
1. Основные определения курса
| Вид материала | Документы |
- Тема: Основные понятия и определения, 164.71kb.
- Краткое содержание курса, 84.97kb.
- Надежность в технике основные понятия. Термины и определения гост 27. 002-89 государственный, 583.36kb.
- № п./п. Темы; основные вопросы уроков, 330.51kb.
- Гост 60-2003 издания. Основные виды. Термины и определения, 62.99kb.
- Программа курса «Основы радиоэлектроники», 15.36kb.
- Методические указания и контрольные задания по физике для слушателей второго курса, 1404.08kb.
- Тема предмет курса. Основные определения. Классификация, 541.45kb.
- Расторгуев С. П. Информационная война, 5412.32kb.
- Сибид. Библиографическая деятельность. Основные термины и определения сибид. Библиографическое, 76.18kb.
Логистическая система KANBAN
Логистическая система KANBAN (карточка) является одной из первых попыток внедрения JIT в TOYOTA
Представляет собой первую реализацию вытягивающей логистической системы, на внедрение которой от начала реализации у компании TOYOTA ушло 10 лет.
Такой срок связан с тем, что данные системы не могла работать без соответствующей логистически определенной концепции точно в срок. Система применяется при регулярном выпуске среднего объема продукции и менее пригодна для дорогих или крупных изделий, когда расходы на их хранение или доставку велики. Первоначальные попытки американских и европейских команд автоматизировать проиводство потерпели неудачу.
KANDAN применяется с 72г на TAYOTA и представляет собой организацию непрерывного производственного потока способствующую быстрой перестройки и практически не требующую страховых запасов.
Сущность системы KANDAN заключается в том, что все производственные подразделы завода, включая линии конечной сборки снабжаются ресурсами в количестве и в сроке, который необходимы для выполнения заказа заданного подразделением потребителя.
Таким образом в отличии от традиционного подхода к производству, структура подразделов не имеет общего жесткого графика производства, а оптимизировать свою работу в пределах заказа последующего подразделения осуществляющего операции на последующей стадии технологического цикла. Средством передачи информации в системе являются специальные карточки.
Используются 2 вида карточек:
- Карточки отбора
- Карточки производственного заказа
В карточке отбора указывается число деталей, которое должно быть взято на предшествующем участке обработки.
В карточке производственного заказа число деталей, которое должно быть изготовлено на предшествующем рабочем месте. Эти карточки циркулируют как внутри предприятия, так и между корпорациями и сотрудничающие с ней компании.
Карточки KANDAN несут информацию о расходах и производстве продукции, что позволяет организовать концепцию «точно в срок».
При операциях в системе KANDAN используются следующие правила для двух карточек.
- Не может быть изготовлено не одного изделия, пока карточка производственного заказа не разрешит производство.
- Рабочие могут выполнять регламент работы, проводить уборку или работать над улучшением, пока не прибудет карточка производственного заказа. Соответствующая карточка сборки контролирует хранение изделий между участками обработки
Могут применятся только стандартные контейнеры заполненные малым объемом продукции.
На контейнер приходиться 1 карточка отбора и 1 производства заказа.
Основными показателями работы такой системы является объем контейнера и количество их в системе.
Работа механизма вытягивания может быть представлена следующим образом. Выделим 2 рабочих места в производственном процессе, обозначим их как поставляющее рабочее место (Рм) и потребляющее (Пм), которые взаимодействуют между собой через накопитель материальных ресурсов в контейнерах. Каждый контейнер имеет прикреплённую к нему одну из двух видов карточек: карточку отбора, если контейнер движется от накопителя к потребляющему Рм, когда он заполнен, и от потребляющего Рм к накопителю, когда он пуст; и карточку производственного заказа, когда контейнер движется от поставляющего рабочего место Пм, и от него к накопителю, когда он заполнен.
