
1. Загальні вимоги до змісту та оформлення робіт
| Вид материала | Документы |
- Міністерство освіти І науки україни тернопільський національний економічний університет, 437.65kb.
- Приклади оформлення бІблІографІЧного опису наукових робіт, 129.85kb.
- Вимоги до змісту та оформлення курсових робіт слухачів курсів підвищення кваліфікації, 395.09kb.
- Вимоги щодо письмового оформлення робіт та кількості контрольних робіт з математики, 120.58kb.
- 1 Вимоги до структури й оформлення кваліфікаційних робіт розроблено на базі Основних, 383.62kb.
- Правила побудови, викладання та оформлення 5 Правила погодження та прийняття 6 Правила, 421.7kb.
- Загальні рекомендації по організації занять 4 ст. Загальні вимоги до занять з ліплення, 272.34kb.
- Методичні поради щодо змісту та оформлення індивідуальних творчих робіт Докурсова робота, 101.61kb.
- Сумський державний університет, 243.69kb.
- Бакалаврських, дипломних та магістерських атестаційних, 688.69kb.
Міністерство освіти і науки України
Національний технічний університет України
«Київський політехнічний інститут»
Методичні вказівки
до виконання розрахунково-графічної роботи
та домашньої контрольної роботи з дисципліни
«Організація, керування і проектування зварювального виробництва»
для студентів зварювального факультету
денної та заочної форми навчання
Укладачі: Кузьменко Любов Анатоліївна, старший викладач
Калана Тетяна Вікторівна, старший викладач
Войтко Сергій Васильович, доцент, к.е.н.
Київ 2009
1. Загальні вимоги до змісту та оформлення робіт
Мета виконання розрахунково-графічної та домашньої контрольних робіт – закріплення теоретичного матеріалу курсу «Організація, керування і проектування зварювального виробництва», вироблення у студентів уміння самостійно користуватись навчальною, спеціальною літературою, джерелами статистичної інформації.
Варіант завдання студент визначає за двома останніми цифрами номеру залікової книжки. Тему теоретичної частини домашньої контрольної роботи визначають також за двома останніми цифрами номеру залікової книжки, або за вказівкою викладача. Варіант завдання розрахункової частини залежить від номеру теми.
Титульний лист оформляється згідно вимог НТУУ «КПІ». На наступній сторінці приводиться зміст роботи, вказуються номери сторінок початку розділів і підрозділів. Оформлення текстового, табличного та графічного матеріалів – згідно вимог стандарту. У якості літературних джерел для виконання завдання слід використовувати, в першу чергу, нові видання навчальної, спеціальної літератури та останні редакції нормативних актів.
Текст роботи повинен бути оформлений охайно, можливі варіанти як написання «від руки», так і комп’ютерний варіант, а також змішаний, у якому графічний матеріал представляється власно розробленими рисунками. Робота має містити посилання на джерела цитат і статистичних даних. Список використаної літератури приводиться у кінці роботи.
Сторінки роботи нумерують, починаючи з титульної сторінки, кількість сторінок не регламентується, основне – повне розкриття всіх поставлених завдань. Таблиці та графіки розміщують після першого посилання на них в тексті.
Домашня контрольна робота складається з двох частин: теоретичної та розрахункової. Зміст теоретичної частини має відображати суть теми роботи, висвітлювати всі питання, що представлені у завданні з урахуванням різних можливих підходів до вирішення проблеми.
Самостійно виконані роботи студент подає на перевірку викладачу у визначений навчальним графіком термін. Захист та зарахування розрахунково-графічної і домашньої контрольної роботи за результатами співбесіди студента з викладачем є передумовою допуску до іспиту з курсу.
2. Завдання та методичні вказівки до виконання розрахунково-графічної роботи
Завдання
Визначити аналітично та графічно тривалість технологічного циклу обробки партії деталей за умови послідовного, паралельного та паралельно-послідовного виду руху предметів праці у виробництві. Технологічний процес включає чотири операції. Норми часу на виконання операцій та кількість робочих місць на операціях за варіантами завдання наведені в табл. 2.1 (визначаються за останньою цифрою залікової книжки) та табл. 2.2 (за передостанньою цифрою номеру залікової книжки).
Таблиця 2.1.
| Варіанти завдання | Норма часу на виконання операції, хв. / Кількість робочих місць на операції, од. | |||
| Номер операції | ||||
| 1 | 2 | 3 | 4 | |
| 1 | 2/1 | 8/2 | 3/1 | 1/1 |
| 2 | 2/1 | 1/1 | 12/3 | 4/2 |
| 3 | 3/1 | 4/1 | 1/1 | 6/2 |
| 4 | 6/2 | 4/1 | 2/1 | 3/1 |
| 5 | 2/1 | 3/1 | 8/2 | 1/1 |
| 6 | 4/1 | 2/1 | 3/1 | 8/2 |
| 7 | 6/3 | 4/1 | 2/1 | 6/2 |
| 8 | 3/1 | 1/1 | 4/2 | 4/1 |
| 9 | 9/3 | 8/2 | 3/1 | 1/1 |
| 0 | 10/2 | 3/1 | 6/1 | 2/1 |
Таблиця 2.2.
| П  оказники оказники | Варіант завдання | |||
| 0 | 1 | 2 | 3 | |
| Розмір партії деталей, шт. | 60 | 75 | 100 | 120 |
| Розмір транспортної партії деталей, шт. | 10 | 15 | 20 | 30 |
Визначити аналітично (в одиницях часу та у відсотках), як зміниться тривалість технологічного циклу, якщо:
- розмір транспортної партії буде дорівнювати одиниці;
- кількість робочих місць на головній операції збільшити в два рази.
