
Механизированными видами сварки
| Вид материала | Методические указания |
- Лекция 16. Способы сварки давлением. Контактная сварка. Стыковая, точечная, шовная, 82.74kb.
- Технологические основы процесса сварки металлов и сплавов (её классификация, прогрессивные, 1329.56kb.
- Описание и область применения, 22.42kb.
- Электродов для контактной сварки, 198.53kb.
- Программа специальной технологии «основы теории сварки и резки металлов», 184.37kb.
- Рекомендовано Минобразованием России для направления подготовки диплом, 118.86kb.
- Краткое техническое пособие сварщика по аргонодуговой сварке Оборудование для сварки, 167.29kb.
- Машина контактной точечной сварки переменного тока с электромагнитным приводом мтр, 73.66kb.
- Проектирование предприятий мясной промышленности н. В. Тимошенко введение, 1380.84kb.
- Павлова Анна Евгеньевна Тема урок, 80.85kb.
Конструктивные элементы сварных соединений
| Обозначение шва | Конструктивные элементы и размеры | |
| подготовленных кромок | сварного шва | |
| У3 | 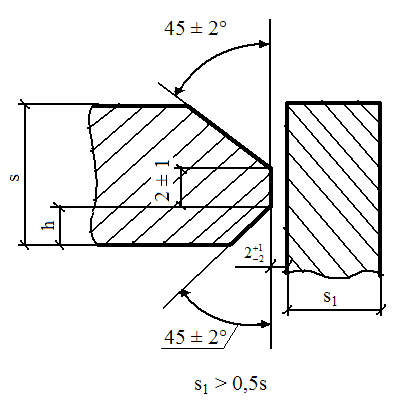 | 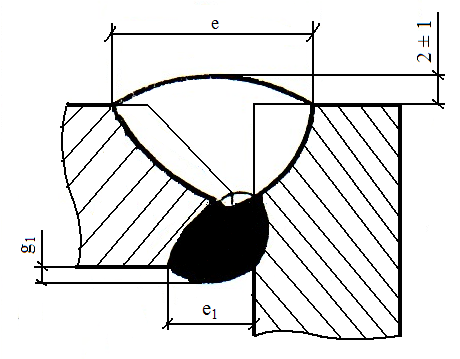 |
Размеры и предельные отклонения конструктивных элементов
сварных соединений
| Сварное соединение | Способ сварки | s | h, (пред. отклон. ±1) | е | g, (пред. отклон. ±2) | е1 (пред. отклон. ±3) | |
| Номин. | Пред. отклон. | ||||||
| У3 | АФш; МФш | 20-24 | 7 | 20 | ±3 | 3 | 17 |
| 24-28 | 8 | 25 | ±4 | 4 | |||
| 28-34 | 10 | 30 | 5 | 20 | |||
| 34-40 | 12 | 49 | 23 | ||||
Примечание. АФш – автоматическая сварка с предварительным наложением подварочного шва; МФш - механизированная сварка с предварительным наложением подварочного шва.
Таблица 22
Конструктивные элементы сварных соединений
| Обозначение шва | Конструктивные элементы и размеры | |
| подготовленных кромок | сварного шва | |
| У7 | 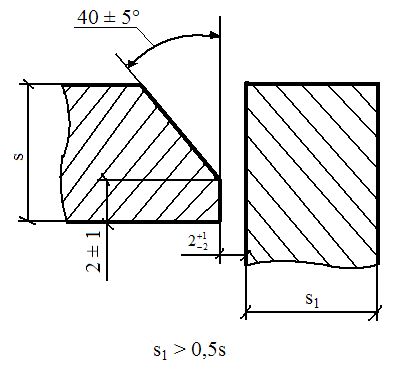 |  |
Размеры и предельные отклонения конструктивных элементов
сварных соединений
| Сварное соединение | Способ сварки | s | e | |
| Номин. | Пред. отклон. | |||
| У7 | АФш; МФш | 8-9 | 13 | ±3,0 |
| 9-12 | 15 | |||
| 12-14 | 20 | |||
| 14-20 | 25 | ±4,0 | ||
Таблица 23
Характеристика конструкции и видов сварки
| Группа прочности | Наименование стали | Марка стали | Обозначение стандарта | Предполагаемая температура эксплуатации, °С |
| Повышенная | С345 | 09Г2С | ГОСТ 19281-89 | - 40 |
Таблица 24
Последовательность операций сварки подкрановой балки
| № операции | Соединяемая часть конструкции | Наименование операции | Вид сварки |
| 1 | Верхняя и нижняя полки, вертикальная стенка | Прихватка | Ручная дуговая |
| 2 | То же | Сварка | Под флюсом на медной подкладке |
| 3 | То же | Прихватка | Ручная дуговая |
| 4 | То же | Сварка | Под флюсом на весу |
| 5 | Ребра жесткости | Прихватка | Ручная дуговая |
| 6 | То же | Сварка | Полуавтоматическая в углекислом газе |
| 7 | Опорная плита | Прихватка | Ручная дуговая |
| 8 | То же | Сварка | Полуавтоматическая в углекислом газе |
Таблица 25
Сварочные материалы
