
Методические указания по выполнению лабораторной работы №6 для студентов 1-го курса дневной и 2-го курса вечерней форм обучения всех специальностей
| Вид материала | Методические указания |
- Методические указания к выполнению лабораторной работы №6 для студентов всех форм обучения, 197.64kb.
- Методические указания к выполнению лабораторной работы №12 для студентов очной и заочной, 222.24kb.
- Методические указания по выполнению дипломных работ для студентов 5 курса дневной, 540.79kb.
- Методические указания к выполнению лабораторной работы №21 по физике для студентов, 119.29kb.
- Методические указания к выполнению лабораторной работы №10 для студентов очной формы, 240.19kb.
- Методические указания по выполнению и офрмлению квалификационной (дипломной) работы,, 331.89kb.
- Методические указания Санкт-Петербург 2009 удк 947, 1006.45kb.
- Методические указания по выполнению квалификационной работы, предназначенной для студентов, 326.53kb.
- Методические указания по выполнению контрольных работ по дисциплине «Страхование» для, 1588.5kb.
- Методические указания к выполнению задания по черчению для студентов всех специальностей, 589.35kb.
-

Федеральное агентство по образованию
Брянский государственный технический университет
«Утверждаю»
Ректор университета
____________А. В. Лагерев
«19» 09 2007 г.
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
АВТОМАТИЧЕСКАЯ ДУГОВАЯ СВАРКА ПОД СЛОЕМ ФЛЮСА
Методические указания
по выполнению лабораторной работы №6
для студентов 1-го курса дневной и 2-го курса вечерней
форм обучения всех специальностей
Издание второе,
исправленное и переработанное
Брянск 2007
УДК 621.791.5
Технологические процессы машиностроительного производства. Автоматическая дуговая сварка под слоем флюса: Методические указания по выполнению лабораторной работы .* 6 для студентов 1-го курса дневной и 2-го курса вечерней форм обучения всех специальностей. - 3-е изд., перераб. и доп. - Брянск: БГТУ, 2003. -10 с.
Разработал: А.Я. Ш а т о в,
канд.техн.наук, доц.
Рекомендовано кафедрой "Технология металлов и металловедение" БГТУ (протокол № II от 23.12.02).
Печатается по изданию: Автоматическая сварка под слоем флюса: Методические указания к выполнению лабораторной работы № 6 для студентов 1-го курса дневной и 2-го курса вечерней форм обучения всех специальностей, 1998.
1. ЦЕЛИ И ЗАДАЧИ РАБОТЫ
Настоящая работа ставит своей целью закрепить знание студентами лекционного материала по разделу "Автоматическая дуговая сварка под слоем флюса" и позволяет решить следующие задачи:
- изучить физическую сущность сварки под слоем флюса;
- знать устройство сварочного автомата ТС-17М, предназначенного для сварки этим способом;
- ознакомиться с техникой автоматической сварки под флюсом;
- получить элементарные навыки в подготовке автомата к работе и осуществлении сварки.
Время выполнения работы - 2 часа.
2. ФИЗИЧЕСКАЯ СУЩНОСТЬ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД
СЛОЕМ ФЛЮСА
При сварке этим способом (рис 1) электрическая дуга 8 горит между металлической проволокой (электродом) 2 и изделием 9. Зона горения дуги засыпается флюсом - гранулированным сыпучим веществом с размером отдельных гранул 0,5-2,0 мм. Толщина слоя флюса составляет 30-50 мм.