Методичні вказівки
Тривалість технологічного циклу (час виконання технологічних операцій у виробничому циклі) залежить від виду руху предметів праці у виробництві, тобто способу передавання предметів праці з операції на операцію технологічного процесу. Розрізняють три види руху: послідовний, паралельно-послідовний та паралельний.
При послідовному русі, предмети праці передають на кожну наступну операцію тільки після завершення обробки всієї партії на попередній операції. Приймається, що обладнання під час обробки партії на операції працює без перерв. Тривалість технологічного циклу обробки партії предметів праці (
 ) визначають за формулою:
) визначають за формулою: (2.1)
(2.1)де n – кількість предметів праці в партії, одиниць;
i – номер операції;
m – кількість операцій технологічного процесу;
tі – норма часу (штучно-калькуляційного) на виконання операції, хв;
сі – число робочих місць, на яких одночасно виконується операція, од.
Особливістю паралельно-послідовного виду руху є часткове суміщення часу виконання операцій та відсутність перерв у роботі устаткування під час обробки всієї партії предметів праці на кожній операції. Предмети праці поступають з операції на операцію транспортними партіями, які є рівними частинами загальної партії.
Момент початку обробки предметів праці на кожній наступній операції визначають шляхом співставлення тривалості суміжних операцій. Якщо (ti+1 / сі+1) ≥ (ti / сі), тоді наступну операцію починають відразу після завершення обробки першої транспортної партії на попередній операції. Коли має місце співвідношення (ti+1 / сі+1) ≤ (ti / сі), початок обробки останньої транспортної партії на наступній операції визначається моментом завершення її обробки на попередній операції, а інші транспортні партії слід обробити раніше без перерв.
Тривалість технологічного циклу при паралельно-послідовному русі предметів праці
 розраховують наступним чином:
розраховують наступним чином: (2.2)
(2.2)де (ti / сі)k – найменша тривалість виконання операцій із пари порівнюваних значень (ti / сі) та (ti+1 / сi+1), хв.
Оскільки із кожної пари значень t/с послідовно порівнюваних суміжних операцій вибирають одне значення, то кількість складових під знаком суми буде на одиницю меншою, ніж число операцій – (m - 1).
Сутність паралельного виду руху полягає в тому, що предмети праці надходять з операції на операцію транспортними партіями; кожна з них рухається без перерв, без очікування, поступає на наступну операцію негайно після завершення обробки на попередній операції. Цей вид руху дозволяє отримати найкоротший технологічний цикл, але в роботі устаткування можливі перерви на всіх операціях, крім головної, тобто операції з максимальним значенням (t/с).
Тривалість технологічного циклу обробки партії предметів праці за умови їх паралельного руху у виробництві
 аналітично визначають як суму часу обробки однієї транспортної партії на всіх операціях технологічного процесу та часу обробки всіх інших предметів праці партії на головній операції:
аналітично визначають як суму часу обробки однієї транспортної партії на всіх операціях технологічного процесу та часу обробки всіх інших предметів праці партії на головній операції: (2.3)
(2.3)Графік паралельного руху предметів праці можна побудувати таким чином: спочатку показують час обробки першої транспортної партії на всіх операціях послідовно, без перерв; потім на головній операції добудовують відрізки, які відображають час обробки інших транспортних партій, один за одним безперервно; далі показують час обробки кожної транспортної партії крім першої, на всіх інших операціях, дотримуючись умови безперервності обробки кожної транспортної партії.
Розглянемо приклад. Технологічний процес обробки партії деталей включає чотири операції. Партія деталей кількістю n = 40 штук оброблюється на чотирьох операціях (і = 1 ÷ 4) з наступними нормами часу (ti) відповідно:
– t1 = 1, t2 = 4, t3 = 2, t4 = 6 хвилин;
– розмір партії (n) становить 40 штук;
– розмір транспортної партії (р) – 10 деталей;
– четверту операцію виконують на двох робочих місцях (С4 = 2);
– кожну з інших операцій - на одному (С1 = С2 = С3 = 1).
Тривалість технологічного циклу буде дорівнювати:
- при послідовному виді руху деталей:
= 40 · (1/1 + 4/1 + 2/1 + 6/2) = 40 · 10 = 400 хв.- при паралельно-послідовному виді руху:
= 40 · 10 - (40 - 10) (1/1 + 2/1 + 2/1) = 400 - 30 · 5 = 250 хв.- при паралельному виді руху:
 = 10 · (1/1 + 4/1 + 2/1 + 6/2) + (40 - 10) · 4/1 = 100 + 120 = 220 хв.
= 10 · (1/1 + 4/1 + 2/1 + 6/2) + (40 - 10) · 4/1 = 100 + 120 = 220 хв.Графіки руху деталей представлені на рис. 2.1.