| Защитный газ | Сварочная проволока | Флюс |
| Углекислый | Св-08Г2С ГОСТ 2246-70 | АН-22 |
Таблица 26
Технологическая карта сборки и сварки в среде защитного газа
| Объект | Толщина стенки, мм | Способ сварки | Протяженность шва и их количество, м | ||||||||
| Подкрановая балка | 8 | ИН | 0,5×6 | ||||||||
| Конструктивные элементы сварных соединений, их размеры и предельные отклонения | |||||||||||
| Стыкуемые элементы | Тип сварного соединения | Условное обозначение | ГОСТ на сварное соединение | ||||||||
| ребро жесткости | тавровое | Т3 | ГОСТ 14771-76 | ||||||||
| Форма разделки кромок | Конструктивные элементы сварного шва | ||||||||||
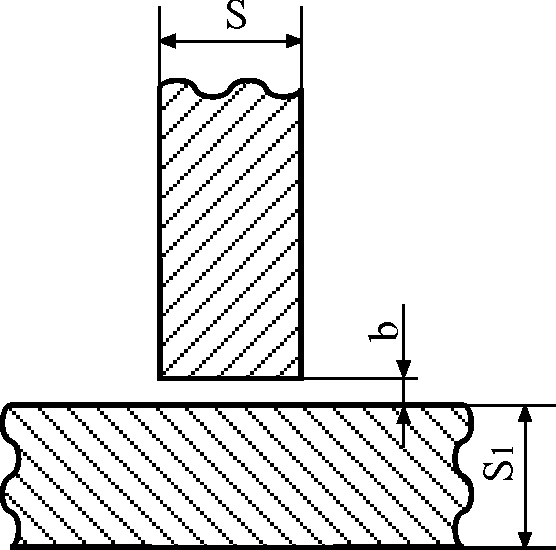 | 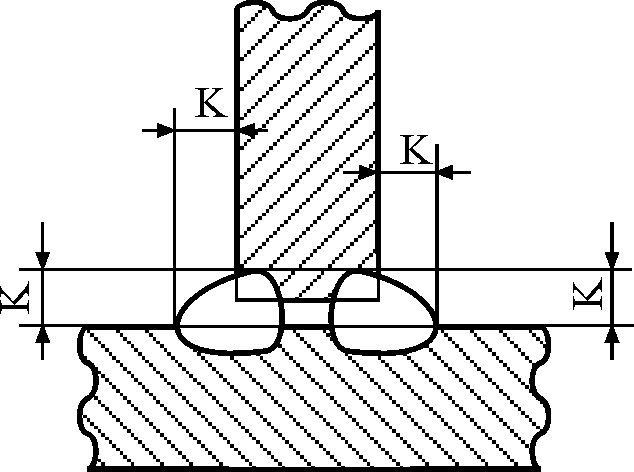 | ||||||||||
| s | b | к | |||||||||
| 8 | 0+1,5 | 1,3s | |||||||||
| Режимы сварки | |||||||||||
| Диаметр проволоки, мм | Катет шва, мм | Число слоев | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин | ||||
| 1,6 | 5-6 | 1 | 260-280 | 27-29 | 20-26 | 18-20 | 16-18 | ||||
Таблица 27
Технологическая карта сборки и сварки под флюсом
| Объект | Толщина стенки, мм | Способ сварки | Протяженность шва и их количество, м | ||||||||
| Подкрановая балка | 8 | АФп | 0,8×2 0,6×4 | ||||||||
| Конструктивные элементы сварных соединений, их размеры и предельные отклонения | |||||||||||
| Стыкуемые элементы | Тип сварного соединения | Условное обозначение | ГОСТ на сварное соединение | ||||||||
| Лист-лист | стыковое | С4 | ГОСТ 8713-79 | ||||||||
| Форма разделки кромок | Конструктивные элементы сварного шва | ||||||||||
 | 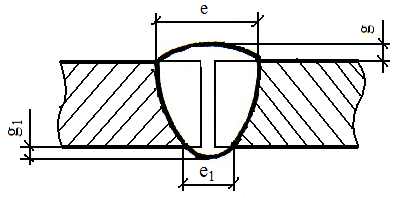 | ||||||||||
| s | b | е1 | е | g | |||||||
| 8 | 4+2 | 14±4 | 26 |  | |||||||
| Режимы сварки | |||||||||||
| Диаметр проволоки, мм | Число слоев | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч | |||||||
| 4 | 1 | 700-780 | 32-36 | 32-34 | |||||||
ИСПОЛЬЗОВАННАЯ ЛИТЕРАТУРА
- Лахтин Ю. М. Материаловедение / Лахтин Ю. М., Леонтьева В. П. М.: Машиностроение, 1990. – 528 с.
- Технология металлов и сварка/Полухин П. И., Гринберг Б. Г., Жадан В. Т. и др. М.: Высшая школа, 1977. – 464 с.
- Металловедение и технология металлов / Солнцев Ю. П., Веселов В. А., Демянцевич В. П. и др. М.: Металлургия, 1988. – 512 с.
- Малеткина Т. Ю. Справочное пособие к практической работе. Конструкционные стали / Малеткина Т. Ю., Першин В. П. Томск: ТГАСУ, 2000. – 60 с.
- ГОСТ 14771 – 76. Дуговая сварка в защитном газе. Соединения сварные. – М.: Изд-во стандартов, 1983. – 51 с.
- ГОСТ 8713 – 79. Сварка под флюсом. Соединения сварные. – М.: Изд-во стандартов, 1980. – 53 с.
СОДЕРЖАНИЕ
Введение……...…………………….…………………….3
- Дуговая сварка в среде защитных газов………...………4
- Автоматическая и полуавтоматическая сварка
под флюсом…...…………………………………………7
- Группы сварных стальных конструкций……….……..10
- Технология сборки и сварки балочных
и листовых конструкций……………….………….…...13
- Порядок выполнения работы………………….……….18
Использованная литература…………………..…...…...42