
Механизированными видами сварки
| Вид материала | Методические указания |
- Лекция 16. Способы сварки давлением. Контактная сварка. Стыковая, точечная, шовная, 82.74kb.
- Технологические основы процесса сварки металлов и сплавов (её классификация, прогрессивные, 1329.56kb.
- Описание и область применения, 22.42kb.
- Электродов для контактной сварки, 198.53kb.
- Программа специальной технологии «основы теории сварки и резки металлов», 184.37kb.
- Рекомендовано Минобразованием России для направления подготовки диплом, 118.86kb.
- Краткое техническое пособие сварщика по аргонодуговой сварке Оборудование для сварки, 167.29kb.
- Машина контактной точечной сварки переменного тока с электромагнитным приводом мтр, 73.66kb.
- Проектирование предприятий мясной промышленности н. В. Тимошенко введение, 1380.84kb.
- Павлова Анна Евгеньевна Тема урок, 80.85kb.
Конструктивные элементы сварных соединений
| Обозначение шва | Конструктивные элементы и размеры | |
| подготовленных кромок | сварного шва | |
| С 17 | 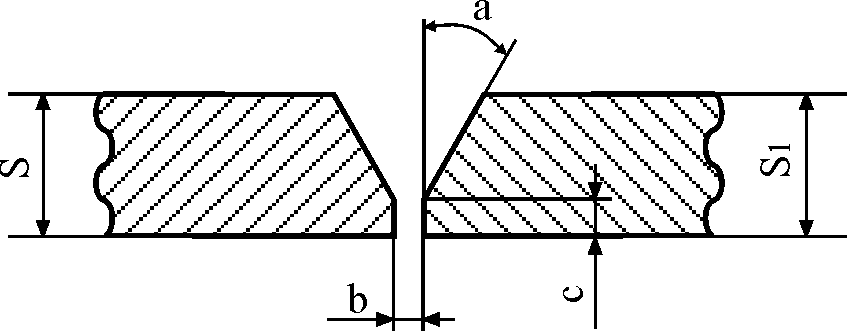 | 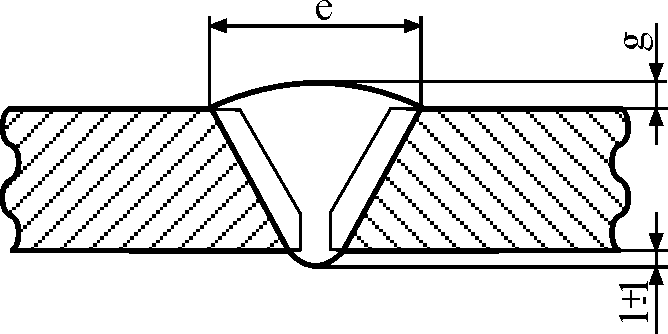 |
Размеры и предельные отклонения конструктивных элементов
сварных соединений
| Обозначение шва | Способ сварки | s=s1 | b | с | е | g | , град. (пред откл. 20) | ||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С17 | ИНп, ИП | 3,0-4,0 | 1,0 | 1,0 | 1,0 | 1,0 | 6 | 2 | 1,0 | 1 | 30 |
| 4,5-5,5 | 7 | ||||||||||
| 6,0 | 8 | ||||||||||
| 7,0 | 10 | ||||||||||
| 8,0 | 12 | 20 | |||||||||
| УП | 9,0-10,0 | 14 | |||||||||
| 3,0-4,5 | 6 | ||||||||||
| 5,0-7,0 | 8 | ||||||||||
| 8,0-10,0 | 10 | ||||||||||
| 11,0-14,0 | 2,0 | +1,0 -2,0 | 2,0 | +1,0 -2,0 | 13 | 3 | |||||
| 16,0-18,0 | 16 | ||||||||||
| 20,0-22,0 | 20 | 4 | 2,0 | +1 -2 | |||||||
| 24,0-26,0 | 24 | ||||||||||
| 28,0-30,0 | 28 | ||||||||||
| 32,0-34,0 | 32 | ||||||||||
| 36,0-40,0 | 36 | ||||||||||
| 42,0-45,0 | 40 | 5 | |||||||||
| 48,0-53,0 | 44 | ||||||||||
| 56,0-60,0 | 50 | ||||||||||
Примечание. ИП – дуговая сварка в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом; ИНп – дуговая сварка в инертных газах неплавящимся электродом с присадочным металлом; УП - дуговая сварка в углекислом газе и его смеси с кислородом плавящимся электродом.
Таблица 10
Конструктивные элементы сварных соединений
| Обозначение шва | Конструктивные элементы и размеры | |
| подготовленных кромок | сварного шва | |
| С 25 | 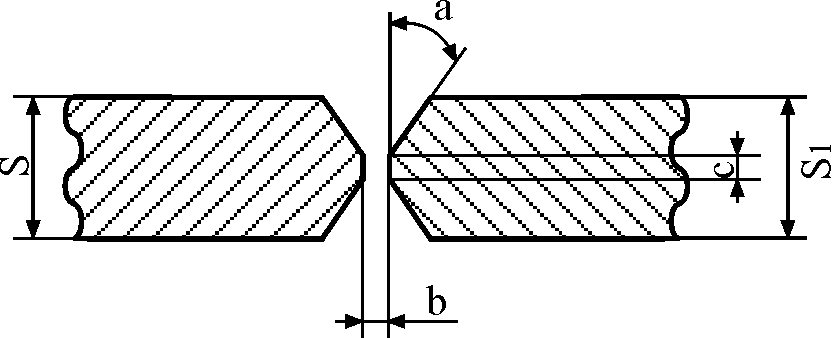 | 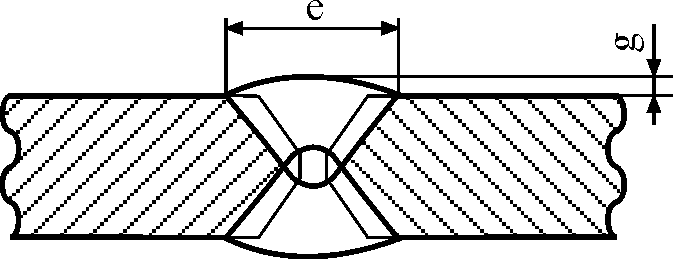 |
Размеры и предельные отклонения конструктивных элементов
сварных соединений
| Обозначение шва | Способ сварки | s=s1 | b | с | е | g | , град. (пред откл. 20) | ||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С25 | ИНп | 6-9 | 1,0 | 1,0 | 1,0 | 1 | 7 | 2,0 | 1,0 | 1,0 | 30 |
| 10-12 | 9 | ||||||||||
| 14-16 | 12 | ||||||||||
| 18-20 | 15 | ||||||||||
| ИП, УП | 6-9 | 6 | 20 | ||||||||
| 10-12 | 8 | ||||||||||
| 14-16 | 10 | ||||||||||
| 18-20 | 12 | ||||||||||
| 22-28 | 2,0 | +1,0 -2,0 | 2,0 | +1 -2 | 15 | 2,0 | +1,0 -2,0 | ||||
| 30-38 | 18 | 3,0 | |||||||||
| 38-45 | 20 | ||||||||||
| 48-53 | 24 | 4,0 | |||||||||
| 56-60 | 28 | ||||||||||
| 63-70 | 32 | ||||||||||
| 75-80 | 36 | ||||||||||
| 85-90 | 40 | 5,0 | |||||||||
| 95-100 | 44 | ||||||||||
| 105-110 | 48 | 6,0 | |||||||||
| 120 | 52 | ||||||||||