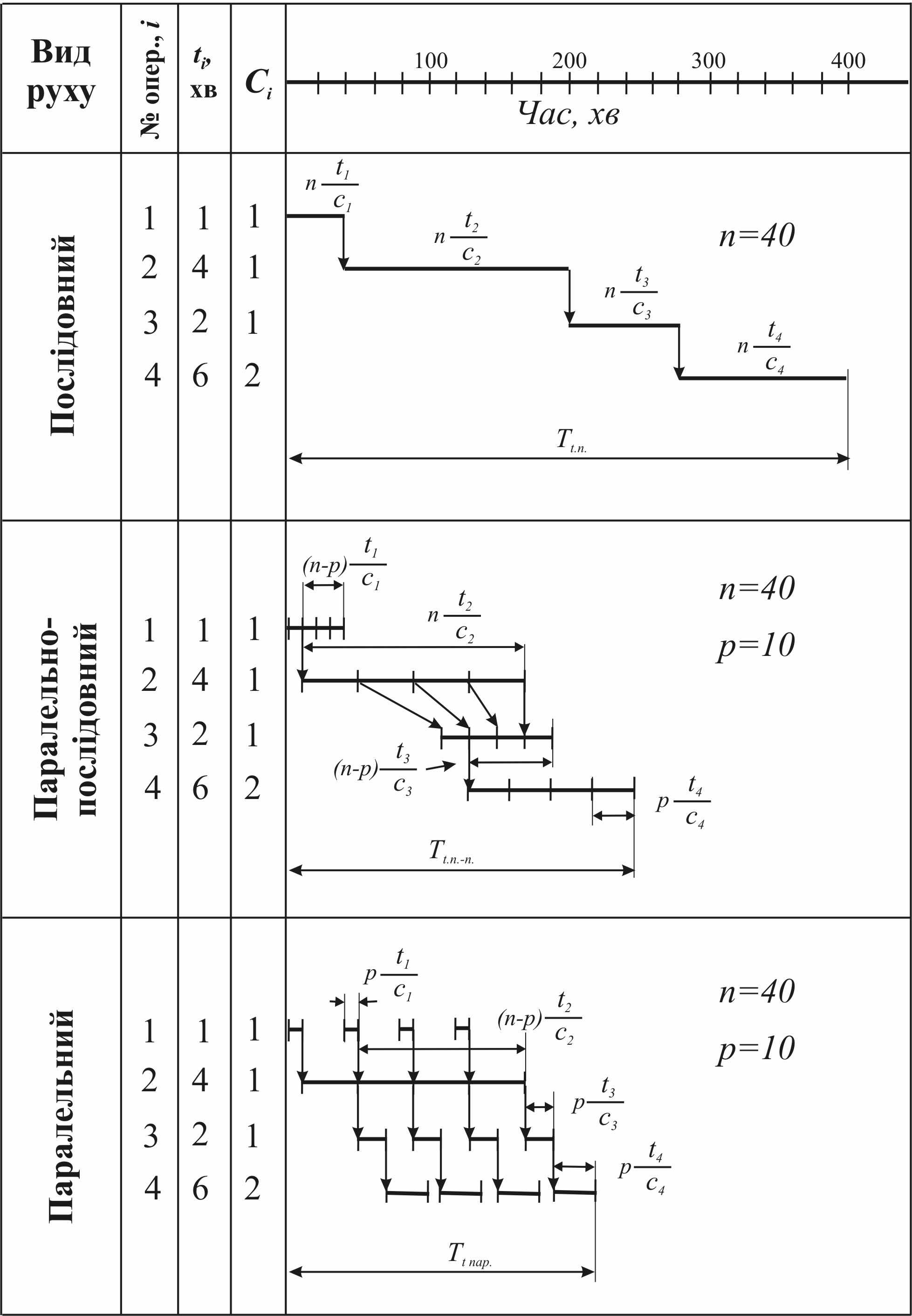
Рис. 2.1. Графіки видів руху предметів праці у виробництві
3. Теми теоретичної частини домашньої контрольної роботи (Варіанти)
- Система створення та освоєння нової продукції (СОНП)
Поняття, структура системи СОНП. Життєвий цикл товару. Шляхи вдосконалення системи СОНП.
- Планування процесів створення та освоєння нової продукції
Правила побудови сіткових графіків, розрахунки їх параметрів, оптимізація. Управління проектом на основі сіткових графіків.
- Організація науково-дослідних робіт
Інновації, циклічність їх розповсюдження. Форми організації інноваційного процесу. Класифікація науково-дослідних робіт, джерела їх фінансування, кошторис НДР.
- Організація проектно-конструкторських робіт
Основні задачі та стадії проектно-конструкторських робіт. Забезпечення технологічності конструкцій. Конструкторська уніфікація, стандартизація. Організація проектно-конструкторських робіт на підприємстві.
- Організація технологічної підготовки виробництва
Завдання та зміст технологічної підготовки виробництва. Технологічна уніфікація. Вибір варіанту технологічного процесу. Організація технологічної підготовки виробництва на підприємстві.
- Виробничий процес і принципи його раціональної організації.
Поняття, види, складові виробничого процесу. Принципи раціональної організації виробничого процесу.
- Виробничий цикл
Поняття, склад, тривалість виробничого циклу. Види руху предметів праці у виробництві, їх особливості, сфера застосування. Засоби зменшення тривалості виробничого циклу.
- Типи виробництва
Поняття і спосіб визначення типу виробництва. Техніко-економічна характеристика типів виробництва. Загальна характеристика та сфера застосування непотокового методу організації виробництва.
- Організація потокового виробництва
Поняття, ознаки, сфера застосування потокового виробництва. Класифікація потокових ліній. Основні етапи проектування потокової лінії. Розрахунок параметрів потокових ліній.
- Виробнича структура підприємства
Поняття, види виробничої структури підприємства та фактори, що її визначають. Шляхи удосконалення виробничої структури підприємства.
- Організація промислового підприємства в просторі
Поняття генерального плану підприємства та вимоги до нього. Показники ефективності розробки генерального плану підприємства.
- Виробнича інфраструктура підприємства
Зміст та задачі виробничої інфраструктури. Фактори, від яких залежить склад та масштаби інфраструктури підприємства. Вимоги до системи технічного обслуговування підприємства. Основні напрями удосконалення організації допоміжних господарств підприємства.
- Організація інструментального господарства підприємства
Склад і задачі інструментального господарства. Методи організації та управління інструментальним господарством. Планування та забезпечення потреб в інструменті. Шляхи удосконалення інструментального господарства.
- Організація ремонтного господарства підприємства
Склад і задачі ремонтного господарства. Системи технічного обслуговування та ремонту устаткування. Планування ремонтних робіт. Система показників діяльності ремонтного господарства та напрями його удосконалення.
