
Разработка интегрированной системы управления качеством наукоемких изделий
| Вид материала | Автореферат |
СодержаниеОсновное содержание работы В первой главе Вторая глава Третья глава В четвертой главе В пятой главе В шестой главе Седьмая глава |
- Программа по дисциплине «Управление качеством», 44.79kb.
- Разработка и внедрение технологии промышленного производства и системы управления качеством, 660.17kb.
- Средства анализа и управления сетями, 806.42kb.
- А. Г. Малаханова система управления качеством подготовки, 139.32kb.
- Ф. А. Попов, Н. Ю. Ануфриева,, 44.17kb.
- 1 Анализ динамических процессов систем управления, 45.71kb.
- Техническое задание на выполнение нир по теме: «Разработка Концепции создания Логистического, 99.03kb.
- «Управление качеством труда менеджера на производстве», 513.32kb.
- Учебно-методический комплекс по дисциплине управление качеством Специальность, 248.02kb.
- Рабочая программа дисциплины «Модели систем управления качеством» Рекомендуется для, 186.51kb.
Основное содержание работы
Во введении обосновывается актуальность темы диссертационной работы. Сформулированы цель и задачи исследований. Изложены научная новизна и практическая ценность работы.
В первой главе дан обзор современного состояния проблемы управления качеством продукции, как у нас в стране, так и зарубежом. Этот анализ базируется на изучении работ А.В. Гличева, М.И. Круглова, В.В. Бойцова, Т.Ф. Сейфи, Г.Ф. Колмогорова, Г.П. Воронина, Б.В. Бойцова, С.А. Подлепы, B.C. Версана, Ю.П. Адлера, А.Г. Суслова, О.А. Горленко, В.В. Мирошникова, Э. Деминга, К. Исакова, Г. Тагуты и др.
Результаты этих работ позволили разработать ряд международных стандартов ИСО серии 9000. В России Госстандарт выпустил соответствующие новые стандарты: ГОСТ Р ИСО 9000-2001, ГОСТ Р ИСО 9001-2001, ГОСТ Р ИСО 9004-2001. Эти стандарты ориентированы на рыночный характер экономики и на потребителя.
Вопросам технологического обеспечения и повышения качества изделий посвящены работы ученых: М.А. Елизаветина, Д.Д. Папшева, В.Ф. Безъязычного, A.M. Дальского, Л.А. Хворостухина, Б.В. Бойцова, А.Г. Суслова, О.А. Горленко, В.И. Аверченкова, В.А. Васильева, А.П. Бабичева, A.M. Сулимы, В.А. Долецкого, B.C. Мухина, В.П. Смоленцева и др.
Все это привело к интеграционным процессам в области качества и созданию систем в управлении качеством продукции на всех этапах ее жизненного цикла (APQP), которая включает в себя:
- Планирование процесса в целом, анализ "голоса" потребителя и создание концепции будущего изделия.
- Проектирование конструкции изделия.
- Проектирование технологии производства.
- Подготовку производства.
- Производство, улучшение, обратная связь с потребителем.
Процесс управления качеством на предприятиях, выпускающих наукоемкую продукцию, характеризуется большим объемом информации, поэтому он практически не может быть решен без САУ. В последний период вопросы автоматизированного управления качеством рассмотрены в работах: В.П. Смоленцева, Р.И. Адгамова, А.А. Дорошкина, Н.А. Криницкого, Г.А. Миронова, Г.Д. Фролова, В.А. Головлева, И.В. Кондракова, В.В. Мирошникова, А.В. Киричека, А.А. Борзова и др.
В настоящее время разрабатываются и внедряются корпоративные информационные системы компьютерной поддержки жизненного цикла продукции (CALS). Здесь следует отметить работы А.А. Кутина, А.И. Половинкина, В.В. Мирошникова и др.