Рис. 1. Схема автоматической сварки под флюсом
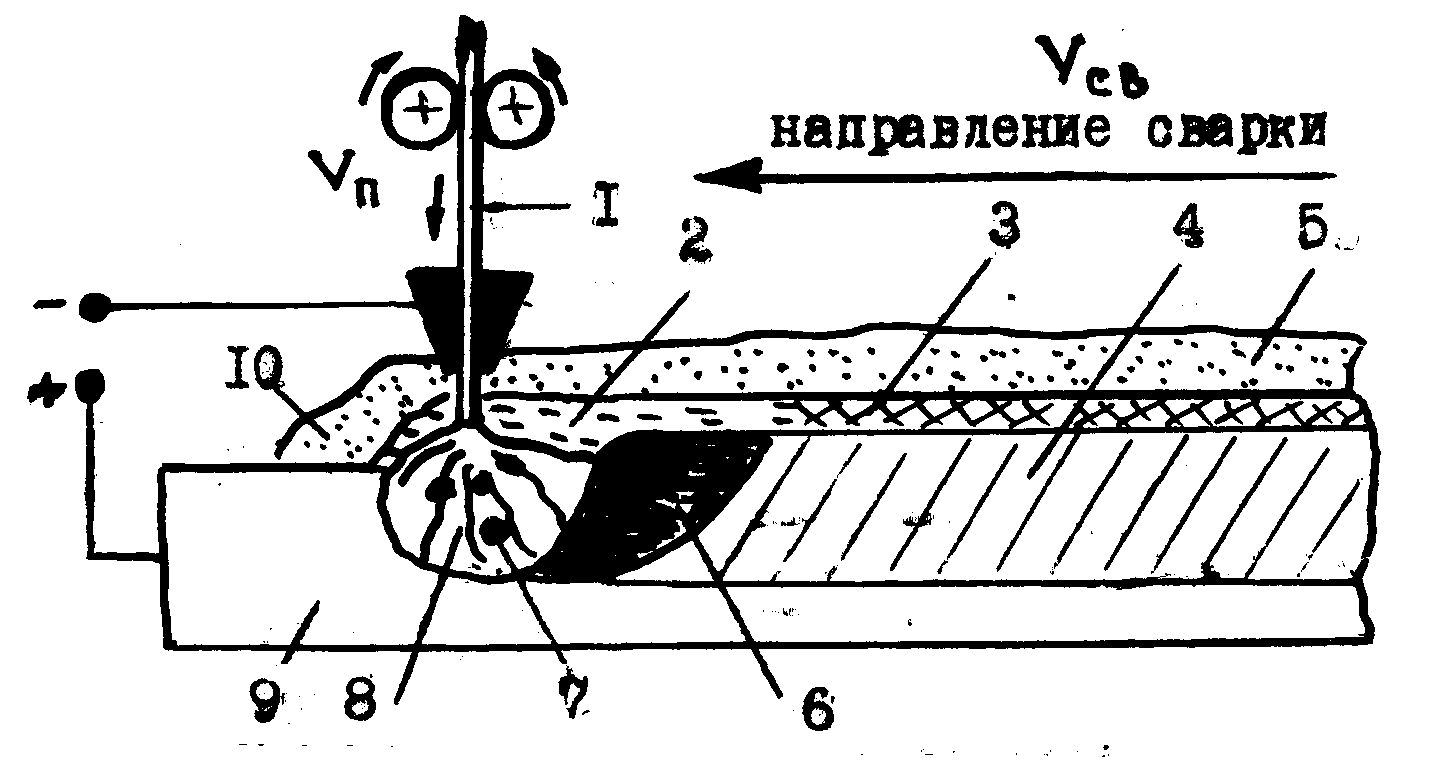
При горении дуги развивается высокая температура - около 6000 °С. Под действием этой температуры расплавляются электрод, основной металл изделия в зоне горения дуги и часть флюса, окружающего дугу. Расплавленный флюс образует вокруг дуги жидкую оболочку 2, которая играет чрезвычайно важную роль. Она защищает дугу и расплавленный металл от кислорода и азота воздуха. Через неё в основном легируется и раскисляется металл сварного шва.
В процессе горения дуги электродная проволока расплавляется в жидкий металл в виде капель 7, переходит через дугу в сварочную ванну 6, где смешивается с основным металлом, образуя металл шва 4.
После остывания и кристаллизации на его поверхности остается шлаковая корка 3 и слой нерасплавленного флюса 5. Неиспользованный флюс собирается флюсоотсосом и подается в бункер сварочного автомата, шлаковая корка сбивается с поверхности шва и идет в отход.
Составы широко применяемых флюсов для сварки низкоуглеродистых сталей обыкновенного качества ГОСТ 380-94 сварочными проволоками Св-08, Св-08А. приведены в табл.1.