- Організація енергетичного господарства підприємства
Склад та завдання енергетичного господарства. Організація та управління енергопостачанням на підприємстві. Планування енергоспоживання. Шляхи поліпшення використання енергоресурсів.
- Організація транспортного господарства підприємства
Склад та завдання транспортного господарства. Визначення вантажних потоків та вантажообігу. Види маршрутів перевезення вантажів. Розрахунки потреби в транспортних засобах. Показники і шляхи підвищення ефективності діяльності транспортного господарства.
- Організація складського господарства підприємства
Функції, роль складського господарства. Види складів підприємства. Управління виробничими запасами. Показники, що характеризують роботу складів. Раціоналізація складського господарства.
- Організація управління якістю продукції на підприємстві
Якість продукції: поняття, значення, показники. Система управління якістю продукції. Сертифікація продукції та системи управління якістю. Організація технічного контролю на підприємстві. Облік та аналіз браку.
- Організація трудових процесів
Зміст і завдання організації праці. Розподіл та кооперація праці: види розподілу праці на підприємстві; склад і зміст меж поділу праці; форми кооперування праці; класифікація виробничих бригад і їх функцій; суміщення професій. Організація і обслуговування робочих місць. Удосконалення організації праці.
- Організація нормування праці
Сутність і завдання нормування праці. Види трудових норм. Класифікація витрат робочого часу. Методи нормування праці. Визначення витрат робочого часу спостереженням.
- Планування господарської діяльності підприємства
Сутність, принципи, методи планування. Види планів. Організація робіт з планування. Бізнес-план: сутність, сфера застосування, зміст основних підрозділів.
- Оперативне управління виробництвом на підприємстві
Зміст і завдання оперативного управління виробництвом. Ритмічність виробництва. Системи оперативно-календарного планування. Особливості оперативно-календарного планування в одиничному, серійному, масовому типах виробництва. Зміст, функції, організація оперативного регулювання (диспетчерування) виробництва.
- Сутність управлінської діяльності
Менеджмент: поняття, передумови виникнення, основні етапи розвитку. Характеристика основних функцій менеджменту. Принципи менеджменту.
- Методи менеджменту
Поняття та класифікація методів управління. Економічні, організаційно- адміністративні, соціально-психологічні методи управління..
- Теорії та напрями менеджменту
Школи управління: наукового управління, адміністративна, відносин поведінки, кількісного підходу. Управління як процес. Системний та ситуаційний підходи.
- Організаційні структури управління підприємством
Основні типи організаційних структур управління. Методи побудови та вдосконалення організаційних структур. Чинники та елементи проектування організації.
- Управлінські рішення
Зміст та види управлінських рішень. Процес прийняття рішень. Методи прийняття рішень. Організація та контроль виконання рішень.
- Особистість, влада та авторитет менеджера
Вимоги до менеджера. Форми влади та впливу. Баланс влади. Джерела формування авторитету керівника. Характеристика видів псевдоавторитету.
- Стилі керівництва
Поняття та характеристика стилів керівництва. Вибір стилю керівництва. Комунікації в керівництві.
- Управління конфліктами та стресами
Поняття та модель конфлікту як процесу. Основні типи конфліктів. Причини виникнення конфліктів. Способи керування конфліктної ситуацією. Стрес: основні причини виникнення, ознаки. Модель стресової реакції. Заходи боротьби зі стресом.
4. Варіанти завдань розрахункової частини домашньої контрольної роботи
Варіант 1.
За даними табл. 4.1 скласти сітьовий графік виконання комплексу робіт. Розрахувати параметри подій та робіт, визначити критичний шлях, побудувати діаграму зайнятості виконавців робіт.
Таблиця 4.1.
| Код роботи | 0-1 | 1-2 | 2-3 | 2-4 | 2-5 | 3-8 | 4-6 | 4-7 | 5-9 | 6-8 | 7-8 | 8-9 | 9-10 | 10-11 |
| Тривалість роботи, дні | 2 | 7 | 1 | 5 | 1 | 3 | 1 | 7 | 4 | 3 | 9 | 2 | 3 | 2 |
| Чисельність виконавців, чол. | 2 | 8 | 1 | 6 | 2 | 3 | 1 | 5 | 4 | 4 | 2 | 3 | 3 | 2 |
[1, с. 625-644;5,с.85-121]
Варіант 2
Проектування спеціального технологічного оснащення для нового виробу, який включає 200 найменувань оригінальних деталей слід виконати за 3 місяці.
Визначити необхідне число конструкторів для виконання завдання, якщо коефіцієнт оснащеності дорівнює: за пристосуваннями – 1,5, а спеціальному інструменту – 2,0 . Середня трудомісткість проектування (в годинах) становить: одного пристосування – 20, одиниці спеціального інструменту – 6. Обсяг додаткової роботи, яку доручили конструкторам, – 168 нормо-годин. Робота виконується по 8 годин в день протягом 21 робочого дня в місяць.
[6, с. 117-118]
Варіант 3
Визначити аналітично та графічно межі програми випуску деталей за якої є економічно доцільним використання кожного з можливих варіантів заготовки деталі на основі даних табл. 4.2.
Таблиця 4.2.
| Показники | Варіанти заготовки | |
| 1 | 2 | |
| Витрати на матеріали (з урахуванням вартості відходів, що реалізуються), грн. шт. | 30 | 40 |
| Заробітна плата з нарахуваннями, грн./шт. | 33 | 25 |
| Інші змінні витрати, грн./шт. | 46 | 37 |
| Витрати на спеціальну оснастку грн/рік | 2300 | 3000 |
[1, с. 388-391]
Варіант 4
Розрахувати параметри потокової лінії з робочим конвеєром на якому здійснюється складання виробу.