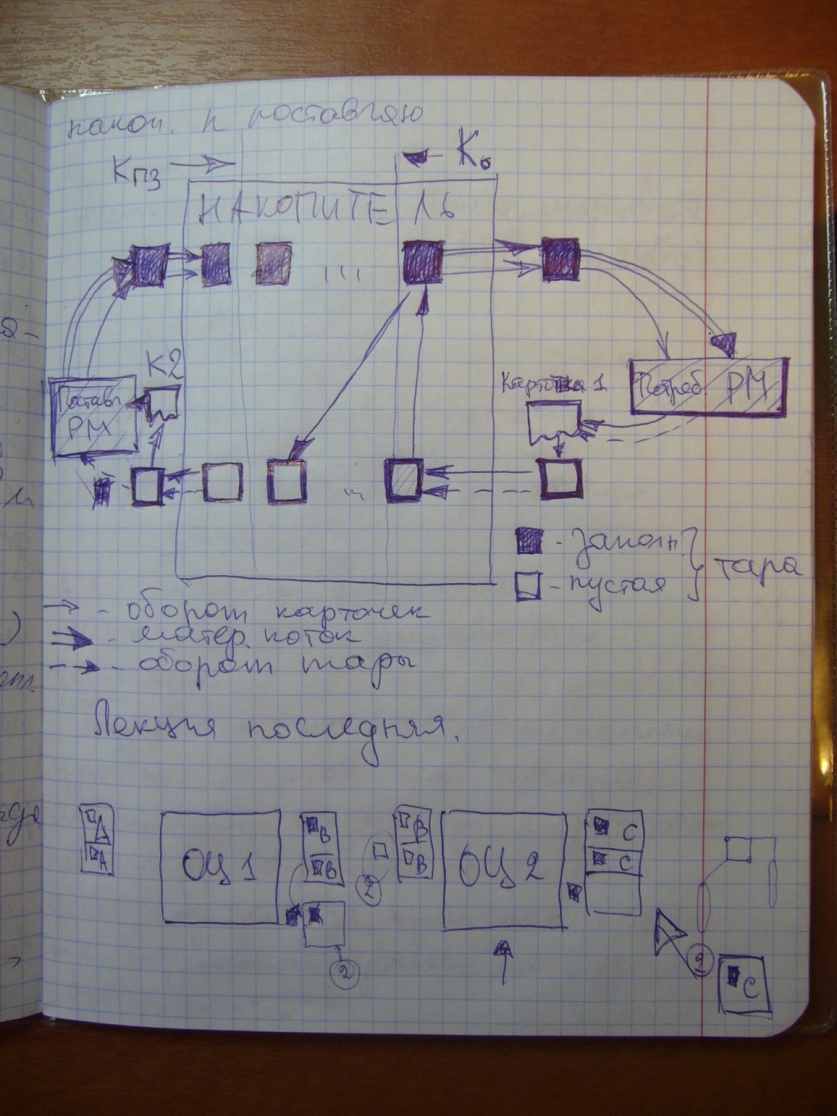
Замена на конвейере одного вида карточек другим, относящимся к одному сорту деталей, может происходить только в накопителе, где цикл оборота карточек пересекается. Замена карточки того же вида, но относящегося к другому сорту деталей может происходить только на потребляющем или поставляющем РМ через картотеки 1 и 2 соответственно.
механизм оборота карточек и работа системы состоит из 3 этапов:
- потребляющая РМ получив заказ от последующего по ходу производственного процесса РМ определяет свои потребности в деталях, необходимых для выполнения данного заказа. Из К1 отбираются соответствующие карточки отбора, которые по мере освобождения контейнеров по одной прикрепляются к ним и транспортируются в накопитель.
- В накопителе на основании информации карточек отбора отбираются контейнеры, заполненные необходимыми деталями. С них снимаются карточки производственного заказа и прикрепляются на поступившие пустые контейнеры, с которых в свою очередь карточки отбора перевешиваются на отобранные и заполненные контейнеры. Т.о. на каждом отобранном контейнере с деталями карточка производственного заказа меняется на карточку отбора. А на пустых контейнерах карточки отбора меняются на карточки производственного заказа. Заполненные контейнеры с карточками отбора перемещаются к месту потребления. Пустые контейнеры с карточками производственного заказа отправляются к поставляющему РМ.
