежат браковке.
Взаимозаменяемость броней, рам и дверей проверяют контрольной сборкой на стенде, двух броней и дверной рамы с последовательной установкой двери коксовой и машинной сторон.
4.3. Перед монтажом анкерных колонн подвергают выборочной проверке (в объеме 15 % полного комплекта) размеры и качество изготовления поперечных и продольных анкерных стяжек. При этом все анкерные колонны подвергают внешнему осмотру и контролю на прямолинейность. Допускаемые отклонения приведены в табл. 4.
Таблица 4
| Конструкция | Размер, деформация | Допускаемое отклонение, мм |
| Анкерная колонна | Общая длина колонны | +5; -10 |
| Ширина колонны от оси в обе стороны | ±2 | |
| Прогиб колонны в двух взаимно перпендикулярных плоскостях | ±5 | |
| Размер от подошвы колонны до центра прижимного болта | ±3 | |
| Размер между центрами прижимных болтов в двух направлениях | ±3 | |
| Анкерная колонна промежуточная | Общая длина колонны | ±5 |
| Прогиб колонны в двух взаимно перпендикулярных плоскостях | ±5 | |
| Нижняя или верхняя поперечная стяжка | Общая длина стяжки | ±20 |
| Длина нарезной части стяжки | 1 мм на 100 мм длины | |
| Искривление нарезной части стяжки | Не допускается |
Примечание. Контроль прогиба анкерных колонн осуществляется с помощью струны при боковом положении контролируемых поверхностей.
4.4. Спиральные пружины армирования передают в монтаж вместе с техническими паспортами или ведомостями испытания пружин на заводе-изготовителе; каждая пружина должна быть снабжена закрепленной на ней биркой с номером пружины.
До передачи в монтаж заказчик совместно с Коксохимстанцией производит выборочную проверку паспортной характеристики пружин в количестве 10 % общего их количества.
Основными условиями, определяющими пригодность пружин, являются отсутствие остаточных деформаций и заданная высота пружин.
4.5. Сдвоенные пружины верхних и нижних поперечных стяжек, комплектуются Коксохимстанцией на основании заводских паспортов с равными отклонениями от проектных размеров.
Нагрузки на пружины армирования отдельных узлов устанавливаются в
Брони
4.6. Перед установкой броней:
заполняют огнеупорным бетоном углубления броней, обращенные к кладке батареи, при этом уровень бетона должен быть на 10 мм ниже выступающих ребер, а бетонирование произведено не менее чем за 36 ч до монтажа броней при температуре не ниже 5 °С;
в гнезда кладки с машинной и коксовой сторон батареи укладывают по периметру прилегания броней специальную четырехжильную асбестовую набивку диаметром 30 мм; укладка выполняется непрерывно с образованием над каждым простенком петли для зачеканки верха броней. Для предохранения кладки от разрушения при установке броней на выступ корнюрной зоны вдоль батареи укладывают асбестовый шнур диаметром 15 мм.
4.7. Доставленную к монтажному проему броню переводят в вертикальное положение, разворачивают параллельно фронту батареи и транспортируют к месту установки подвесным краном тепляка со строповкой верха брони за рым-болты, поставляемые в комплекте с бронями заводом-изготовителем (аналогичные операции проводятся при монтаже рам).
Бронь устанавливают вертикально и соосно с отопительным простенком, соблюдая следующие условия:
кладка обогревательных простенков должна симметрично выступать с обеих сторон корпуса брони по всей высоте;
брони не должны выходить ни одной из своих сторон за обрезы кладки.
несовпадение фасадных плоскостей смежных броней не должно превышать 3 мм;
несовпадение по высоте поверхностей двух смежных броней в месте установки порога не должно превышать 2 мм;
верхние и нижние зазоры смежных броней должны быть не менее 6 и не более 16 мм и должны уплотняться асбестовым шнуром.
Установленную броню временно раскрепляют деревянными распорками, один конец которых упирается в броню, другой - прибивают к настилу стеллажей тепляка. Распорки снимают после установки и утяжки временных стяжных болтов.
4.8. Затянутые с помощью временных стяжных болтов брони должны удовлетворять следующим условиям: асбестовая набивка должна быть заглублена от контура брони на 20 - 25 мм, а зазор между броней и кладкой должен быть не менее 3 и не более 10 мм; измерение зазора нужно производить на уровнях верхнего и нижнего ригельных крюков дверной рамы и посередине между ними с обеих сторон.
Допускается увеличение на 3 мм указанных выше зазоров между броней и кладкой после установки дверных рам и крепления их к броням болтами.
Результаты замеров прилегания броней к кладке батареи заносятся техническим персоналом Коксохимстанции в таблицу замеров (обязательное приложение 3).