Вихідні дані: програма випуску виробів – 100 шт за добу. Лінія працює в дві зміни, тривалість зміни – 8 год, регламентовані перерви в роботі – 30 хв. в зміну. Крок конвеєра – 1,5 м. Радіус барабану натяжного пристрою – 0,5 м. Розміщення робочих місць на лінії – одностороннє. Технологічний процес складання включає шість операцій з наступними нормами часу (ti): 1,8; 0,9; 3,6; 2,7; 1,8; 0,9 хв. На другій операції технологічним процесом передбачаються можливі відхилення фактичних витрат часу від норми в межах 0,9 t2 ÷ 1,2 t2.
[2, с. 134-138]
Варіант 5
Визначити параметри перервно-потокової лінії; скласти графік-регламент роботи устаткування та робітників на лінії, побудувати графік змін меж операційних оборотних запасів предметів праці.
Вихідні дані: програма випуску продукції за зміну – 96 виробів. Тривалість зміни – 8 годин. Період комплектування запасу – 8 годин. Технологічний процес включає шість операцій з наступними нормами часу: 2,5; 7,5; 3,0; 2,0; 4,0; 6,0 хв.
[1, с. 434-437]
Варіант 6
На змінно-потоковій лінії обробляють деталі А, В і С. Трудомісткість обробки деталей становить відповідно 15; 20; 50 хвилин. Програма випуску деталей за місяць: А – 1000; Б – 1200; С – 1500 шт. Лінія працює у дві зміни по 8 годин. Кількість робочих днів в місяці – 22. Втрати часу на переналагоджування устаткування – 6 %. Визначити такт та періоди часу випуску деталей кожного найменування.
[6, с. 44-48]
Варіант 7
Виріб складається з 3 складальних одиниць С1, С2, С3, тривалість складання яких 4, 1, 4 робочих днів відповідно. Структура складальних одиниць наступна:
С1 включає елементи Д11 (1), Д12 (2), Д13 (1); С2 – Д21 (3), Д 23 (1); С3 – Д 31 (4), Д 32 (2), Д 33 (4). У дужках зазначена тривалість виробничих циклів деталей у робочих днях. Тривалість загального складання С1, С2, С3 у виріб М – 4 робочих дні. Необхідно скласти схему складання виробу М, побудувати цикловий графік виготовлення виробу М та визначити час, необхідний для його виготовлення у робочих днях.
[1, с. 412-414]
Варіант 8
Запропонувати такий розподіл верстатів між двома робітниками, щоб мінімізувати простої устаткування протягом циклу багатоверстатного обслуговування. Побудувати графік роботи багатоверстатників. Розрахувати коефіцієнти зайнятості робітників та верстатів.
Вихідні дані:
Таблиця 4.3.
| Час, хв. | Верстати | |||
| 1 | 2 | 3 | 4 | |
| Машино-автоматичний час | 12 | 10 | 10 | 8 |
| Час зайнятості робітника | 8 | 10 | 6 | 6 |
[6, с. 176 - 178]
Варіант 9
Обґрунтувати вибір планування робочого місця з двох можливих варіантів А і Б.
Вихідні дані:
Виробнича площа робочого місця варіанту А – 30 м2, Б – 40 м2. Вартість 1 м2 виробничої площі – 5000 грн. Норма амортизаційних відрахувань за виробничу площу – 5%. Норма часу на виконання операції за варіантом А – 10 хв, Б – 9 хв. Ефективний річний фонд часу роботи устаткування – 3664 год. Годинна тарифна ставка робітника – 42 грн.
[27, с. 138 - 144]
Варіант 10
Встановити норму штучно-калькуляційного часу та змінну норму виробітку на операцію «зварювання гідробаку» на основі хронометражних спостережень (табл. 4.4) та заводських нормативів: час обслуговування робочого місця – 4 %, час перерв на відпочинок та особисті потреби – 6 % оперативного часу.
Таблиця 4.4
| Елемент операції, хв. | Тривалість виконання елементу операції за спостереженням, хв. | |||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |
| Взяти та встановити корпус гідробаку на стенд | 0,36 | 0,35 | 0,40 | 0,36 | 0,37 | 0,35 | 0,35 | 0,40 | 0,35 | 0,35 | 0,36 | 0,39 |
| Виконати прихватку | 0,57 | 0,52 | 0,49 | 0,50 | 0,49 | 0,54 | 0,50 | 0,51 | 0,56 | 0,52 | 0,51 | 0,49 |
| Зварити повздовжній шов | 8,21 | 7,92 | 7,45 | 8,50 | 9,43 | 8,81 | 9,63 | 7,86 | 8,37 | 8,40 | 9,23 | 8,67 |
| Зняти та відкласти корпус гідробаку | 0,35 | 0,37 | 0,31 | 0,31 | 0,36 | 0,36 | 0,30 | 0,39 | 0,37 | 0,36 | 0,38 | 0,36 |
Нормативний коефіцієнт стійкості хроноряду машино-ручних робіт – 2,0, ручних – 3,0. Підготовчо-заключний час - 18 хв. на партію в 10 баків.
[1, с. 482-485; 27, с. 105 - 111]
Варіант 11
За даними фактичного балансу фотографії робочого дня зварювальника (табл. 4.5) розрахувати розмір (у %) можливого ущільнення робочого дня та підвищення продуктивності праці внаслідок такого ущільнення.