Таблица I
Флюсы, используемые при автоматической дуговой электросварке
закрытой дугой
| Марка флюса | Химический состав, % по массе | ||||||
| SiO2 | MnO | CaF2 | CuO | S не более | P не более | Примеси | |
| АН-348 | 42,5-45,5 | 31,5-35|5 | 6,0-7,5 | 6,5-9,5 | 0,15 | 0,15 | FeO, Na2O, K2O, TiO2, MgO, Al2O3 |
| ОСН-45 | 43,0- 45,0 | 38,0- 43,0 | 6,0-8,0 | 5,0 | 0,15 | 0,15 | То же |
| АН-60 | 44,0-46,0 | 35,0-38,0 | 6,0-7,5 | 8,0-12,0 | 0,15 | 0,15 | То же |
При автоматической сварке флюс выполняет следующие функции:
- защищает расплавлений металл шва от насыщения кислородом и азотом воздуха;
- раскисляет и легирует металл шва;
- стабилизирует горение дуги;
- исключает потери электродного металла на угар и разбрызгивание;
- уменьшает потери тепла в окружающую среду;
- снижает скорость охлаждения, что способствует более полному выделению из него газов и шлака.
Автоматическая дуговая сварка под флюсом имеет ряд преимуществ перед ручной сваркой.
1. Высокое качество сварки обеспечивается надежной защитой металла, стабильными размерами и формой сечения шва, отсутствием перерывов в процессе сварки, вызываемых сменой электродов при ручной сварке.
2. Высокая производительность процесса (в 10-20 раз выше, чем при ручной сварке) объясняется возможностью, использовать высокие плотности тока (200 А/мм вместо 10-20 А/мм при ручной сварке). Такая возможность появляется за счет токоподвода в непосредственной близости от дуги. Нагрев конца электрода проходящим током способствует повышению коэффициента наплавки. Высокие плотности тока позволяют проплавить металл значительной толщины без разделки кромок - это и определяет высокую производительность процесса.
3. Экономия материала достигается за счет уменьшения потерь металла на разбрызгивание (1-2 % вместо 10 % при ручной сварке), из-за отсутствия огарков электродов.
4. Лучше условия труда. Дуга закрыта, поэтому нет её излучения, значительно меньше выделение газов.