Количество временных стяжек по высоте брони определяется в ППР.
По окончании утяжки броней петли асбестовой набивки перерезают, и концы шнура зачеканивают между кладкой и крыльями броней; одновременно уплотняют верхние и нижние стыки броней кусками асбестового шнура.
Анкерные колонны и стяжки
4.9. До начала предрастопочного монтажа на анкерных колоннах собирают пружинные узлы армирования. В собранных узлах не должно быть перекосов и заклинивания пружин.
4.10. Монтаж анкерных колонн начинают после установки, рихтовки, затяжки и приемки броней Коксохимстанцией на участке не менее 15 печей.
4.11. Доставленную к монтажному проему анкерную колонну переводят в вертикальное положение и транспортируют подвесным краном тепляка к месту установки с последующим разворотом в проектное положение напротив рабочего простенка. Верх установленной колонны временно закрепляют стальным хомутом, концы которого вставляют в отверстия под рым-болты в утянутых бронях (приспособления удаляются после закрепления колонн поперечными анкерными стяжками). Монтаж колонн ведут параллельно с машинной и коксовой сторон батареи.
Установленные анкерные колонны должны удовлетворять следующим требованиям:
расстояние между осями смежных колонн должно быть одинаковым с отклонением от проектного размера не более ±5 мм (при этом разметку осей осуществляют от наружного габарита колонн в местах замеров);
фактические отметки верха кронштейнов под обслуживающие площадки должны соответствовать проектным с отклонением от 0 до -10 мм;
допустимые отклонения колонн от вертикальности в фасадной плоскости батареи не должны превышать 10 мм (проверка на «веерность» колонн); проверяются отвесом по осевым рискам на колоннах.
4.12. При окончательном закреплении анкерных колонн производят следующие работы:
пальцы упорных стаканов пружинных узлов армирования, а также плоскости прилегания упоров на бронях смазывают графитовой смазкой;
завинчивают гайки нижних и верхних анкерных стяжек с обеих сторон батареи одного и того же простенка;
на батареях с боковым подводом коксового газа проверяют положение подошв колонн, смазывают поверхности опирания прижимных накладок и затягивают гайки фундаментных болтов. При затяжке не разрешается удлинять стандартные ключи с помощью надставок;
колонны малого анкеража закрепляют траверсами за анкерные колонны;
по окончании затяжки колонн в соответствии с проектом даются нагрузки на пружины узлов армирования, при этом нагрузку пружин узлов армирования так же, как и пружин верхних и нижних стяжек, производят под контролем Коксохимстанции.
4.13. При монтаже колонн до нагрузки пружин вверху между бронями и анкерными колоннами устанавливают временные отжимные балки.
Для предупреждения засорения полости между колонной, отжимной балкой и пакетом над верхними торцами балки и пакета устанавливают крышки из десятимиллиметровых досок длиной 350 мм с заклиниванием их после установки колонн (во избежание выпадения).
До разогрева батареи деревянные крышки должны быть удалены, при этом проверяют чистоту зазоров между колоннами и отжимными балками и пакетами, а также между колоннами и бронями.
4.14. Удаление временных стяжек производят после окончательного закрепления анкерных колон и приемки их представителями Коксохимстанции.
4.15. До разогрева батареи брони должны быть закреплены нажимными болтами анкерных колонн во избежание подъема броней при росте кладки.
4.16. Коксохимстанция производит замеры стрел прогибов каждой анкерной колонны как в свободном состоянии, так и при передаче нагрузок на колонны и фиксирует эти замеры в таблице замеров стрел прогибов анкерных колонн (обязательное приложение 4).
4.17. При монтаже верхних поперечных анкерных стяжек должна быть обеспечена длина выступающих концов стяжек с машинной и коксовой сторон в соответствии с проектом с отклонением не более 20 мм.
4.18. Нарезанные концы нижних анкерных стяжек должны быть очищены, смазаны и предохранены ветошью или деревянными брусками от повреждений при производстве огнеупорных работ.
4.19. Под верхние поперечные стяжки (во избежание их провисания) до окончания роста батареи должны быть уложены деревянные подкладки одной толщины, располагаемые над канавками верха батареи на расстоянии 2 - 2,5 м друг от друга.
4.20. Стыковка отдельных звеньев продольных анкерных стяжек производится с соблюдением прямолинейности стяжек, при этом допускаемое отклонение от прямолинейности собранных элементов не должно превышать 5 мм.
Не допускается совпадение стыковочных планок продольных стяжек с поперечными стяжками.
4.21. Для обеспечения заданной нагрузки на каждую продольную стяжку и отпуска стяжек во время разогрева батареи у контрфорсов на стяжках устанавливают приспособления для их поддержания.