Таблиця 4.5.
| Витрати робочого часу за елементами | Час, що спостерігався, хв. | Сума часу, хв. |
| Інструктаж майстра | 4 | 4 |
| Підготовка робочого місця до роботи та прибирання робочого місця | 4; 4; 6 | 14 |
| Підйом виробу краном та переміщення його | 8; 7; 7; 7 | 29 |
| Виконання робіт | 14; 57; 55; 30; 15; 25; 35; 55; 41; 30 | 357 |
| Втрати часу з вини робітника | 6; 8; 14; 9 | 37 |
| Простої з організаційно-технічних причин | 15; 5; 9; 10 | 39 |
| Разом | – | 480 |
[1, с. 485-488; 27, с. 90- 100]
Варіант 12
Визначити точку замовлення та найбільшу норму запасу інструменту, якщо середньомісячні його витрати по заводу – 120 шт., проміжок часу між наданням замовлення та надходженням інструменту до центрального інструментального складу – 1 місяць, найменша норма запасу даного інструменту – 40 шт. Час між замовленнями інструменту – 3 місяці.
[2, с. 230-232; 6, с. 244 - 247]
Варіант 13
Загальна потужність електромоторів, встановлених на устаткуванні дільниці цеху, складає 240 кВт; середній коефіцієнт корисної дії електромоторів – 0,86; середній коефіцієнт завантаження устаткування – 0,8; середній коефіцієнт одночасної роботи устаткування – 0,7; коефіцієнт корисної дії постачальної електромережі – 0,96; плановий коефіцієнт попиту для дільниці – 0,6. Дільниця працює в дві зміни по 8 годин. Кількість робочих днів в місяці – 22. Втрати часу на плановий ремонт устаткування – 4%. Визначити економію (надлишкові витрати) силової електроенергії на дільниці за місяць.
[2, с. 285-288; 6, с. 250 - 253]
Варіант 14
Скласти план ремонтних робіт обладнання на наступний рік, визначити їх трудомісткість, простої устаткування, якщо ремонтний цикл дорівнює 3 рокам, включає 12 оглядів та ремонти: 3 малих, 2 середніх, 1 капітальний. Категорія ремонтної складності обладнання – 9R. Нормативна трудомісткість робіт на одну ремонтну одиницю становить: огляд - 0,85, малий ремонт – 6,1, середній – 23,5, капітальний - 35,0 н – год. Норми тривалості простою устаткування в ремонті у днях на 1 ремонтну одиницю при роботі ремонтних бригад в 2 зміни: малий ремонт – 0,14, середній - 0,33, капітальний – 0,54. Останній ремонт у базисному році (вид/дата) –С1/12.09.
[2, с. 251-266;]
Варіант 15
Транспортування деталей з цехів, де їх виготовляють, у складальний цех підприємства відбувається електрокаром номінальної вантажопід’ємності 1т. Добовий вантажооборот – 24 тонни. Кільцевий маршрут зі зростаючим вантажопотоком складає 1000 м. Швидкість руху електрокарів – 40 м/хв. Час завантаження в цехах у середньому становить 5 хв., а розвантаження – 15 хв. Кількість пунктів завантаження – 4. Коефіцієнт використання вантажопід’ємності – 0,9, коефіцієнт використання часу роботи електрокара – 0,9. Визначити необхідну кількість електрокарів, коефіцієнт їх завантаження та число рейсів за добу. Режим роботи цехів – двозмінний, тривалість зміни – 8 годин.
[2, с. 300-310; 23, с. 601 - 604]
Варіант 16
Річний випуск апаратів, згідно плану, становить 4000 одиниць. На виготовлення одного апарату необхідно витратити 6 кг міді, яка поступає на завод щоквартально та зберігається у штабелях. Норма страхового запасу міді - 15 днів. Протягом року склад працює 251 день. Максимальне навантаження на 1 м2 підлоги – 1,2 т. Визначити необхідну для зберігання міді загальну площу складу, якщо коефіцієнт її використання – 0,6.
[6, с. 257 - 259]
Варіант 17
З метою виявлення основних причин зниження якості продукції була зібрана інформація про кількість рекламацій по видах продукції та кількість дефектів в розрізі дільниць цеху. ( табл. 4.6 ). На її основі необхідно виконати аналіз Парето.
[2, с. 384-386]
Таблиця 4.6
Рекламації за видами продукції
| Вид продукції | А | Б | В | Г |
| Кількість рекламацій | 4 | 6 | 12 | 8 |
Таблиця 4.7
Кількість дефектів продукції за місцями виникнення
| Дільниці | Кількість дефектів за видами продукції | |||
| А | Б | В | Г | |
| Дільниця №1 | 10 | 28 | 25 | 11 |
| Дільниця №2 | 16 | 12 | 19 | 18 |
| Дільниця №3 | 11 | 9 | 27 | 22 |
Варіант 18
Визначити пропускну здатність, коефіцієнт планового використання площі складального цеху та зміну виробничої потужності цеху після механізації складальних робіт.
Вихідні дані: Загальна площа цеху - 600 м2. Допоміжна площа (проходи, проїзди, обслуговуючі приміщення) займає 40% площі цеху. Кількість робочих днів в місяць – 22. Габарити виробу 10х2 м. Робоча зона для складання виробу складає 120 % площі, яку займає виріб. Виробничий цикл складання до механізації робіт – 6 робочих днів, після – 5. За місяць необхідно скласти 50 виробів.
[2, с. 190-205, с. 228 - 230]
Варіант 19
Місячне завдання складальному цеху з випуску серійних вузлів машини становить 880 шт. Нормативна величина циклового запасу в складальному цеху цих вузлів встановлена в розмірі трьохденного випуску, очікуваний запас на 1-е число планового місяця (22 робочих дні) дорівнює 160 вузлам. Комплекти оброблених деталей для складання вузлів поступають в складальний цех з механічного.
Визначити необхідний розмір запуску комплектів заготовок до механічного цеху на 1-е число попереднього місяця (21 робочий день), якщо нормативна величина циклового запасу комплектів дорівнює п’ятиденному випуску, а очікуваний розмір запасу – 120 комплектів деталей.