Анализ всех этих работ и состояние проблемы управления качеством на предприятиях, выпускающих наукоемкую продукцию, позволили сделать следующие выводы:
- На многих предприятиях, сертифицировавших системы качества на соответствие требованиям стандарта ИСО 9000, не получено значительных результатов в повышении качества продукции из-за того, что допущен необоснованный отрыв (нестыковка) процессов менеджмента качества от процессов конструкторско-технологического обеспечения качества и конкурентоспособности продукции. Нужна интеграция процессов менеджмента с процессами технологического обеспечения качества.
- Существующие отечественные и зарубежные модели управления качеством охватывают только часть жизненного цикла продукции и не гарантируют отсутствие негативных воздействий от недостатков внешних поставок. Отсутствуют разработки систем оценки и анализа качества поставок продукции внешними исполнителями с управлением качеством через приоритетный выбор заказов от поставщиков с лучшей деловой репутацией.
- Не разработаны модели и алгоритмы конструкторско-технологического обеспечения качества на всех стадиях жизненного цикла наукоемкой продукции.
- Отсутствует обобщенная модель управления качеством наукоемких изделий с учетом множества внешних взаимосвязанных и независимых воздействий от внешних и внутренних факторов, что не позволяет расширить границы показателей качества до предельных обоснованных значений.
- Для сложной наукоемкой продукции отсутствуют научно-обоснованные методы достижения конкурентоспособности изделий, что затрудняет поставку отечественных изделий на мировой рынок, где создалась жесткая конкуренция по удержанию высоких показателей в мировом рейтинге промышленной продукции и ведется активная работа по ограничению доступа новых поставщиков аналогичных товаров, особенно высокого качества.
- Отсутствуют модели технологического управления по обобщенным показателям с учетом ограничений технического, экономического, организационного характера. Возникает необходимость в разработке математических моделей оптимального выбора технологических методов и средств для повышения качества и надежности наукоемких изделий.
- Недостаточно исследованы вопросы защиты информации по качеству новых наукоемких изделий. Необходима разработка системы защиты, критериями которой могут выступать интересы государства (государственная тайна), отраслей и фирм (коммерческая тайна), отдельных исполнителей (патентная защита объектов и др.), что может составить часть общей модели поддержания приоритета конкурентоспособной продукции.
- Отсутствуют обобщенные информационные модели, позволяющие сконцентрировать имеющиеся в мире сведения об имеющихся аналогах при разработке конкурентоспособных изделий нового поколения.
- В существующих моделях слабо отражены особенности управления качеством наукоемких изделий, в частности продукции оборонного назначения и изделий, осваиваемых конверсируемыми предприятиями.
- Несмотря на многочисленные публикации по технологическим методам повышения качества изделий машиностроения, нет методологии совершенствования и создания новых методов обработки.
- Уровень и масштабы работ по автоматизации проектирования и управления качеством машиностроительной продукции в нашей стране недостаточны. Использование зарубежных компьютерных систем в условиях России ограничено из-за их высокой стоимости. Поэтому имеется потребность в разработках компьютерных систем менеджмента качества, приспособленных для предприятий, выпускающих наукоемкую продукцию.
Вторая глава диссертационной работы посвящена методологии исследований, которая базируется на системном подходе и методах системного анализа.
Разработку системы управления качеством наукоемких изделий предложено базировать на использовании концептуальной модели:
 , (1)
, (1)где х – исходная информация об объекте (мировой уровень, маркетинг, возможности обеспечения конкурентоспособности и др.); О – качество объекта, воплощенное в документации; у – исходная информация для обеспечения уровня качества объекта; П – производство объекта; z – полученные показатели качества объекта; К – контроль соответствия потребительских качеств объекта у, заложенных в техническом задании х; Э – подтверждение заложенного в техническом задании уровня качества в эксплуатации; v, w – управляющие воздействия на обеспечение качества объекта; J – сигнал обратной связи.
На базе модели (1) может быть построена инвариантная модель управления качеством объекта (рис. 1).

Рис. 1. Сетевая модель управления качеством изготовления объекта:
х1, х2, ..., хn – первоначальные состояния качества объекта; О1, О2, ..., Оn – оценки качества объекта; У1, У2, ..., Уn – уровни отработки технологичности; П1, П2, ..., Пn – совершенство и обеспечение в производстве качества объекта; Zопт – оптимальный вариант качества объекта;
Вij → min – условие оптимальности
Тогда модель управления качеством может быть представлена в виде:
 , (2)
, (2)где i изменяется от 1 до n; n – число оптимальных параметров воздействия на объект для достижения и превышения показателя качества, заложенных в Т3.