- Поставляющее РМ, получив из накопителя пустые контейнеры с карточками производственного заказа, приступают к обработке деталей и планируют свои потребности в материалах с дальнейшем размещением заказа на предыдущих по ходу производственного процесса РМ. В случае, если поставляющее РМ ещё занято обработкой предыдущих заказов, вновь поступивший заказ становится в очередь. Когда заказ исполнен и контейнеры заполнены, они с прикреплёнными карточками заказа отправляются в накопитель.
Так в системе поддерживается минимальный уровень запасов, обеспечивающий непрерывную работу производственно-технологических участков и персонала и регулируемый с помощью расчёта средней дневной потребности в каждой детали и определение соответствующего числа карточек КАНБАН. Когда материальные ресурсы на предприятии израсходованы, карточка отбора КАНБАН отправляются к поставщикам, что бы пополнить резерв. Так как прогнозированное количество и время снабжения не велики, заказывают партиями небольших размеров.
Еще одна реализация.
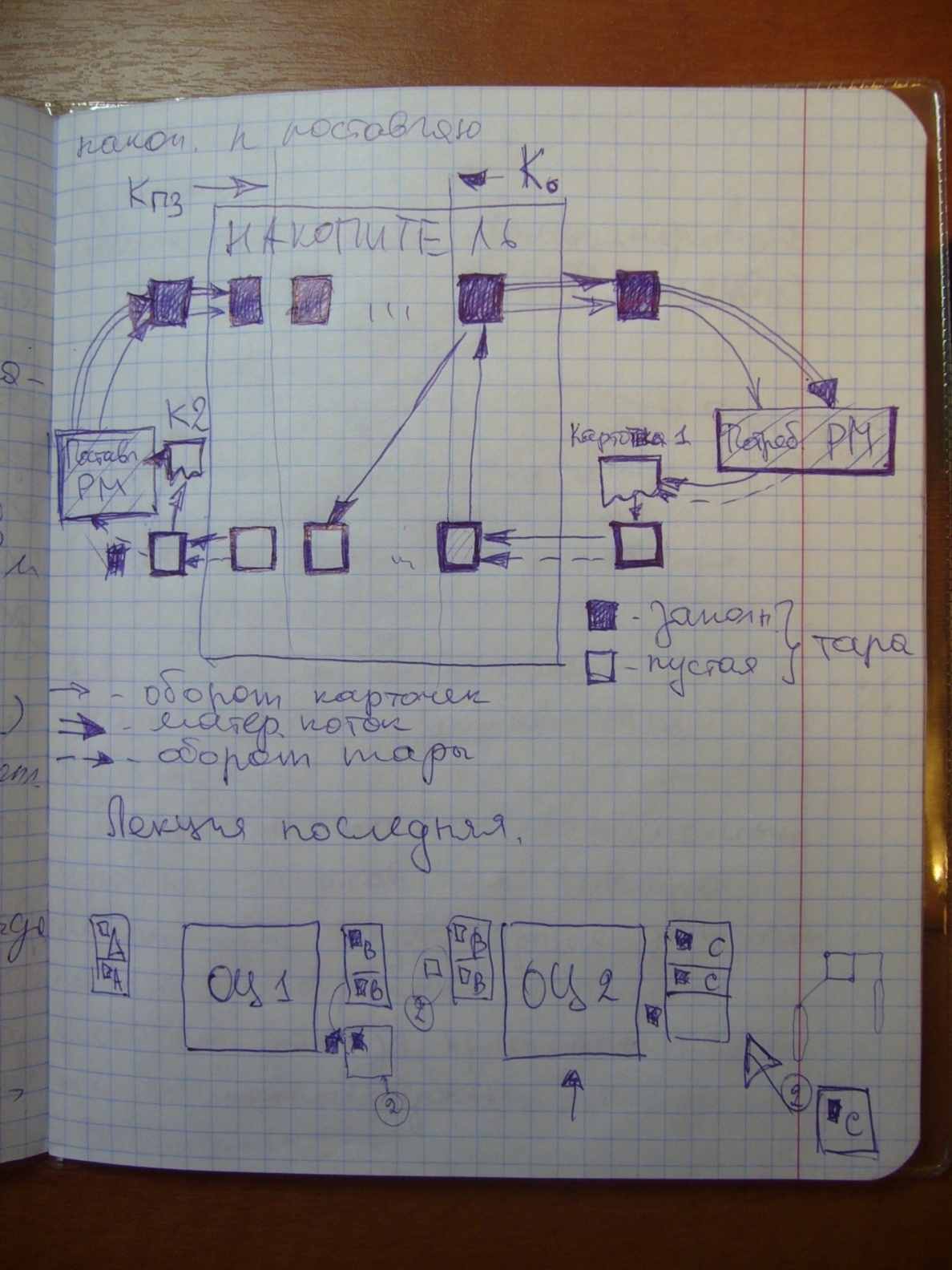
ОЦ1 и ОЦ2 – обрабатывающие центры (можно считать – станки)
A, B, C – детали.