[1, с. 656-673; 2, с. 434 - 436]
Варіант 20
Дільниця цеху виготовляє за місяць, згідно завдання, 1000 виробів А, які проходять наступні технологічні операції:
Таблиця 4.8.
| Номер операції | 1 | 1 | 3 | 4 |
| Штучно-калькуляційний час, хв. | 5 | 6 | 10 | 8 |
| Підготовчо-заключний час, хв. | 20 | 24 | 40 | 26 |
Коефіцієнт, що характеризує величину прийнятних втрат часу на переналагоджування робочого місця, прийнятий у розмірі 0,05. Дільниця працює в дві зміни по 8 годин, 20 днів в плановому місяці. Вибрати та обґрунтувати оптимальний розмір партії виробів А та періодичність її випуску.
[1, с. 656-673]
Орієнтовний перелік питань до захисту домашньої контрольної роботи
- Надайте визначення поняття «організація виробництва», розкрийте її значення приведіть конкретні задачі, що вирішуються організацією виробництва на підприємстві
- Зазначте загальні форми організації виробництва
- Приведіть типи виробництва та їх основні характерні риси
- Надайте характерні риси одиничного виробництва
- Надайте характерні риси серійного виробництва
- Надайте характерні риси масового виробництва
- Розкрийте сутність основних задач організації та планування процесів СОНП
- Опишіть комплексну організацію підготовки виробництва до випуску нової продукції
- Опишіть структуру циклу створення і освоєння нової продукції
- Розкрийте шляхи удосконалення системи СОНП
- Опишіть методи переходу на випуск нових видів продукції
- Розкрийте складові виробничого процесу
- Розкрийте поняття виробничого циклу та приведіть його структуру
- Опишіть підходи до оцінки тривалості циклу простого процесу
- Опишіть стадії основних технологічних процесів
- Приведіть способи поєднання операцій у технологічному процесі
- Опишіть структуру циклу складного процесу
- Опишіть типову виробничу структуру підприємства
- Розкрийте роль організації винахідницької, раціоналізаторської та патентно-ліцензійної роботи на підприємстві зварювальних технологій
- Розкрийте значення інформаційного забезпечення виробничої діяльності підприємства
- Опишіть види, методи і етапи виконання наукових досліджень
- Розкрийте завдання та стадії проектно-конструкторських робіт
- Приведіть основні організаційні форми проведення наукових досліджень та проектно-конструкторських робіт
- Опишіть процеси фінансування і звітності виконання науково-дослідних та проектно-конструкторських робіт
- Розкрийте зміст кошторису витрат на науково-дослідну роботу
- Розкрийте сутність форм організації конструкторської підготовки виробництва
- Розкрийте сутність конструкторської уніфікації і стандартизації.
- Розкрийте завдання, стадії та етапи технологічної підготовки виробництва
- Розкрийте задачі та зміст технологічної підготовки виробництва
- Опишіть структуру органів технологічної підготовки виробництва на підприємстві
- Опишіть процес забезпечення технологічності конструкцій виробів
- Розкрийте суть технологічної уніфікації та стандартизації
- Розкрийте роль автоматизації проектно-конструкторських робіт
- Розкрийте особливості організації автоматизованого виробництва
- Поясніть правила побудови сітьових графіків
- Охарактеризуйте параметри подій сітьових графіків
- Розкрийте сутність оптимізації сітьових графіків
- Охарактеризуйте параметри робіт сітьового графіка
- Поясніть, якими методами можна визначити трудомісткість окремих видів робіт для побудови сітьового графіка
- Розкрийте суть методики порівняльного техніко-економічний аналізу технологічних процесів
- Розкрийте сутність поняття «виробничий процес» і охарактеризуйте його види
- Поясніть сутність принципів раціональної організації виробничих процесів
- Покажіть, які фактори впливають на тривалість виробничого циклу
- Розкрийте сутність поняття «виробничий цикл», його структуру
- Охарактеризуйте особливості послідовного руху предметів праці
- Охарактеризуйте особливості паралельного руху предметів праці
- Охарактеризуйте особливості змішаного руху предметів праці
- Приведіть класифікацію методів організації виробництва
- Розкрийте суть організації виробництва непоточними методами
- Розкрийте сутність потокової організації виробництва, її ефективності
- Поясніть, по яких ознаках класифікують потокові лінії
- Доведіть виконання принципів раціональної організації виробничого процесу в потоковому виробництві
- Розкрийте особливості безперервно-потокових ліній
- Розкрийте особливості змінно-потокових ліній
- Розкрийте особливості перервно-потокових ліній
- Приведіть формули основних розрахунків потокових ліній
- Розкрийте сутність і задачі виробничої інфраструктури виробництва
- Розкрийте сутність системи планово-попереджувальних ремонтів
- Опишіть організацію ремонтних робіт та технічного обслуговування
- Опишіть організацію інструментального господарства
- Охарактеризуйте особливості енергетичного забезпечення виробничих процесів
- Розкрийте зміст, значення і задачі транспортно-складського господарства
- Розкрийте сутність системи «канбан»
- Розкрийте сутність і задачі наукової організації праці
- Приведіть цілі, завдання та зміст організації праці
- Охарактеризуйте види витрат робочого часу
- Зазначте види поділу і кооперування праці
- Приведіть сутність і задачі нормування праці
- Приведіть класифікацію витрат робочого часу та склад норми часу
- Приведіть системи норм і нормативів праці
- Розкрийте методи нормування праці
- Охарактеризуйте особливості нормування праці управлінського персоналу