4.22. Пружины продольных анкерных стяжек так же, как и пружины верхних и нижних поперечных анкерных стяжек, перед разогревом затягивают до нагрузок, предусмотренных проектом.
Рамы и двери
4.23. Перед установкой рамы по внутреннему ее пазу закладывается специальная трехжильная асбестовая набивка, а по наружному пазу - четырехжильная набивка диаметром 30 мм. Набивку приклеивают к раме жидким стеклом или сульфитно-спиртовой бардой.
4.24. Затяжку Т-образных болтов, крепящих дверную раму к броне, необходимо производить равномерно, постепенно переходя от середины рамы вверх и вниз с обеих ее сторон, следя за проектным положением асбестовой набивки, проверяя величину зазоров между дверной рамой и бронями и не допуская деформации рамы; при этом необходимо использовать дополнительные стопорные болты с обеих сторон рамы, которые служат упорами, предотвращающими скручивание рамы при ее затяжке; после окончательной затяжки рамы эти болты должны быть завинчены до упора.
4.25. После окончательной затяжки дверных рам проверяют:
правильность расположения головок Т-образных болтов (насечки на торцах болтов должны быть расположены вертикально);
ширину в свету дверных рам на трех уровнях (допускаемое отклонение ±6 мм);
прилегание рамы к броням на уровнях верхних и нижних ригелей и посередине между ними, при этом зазоры между рамой и броней должны составлять 12 - 15 мм - для рам с открытой канавкой под шнур со стороны печного проема и 2 - 5 мм - для рам с закрытой канавкой, а выступы рам за кромку брони в сторону камеры не должны превышать 2 мм;
величину зазоров между бронями и заплечиками кладки (проверяется вторично), причем допускается увеличение первоначальных зазоров, указанных в п. 4.8, на 3 мм;
тщательность уплотнения стыков между смежными бронями;
отклонение от проектного профиля рамы по плоскости прилегания уплотняющей рамки дверей (допускаемое отклонение 2 мм проверяется струной, натянутой вдоль зеркала рамы).
Перед установкой дверей повторно проверяют профиль рамы, при этом допускается прогиб рамы относительно проектного профиля до 3 мм в сторону печи (допускаемое отклонение ±2 мм).
4.26. Поверхность порога, устанавливаемого на две смежные брони, должна быть на 7 - 10 мм ниже пода камеры; зазоры между порогами, бронями и рамами должны быть уплотнены асбестовой набивкой.
Окончательную регулировку порогов по отметкам и горизонтальности производят после роста батареи установкой П-образных подкладок или посредством строгания порогов (строгание порогов и изготовление П-образных подкладок являются обязанностью заказчика).
4.27. Двери поставляют в собранном виде, включая уплотняющие рамки с нажимными цилиндриками, асбестовыми прокладками и кирпичедержателями, а также с прижимными затворами, нагруженными с проектным усилием.
Футеровку дверей производят в верхнем положении кирпичедержателей при температуре не ниже 5 °С. Поворот дверей футеровкой вниз выполняют только после полного схватывания раствора, после чего двери выкладываются на специальных подкладках, предохраняющих падение набок.
Для предохранения уплотняющих рамок и футеровки от повреждений поворот дверей осуществляют на горизонтальном вращающемся станке, а подъемы - с использованием траверс, обеспечивающих захват дверей за специальные грузозахватные устройства в дверях.
Перед установкой на камеру двери выставляют самоходными кранами в ремонтных станциях батареи. Подачу в гараж осуществляют с помощью траверсы, поднимающей дверь за карманы.
Установку дверей на очередную камеру производят коксовыталкивателем и двересъемной машиной после ломки временных зеркал и очистки головок простенков от мусора. Последовательность и время установки дверей определяются Коксохимстанцией.
Предварительную обтяжку уплотняющих рамок дверей следует производить перед загрузкой батареи шихтой, причем щуп толщиной 0,15 мм не должен проходить между ножом уплотняющей рамки и зеркалом рамы. Окончательную обтяжку (до устранения пропуска газа) производят после загрузки камер. Предварительную обтяжку уплотняющих рамок дверей перед загрузкой батареи шихтой производят в соответствии с инструкцией по эксплуатации дверей.
После установки на печь дверей с пружинными затворами и до обтяжки их уплотняющих рамок необходимо произвести проверку: затяжки пружин в узлах ригельных затворов, наличия зазоров между гайкой и тарелкой на штоке пружины, наличия зазоров между ригелем и рычагом, опорными катками и рамой на двух ригельных дверях - в соответствии с инструкцией по эксплуатации дверей.