Карточки 2-х видов: черные и белые, если
Белые карточки означают разрешение на транспортировку, черные – разрешение на обработку.
Для простоты предположим, что для изготовления одного контейнера деталей С требуется 1 контейнер В, а для В – 1 к. А.
Если карточка наклеена на контейнер, он полный, если нет – он пустой. Вне зависимости от цвета.
ОЦ1 использует детали А для изготовления полуфабрикатов В, ОЦ2 использует полуфабрикаты В для изготовления продукции С.
В системе используются только контейнеры, перемещаемые от одного ОЦ к другому с помощью технологического транспорта.
Каждый полностью заполненный контейнер имеет прикрепленную к нему карточку «канбан» со следующей информацией:
- код компонента
- описание
- продукция, где эти компоненты используются
- номер ОЦ (код рабочего, где производится компонент)
- номер ОЦ (код рабочего, который использует данный компонент)
- количество компонентов для данного контейнера
- количество контейнеров (карточек «канбан» рядом с ОЦ)
Белые карточки находятся на контейнерах на входе ОЦ, и предназначены для разрешения транспортировки. Черные карточки находятся на контейнерах на выходе ОЦ и означают разрешение на обработку.
В процессе управления каждой операцией по логистической технологии КАНБАН участвуют только свободные карточки, отделенные от контейнера.
На схеме черная карточка компонента С является выходом для ОЦ2. В этом случае она обозначает принятие решения для ОЦ2 изготовить столько единиц компонента С, сколько требуется для заполнения пустого контейнера. В процессе этой работы ОЦ2 использует целый контейнер деталей В, которые хранились на входе ОЦ2, высвобождая белую карточку «канбан», что дает разрешение на транспортировку другого контейнера с деталями В от выхода ОЦ1 ко входу ОЦ2.
Рабочий на погрузчике с освободившимся контейнером и белой карточкой в руке прибывает к ОЦ1, где с контейнера, заполненного деталями В, снимает черную карточку и оставляет её рядом с пустым контейнером, а сам прикрепляет белую карточку на заполненный контейнер с деталями В и перевозит его к ОЦ2.
Свободная черная карточка является заказом для ОЦ1 на производство следующего контейнера деталей В.
Система КАНБАН ощутимо уменьшает запасы материальных ресурсов на входе и НЗП на выходе, позволяет естественным образом выявлять узкие места в производственном процессе. Когда узкое место устранено, объем буферных запасов снова снижается до тех пор, пока не обнаружится новое узкое место. Практическое использование системы КАНБАН позволяет:
- сократить логистический цикл, существенно повысив тем самым оборачиваемость оборотного капитала фирмы
- снизить себестоимость производства
- практически исключить страховые запасы
- значительно уменьшить объём НЗП (незавершённое производство)
Анализ мирового опыта применения логистической системы КАНБАН известными машиностроительными предприятиями показывает, что она даёт возможность уменьшить производственные запасы на 50%.
Этой с системой пользуются в Японии, США (несколько предприятий), Европа (несколько предприятий). В России НЕТ!