Автоматическую дуговую сварку под флюсом применяют для сварки в нижнем положении металла толщиной 2-100 мм. Сваривают стали различного состава, медь, титан, алюминий и сплавы на их основе. Эта сварка целесообразна для сваривания длинных теоретически прямолинейных швов, например балки, полотнища обшивок судов и нефтехранилищ, а также кольцевых швов цилиндрических емкостей, цистерн.
3. ТЕХНОЛОГИЯ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД СЛОЕМ ФЛЮСА
Все основные типы сварных соединений можно сваривать автоматом ТС-17М: стыковые, тавровые, нахлесточные и угловые. Стыковые соединения в большинстве случаев сваривают с применением устройств, предупреждающих протекание жидкого флюса и металла в имеющиеся зазоры между свариваемыми деталями. К таким устройствам относятся флюсовые подушки (рис.2), медные и флюсомедные подкладки. Значительно реже применяют сварку на стальных остающихся подкладках и сварку по ручной подварке.
Угловые швы тавровых, нахлесточных и угловых соединений сваривают наклонным и вертикальным электродами (рис.3).
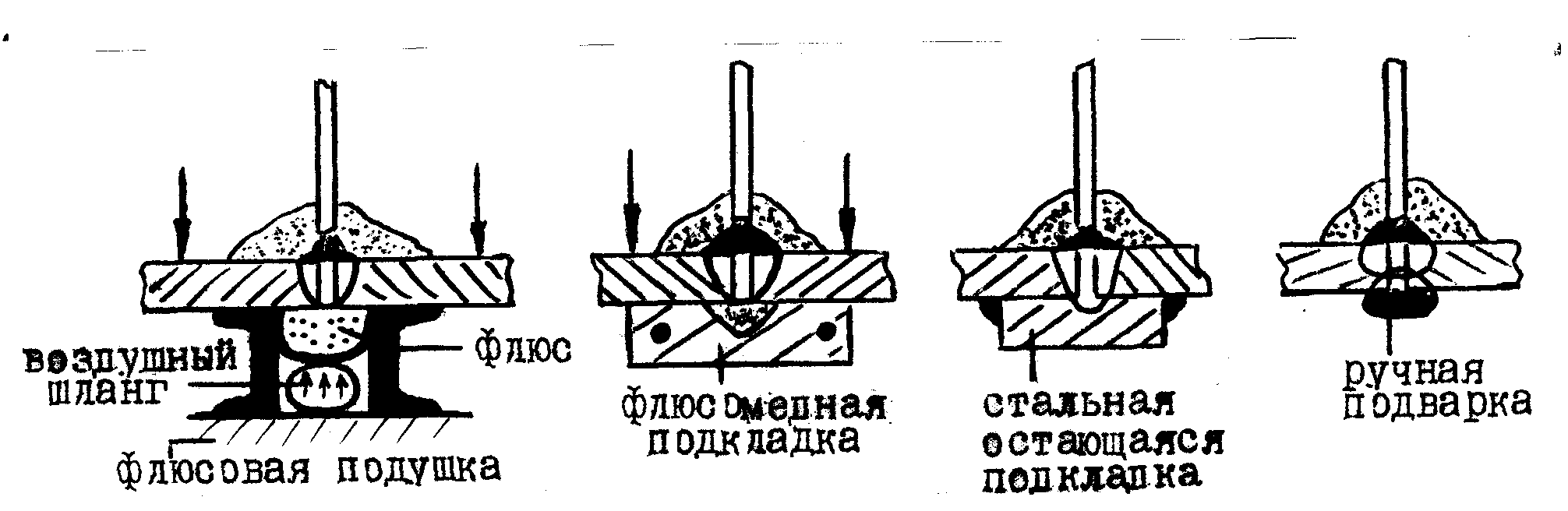
Рис.2. Устройства, предупреждающие протекание жидкого металла в зазоры
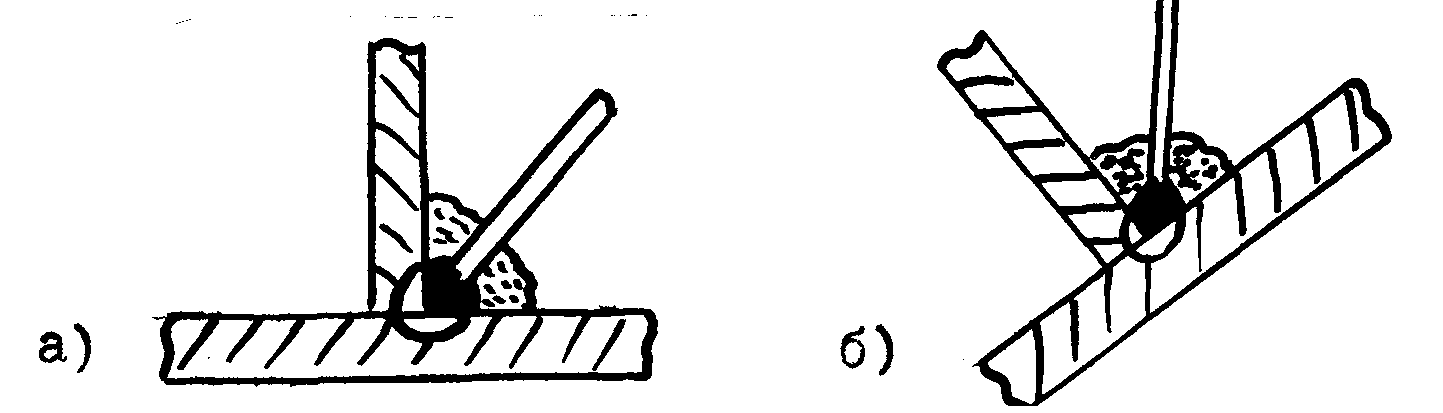
Рис. 3. Сварка угловых швов наклонным (а) и вертикальным (б) электродами
Режим сварки. Параметрами режима автоматической сварки под слоем флюса являются сварочный ток Iсв, напряжение дуги Uд , скорость сварки vсв , скорость подачи сварочной проволоки vn .
Определение режима сварки начинают с выбора диаметра электрода в зависимости от толщины свариваемых заготовок. По диаметру электрода устанавливают допустимую плотность тока j и коэффициент B , необходимый для расчета скорости сварки vсв (табл.2).
Таблица 1
Плотность тока и коэффициент в зависимости от диаметра
электрода
| Диаметр электрода dэ , мм | 2 | 3 | 4 | 5 | 6 |
| Плотность тока j , А/мм2 | 65-200 | 45-90 | 35-60 | 30-50 | 25-45 |
| Коэффициент В, А*м/ч | 8-12 | 12-16 | 16-20 | 20-25 | 25-30 |
Силу сварочного тока рассчитывают по формуле
Iсв = j· Sэл ,
где Iсв - площадь сечения электрода, мм2 .