- Розкрийте принципи організації робочого місця та його обслуговування
- Приведіть класифікацію робочих місць
- Опишіть процес вивчення витрат робочого часу спостереженням
- Поясніть сутність поняття «якість продукції»
- Охарактеризуйте показники якості продукції
- Приведіть основні показники конкурентоспроможності продукції
- Приведіть методи визначення показників конкурентоспроможності продукції
- Опишіть системи якості продукції та організація її контролю
- Опишіть особливості сертифікації продукції та атестація виробництва
- Охарактеризуйте методи кількісної оцінки рівня якості продукції
- Охарактеризуйте основні положення загальної теорії систем та їх використання при аналізі сутності менеджменту
- Охарактеризуйте основні положення системного підходу у менеджменті
- Опишіть принципи, методи та функції управління
- Охарактеризуйте адміністративно-правові методи управління
- Охарактеризуйте соціально-психологічні методи управління
- Надайте характеристику планування як функції менеджменту
- Надайте характеристику організації як функції менеджменту
- Надайте характеристику мотивації як функції менеджменту
- Надайте характеристику контролю як функції менеджменту
- Охарактеризуйте функції та взаємодію елементів структури організаційної системи
- Розкрийте поняття організаційна система, структурні підрозділи, організаційні зв’язки
- Розкрийте та обґрунтуйте переваги і недоліки лінійної структури управління
- Розкрийте та обґрунтуйте переваги і недоліки функціональної структури управління
- Розкрийте та обґрунтуйте переваги і недоліки матричної структури управління
- Розкрийте та обґрунтуйте переваги та недоліки лінійно-функціональної структури управління
- Сутність концепції прийняття рішень і вирішення проблем та використання положень в управлінській теорії та практиці
- Приведіть метод обґрунтування норми керованості для відділу кадрів, технічного відділу, сервіс-центру
- Запропонуйте системи оцінки ефективності управлінської діяльності різних рівнів управління
- Розкрийте процес прийняття та реалізації управлінських рішень
- Розкрийте поняття місії підприємства
- Приведіть основні принципи стратегічного управління підприємством
- Охарактеризуйте вплив циклічних процесів на процес управління підприємством
- Опишіть особливості управління групами
- Розкрийте сутність структурних методів вирішення конфліктів
- Опишіть сутність планування
- Опишіть різновиди планів підприємства
- Розкрийте сутність планування, його основні задачі і принципи
- Охарактеризуйте особливості видів планів
- Опишіть процес планування виробничо-господарської діяльності підприємств
- Розкрийте спільні та відмінні риси для оперативного і стратегічного планування
- Поясніть, у чому полягають особливості оперативно-виробничого планування в умовах різних типів виробництва.
- Опишіть принципи, організація і методи планування
- Охарактеризуйте систему планових норм і нормативів
Рекомендована література
- Економіка та організація виробництва: Підручник / За ред. В.Г. Герасимчука, А.Е. Розенплентера. - К.: Знання, 2007. - 678 с.
- Економіка підприємства: Навч. посіб. / За заг. ред. В.Г. Герасимчука, А. Е. Розенплентера. - К.: ІВЦ “Видавництво “Політехніка”. 2003. - 264 с. іл.
- Економіка підприємства. Підручник. За заг. ред. С. Ф. Покропивного / К.: КНЕУ. 2000. – 528 с.
- Волков О.И., Скляренко В.К. Экономика предприятия: Курс лекций. – М.: ИНФРА-М, 2001. – 280 с.
- Організація виробництва: Навч. посіб./ В.О. Онищенко, О.В. Редкін, А.С. Старовірець, В.Я. Чевганова. – К.: Лібра, 2003. – 336 с.
- Организация и планирование машиностроительного производства. /М.И. Ипатов и др./ М.: Высшая школа, 1988. – 367 с.
- Егупов Ю.А. Організація виробництва на промисловому підприємстві. Навч. посіб. - К.: Центр навчальної літератури, 2006. - 488 с.
- Пасічник В.Г. Планування діяльності підприємства : Навч. пос. - К.: ЦНЛ, 2005.- 256 с.
- Тян Р. Б., Багрова І. В. Організація виробництва: Навч. пос. / За ред. доктора економічних наук, проф. Багрової І.В.- Київ: Центр навчальної літератури, 2005. - 248 с.
- Петрович Й. М., Захарчин Г.М., Організація виробництва: Підручник. - Львів: «Магнолія плюс», 2004. - 400с.
- Багрова І. В. Нормування праці: Навч. пос. .- Дніпропетровськ.: ЦУЛ, 2003.- 212 с.
- Васильков В. Г. Організація виробництва: Навч. пос. - К.: КНЕУ, 2003.- 524 с.
- Хміль Ф. І. Основи менеджменту: Підручник. - К .: Академвидав, 2003.-608 с.
- Менеджмент організацій: Підручник / За ред. Федулової Л.І. – К.: Либідь, 2003. – 448 с.
- Василенко В. О. Теорія та практика розробки управлінських рішень: Навч. пос.- К.: ЦУЛ, 2002. – 420 с.
- Чейз Р.Б., Эквилайн Н.Дж., Якобс Р.Ф. Производственный и операционный менеджмент: Пер. с англ.: М.: «Издательский дом «Вильямс», 2001.-704 с.
- Мескон М., Альберт М., Хедоури Ф. Основы менеджмента: Пер. с анг.- М.: Дело, 2000.- 704 с.
- Друкер П.Ф. Задачи менеджмента в ХХІ веке: Учебн. пособие: Пер. с анг.: – М.: Изд. дом «Вильямс», 2000. – 272 с.
- Організация, нормирование и материальное стимулирование труда в машиностроении: Учеб. пособие для мех. спец. вузов/ Л.А. Глаголева, С.Г. Пуртов, С.В. Смирнов и др.; Под ред. И.М. Разумова, С.В. Смирнова.- М.: Высш. шк., 1988. - 288 с., ил.
- Закон України “Про підприємства в Україні” від 27 березня 1991 р.
- Закон України “Про господарські товариства” від 19 вересня 1991 р.
- Закон України “Про підприємництво” від 26 лютого 1991 р.