- Функции корпоративных автоматизированных систем делопроизводства
Внедрение и использование на предприятиях современных логистический методов и подходов крайне затруднительно в отсутствии компетентного управления организации.
Современный менеджмент в самом общем виде базируется на следующих составляющих:
Получение информации и её предварительная обработка.
- Анализ, подготовка и принятие решения.
- Исполнение решения.
- Учёт и контроль принятых решений.
Эти действия сопровождаются созданием документов и их последующим перемещением. Организация работы с документами – это ключевая технология управления в любом учреждении. Она предполагает не только единые правила документирования, т.е. оформления документов, но и единый порядок документооборота. С этой точки зрения деятельность любой организации можно рассматривать, как последовательность порождения, восприятия, модификации и сохранения определённого набора документов. Документооборот – это движение документов в организации с момента их создания или получения до завершения исполнения или отправления. Можно выделить ряд проблем общих для всех организаций, где работа с документами ведётся традиционным образом без использования средств автоматизации:
30% времени сотрудников тратится на поиск и согласование документации;
- 6% документов теряется без возврата;
- каждый внутренний документ копируется до 20 раз;
- накапливается множество документов, назначение и источник которых не ясны;
- тратится масса времени на поиск нужного документа и формирование тематической подборки документов;
- отсутствует контроль исполнительной дисциплины и мониторинг местонахождения документа.
Практика доказывает, что внедрение системы электронного документооборота (СЭД) позволяет решить эти проблемы и кроме этого имеет дополнительные преимущества:
позволяет разграничить права доступа сотрудников к информации
- повышает оперативность доступа к информации.
- повышает производительность труда сотрудников за счет сокращения времени создания, обработки и поиска документов.
- упрощает работу с документами и повышает её эффективность и т. д.
Для решения этих задач можно выделить следующие классы систем автоматизации документооборота:
системы автоматизации делопроизводства. Функции САД: фиксация документов в специальной базе данных, выражающейся в заполнении специальной карточки документа. Содержимое карточки документа может варьироваться в зависимости от сложившегося в организации порядка. Сами документы хранятся в бумажном виде в специальном архиве. В базе данных хранятся карточки, содержащие информацию о текущем местоположении документа и его статусе, включая атрибуты контроля исполнения. Обычно в системах делопроизводства различают
- входящие и исходящие документы
- нормативно-распределительные документы
- справочные документы и проч.
документы, находящиеся на контроле исполнения подразделяются по исполнителю, статусу исполнения, срокам исполнения.
Помимо учета и поиска документов в базе данных система должна обеспечить генерацию отчетов, позволяющих получить ведомости исполнения документов и прочую сводную информацию.
- системы организации и управления архивами документов. СОУАД
В отличие от систем предыдущего класса в архивах хранятся сами документы и система должна обеспечить разграничение прав доступа к ним.
Система поддерживает разграничение прав доступа к документам на уровне пользователей и на уровне групп пользователей.
- системы ввода документов и системы обработки образов документов (СВДиСООД). Под этим понимается перевод документов из бумажного вида в электронный. В простейшем случае, эта процедура сводится к простому сканированию. Однако, как правило, простого сканирования образа документа оказывается не достаточно. Образ документа может потребовать так называемого аннотирования, наложения на образ документа различных дополнительных образов, текстовых пометок и т. д.
Помимо этого, образ документа должен быть снабжен набором атрибутов, который позволит его идентифицировать в системе делопроизводства и в архиве документов.
Более сложными функциями этих систем является автоматическое распознавание содержимого образов документов и формирования документа, содержащего его текст. При этом программа определяет наличие записей (в т. ч. и рукописных) в определенных полях бланка документа, распознает его содержимое и автоматически заполняет значения атрибутов данного документа в системе. При необходимости, значения определенных полей бланка может выбираться из определенного в системе справочника.
При всех очевидных выгодах системы автоматизированного документооборота не столь широко используются в России. Причины:
- дороговизна систем и их внедрения
- отсутствие квалифицированного персонала
- недостаточная прозрачность и четкость бизнес-процессов для внедрения САД на российских предприятиях