В зависимости от силы сварочного тока Iсв, коэффициент В и диаметра электрода dэ определяют напряжение дуги Uд и скорость сварки vсв :

 (2)
(2) (3)
(3)В табл.3 приведены режимы сварки заготовок из стали марки Ст Зсп толщиной до 10 мм сварочной проволокой Св-08 диаметром 4,0 мм на остающейся стальной подкладке, рассчитанные по приведенным формулам.
Таблица 3
Режим автоматической сварки под флюсом стыковых швов"
за один проход
| Параметры режима сварки | Величина параметров |
| Сила сварочного тока Iсв , А Напряжение дуги Uд, В Скорость сварки vсв , м/ч | 625 36 32 |
4. УСТРОЙСТВО И РАБОТА СВАРОЧНОГО АВТОМАТА ТС-17М
Сварку автоматической называют потому, что движения, которые осуществляет сварщик при сварке (подача электрода к изделию со скоростью его плавления и перемещение дуги вдоль свариваемых кромок), выполняет сварочный автомат. Для этого он имеет два главных механизма: механизм подачи электродной проволоки в зону горения дуги и механизм перемещения дуги вдоль свариваемых кромок изделия.
Кинематическая схема этих механизмов приведена на рис.4.
Ходовой и подающий механизмы передают вращение дополнительным органам от электродвигателя 1. Вращение подающему ролику 4 передается червячными парами 5 и 6 и парой сменных зубчатых колес 2. Этим механизмом и прижимным роликом 3 подается электродная проволока в зону дуги.
Вращение ведущим колесам 7 передается червячными парами 8, 9 и 11 парой сменных зубчатых колес 10.
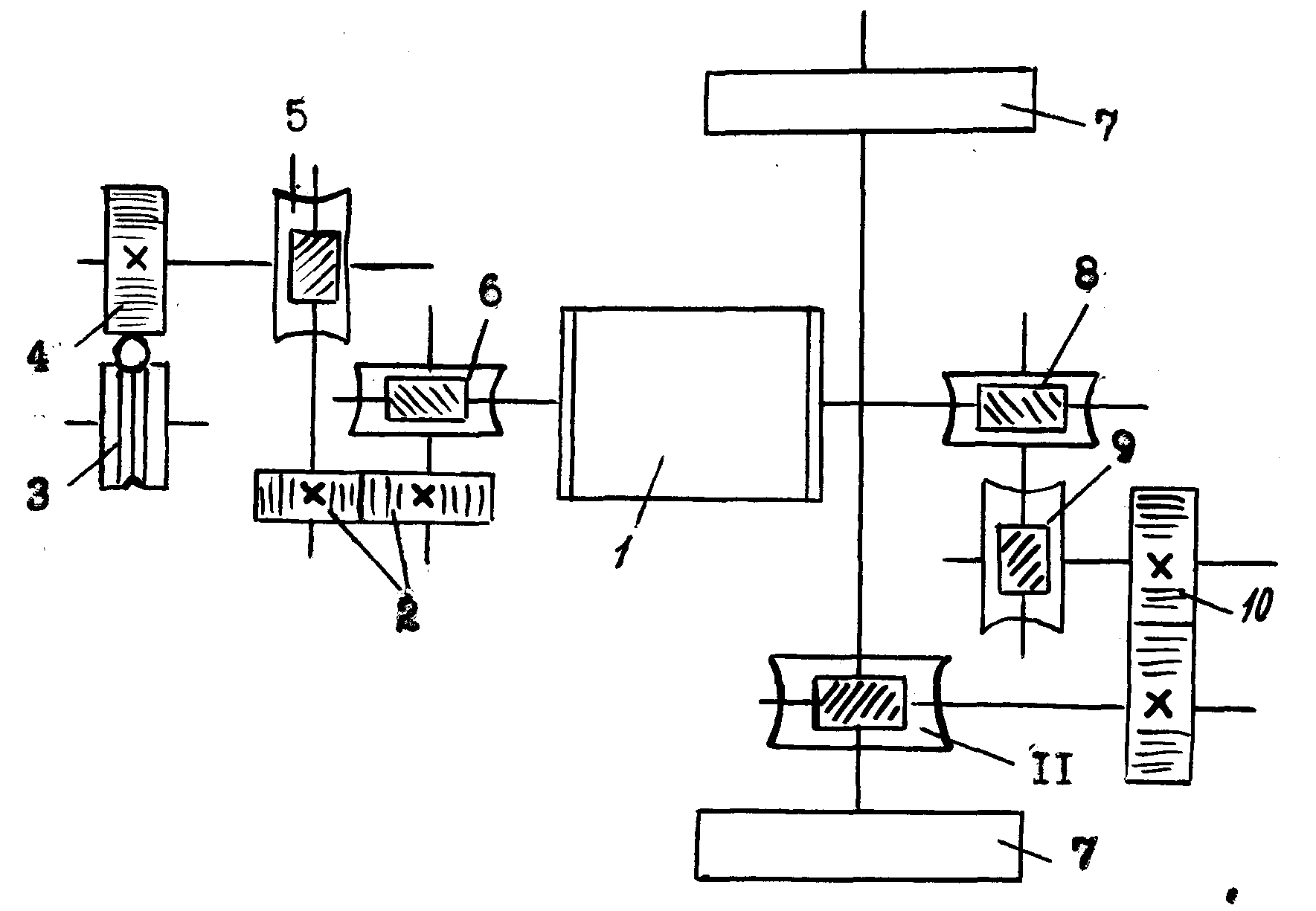
Рис. 4. Кинематическая схема ходового и подающего механизмов ТС-17М
5. ПОРЯДОК ПОДГОТОВКИ АВТОМАТА К ДЕМОНСТРАЦИИ
1. Установить электродную проволоку в автомат и прижать её прижимным роликом к подающему.
2. Нажатием кнопки "Вверх" и "Вниз" опустить проволоку до касания с пластиной.
3. Включить фрикционную муфту на режущих бегунках автомата.
4. Засыпать зону сварки флюсом.
5. Включить сварку нажатием кнопки "Пуск".
6. Зафиксировать величину тока и напряжения.
7. Последовательным нажатием кнопок "Стоп-1" и "Стоп-2" выключить автомат.
8. Собрать флюс, сбить шлаковую корку с поверхности шва и убрать рабочее место.
6. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Определить режим автоматической сварки под флюсом, пользуясь табл.2.
2. Познакомиться с процессом сварки.
3. Зафиксировать показания приборов (амперметра и вольтметра) на сварочном аппарате.
4. Сравнить полученные результаты и сформулировать выводы о преимуществах и недостатках этих видов сварки.
7. ТЕХНИКА БЕЗОПАСНОСТИ
Студентов инструктируют по технике безопасности с отметкой в журнале.
При демонстрации процесса сварки студенты должна находиться на расстоянии 1м от сварочной установки.
8. СОДЕРЖАНИЕ ОТЧЕТА
В отчете описать область применения автоматической сварки под флюсом, назначение режимов сварки и их обеспечение, технологию автоматической сварки.
9. КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Укажите тип электрической дуги при сварке под слоем флюса.
2. Что дает использование флюса при сварке?
3. Что обеспечивает высокую скорость сварки под слоем флюса?
4. Укажите параметры режима автоматической сварки под слоем флюса.
5. Укажите области применения автоматической электродуговой сварки под слоем флюса.
10. СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
Технология конструкционных материалов: Учебник для студентов машиностроительных специальностей вузов / А.М.Дальский, Т.М.Барсукова, Л.Н.Бухаркин и др.; Под общвред.А.М.Дальекого.- 3-е изд., перераб. и доп. - М.: Машиностроение, 1992. - 448 с.
Технологические процессы машиностроительного производства* Технология конструкционных материалов.
Автоматическая дуговая сварка под слоем флюса '.
Методические указания по выполнению лабораторной работы № 6
для студентов 1-го курса дневной и 2-го курса вечерней форм обучения всех специальностей
Андрей Яковлевич Ш а т о в
Научный редактор С. В. Давыдов
Редактор издательства Л. И. Афонина
Печать М. Е.Амвросимова
Темплан 2003г.,п. 55
Подписано в печать 07.07.03Формат 60x84 1/16 Бумага офсетная.
Офсетная печать. Усл.печ.л. 0,58. Уч.-изд.л. 0,58.
Тираж 50 экз. Заказе Бесплатно.
Брянский государственный технический университет.
241035, г.Брянск, бульвар 50-летия Октября, д.7, БГТУ, тел.55-90-49,
Лаборатория оперативной полиграфии БГТУ, ул.Институтская, д.16