На основе работ И.М. Дунаева предложена методология контроля качества трудоемких изделий на всех этапах их жизненного цикла.
Мировой опыт показывает, что успешное управление качеством продукции возможно только при активизации интеллектуального труда, что особенно важно для наукоемких изделий. Так в табл. 1 приведены области приложения интеллектуального труда при создании наукоемких изделий.
1. Оптимизация приложения интеллектуального труда при создании
экспортной продукции
| Этапы создания продукции | Область приложения интеллектуального труда |
| Подготовительный | Согласование стандартов изготовителя и заказчика на выпускаемую продукцию, узлы оборудования, в том числе зарубежные Создание системы управления качеством продукции |
| Проектирование | Защита интеллектуальной собственности Отбор, создание и применение открытий, патентов Управление созданием базовых патентов на изделия Разработка конструкции с учетом возможностей нетрадиционных технологий |
| Изготовление | Использование нетрадиционных технологических процессов Поддержание уровня нетрадиционных техпроцессов Создание системы контроля качества экспортной продукции |
| Запуск | Обоснование и реализация объема контроля изделий у заказчика Оценка возможностей аренды производственной базы за рубежом Оптимизация места зарубежных узлов в экспортной продукции |
| Сопровождение у заказчика | Накопление статистики, анализ ситуации и введение изменений в основную продукцию по повышению конкурентоспособности изделий |
Приводятся анализ причин снижения качества и пути достижения требуемого качества наукоемких изделий. Так на рис. 2 дан анализ причин, снижающих надежность двигателей летательных аппаратов.
Анализ дефектов и отказов изделий авиакосмической техники позволил определить среднестатистические показатели брака на этапах жизненного цикла изделий. Все это позволило наметить пути решения проблемы качества наукоемких изделий.
Рис. 2. Анализ причин, снижающих надежность двигателей летательных аппаратов:
1 – дефекты материалов, заготовок; 2 – механообработка; 3 – сварка и пайка;
4 – сборка и испытание; 5 – хранение и транспортировка; 6 – прочие причины (эксплуатация, качество приборов, комплектующих, случайные факторы и др.)
Разработаны требования к автоматизированной системе управления качеством наукоемких изделий, которая должна охватывать все этапы ее жизненного цикла.
Информационная система управления качеством на предприятиях авиакосмической техники требует своей защиты. В работе приведена модель такой системы защиты информации.
Таким образом, изложенный методологический подход позволил разработать схему проведения исследований (рис. 3).
Третья глава диссертационной работы посвящена разработке научных положений для создания интегрированной системы менеджмента качества наукоемких изделий. В ней приведены разработанные модели и алгоритмы управления качеством на всех стадиях жизненного цикла наукоемких изделий: маркетинге, проектировании, создании опытного изделия, изготовлении, эксплуатации, ремонте, восстановлении и утилизации. Алгоритмы системы управления качеством изделий на всех стадиях приведены в работе.
В последнее время все большее внимание уделяется вопросам утилизации продукции. И это должно находить отражение в системе управления качеством наукоемких изделий. Как правило эту функцию изготовитель должен брать на себя. Так на рис. 4 приведена структурная модель оптимизации путей утилизации наукоемких изделий.
Система управления качеством и ее оптимизация является многокритериальной проблемой практически на всех этапах жизненного цикла изделий. Особенно это актуально для стадий технологической подготовки производства и изготовления наукоемких изделий. В работе приводятся модели многокритериальной оптимизации выбора технологических методов и средств обеспечения качества наукоемких изделий и механизм управления их качеством при изготовлении.
При разработке изделий учитывается, что технологический показатель зависит от множества воздействий.
 (3)
(3)Для множества
 , учитывающих все возможные действия, используются булевы матрицы
, учитывающих все возможные действия, используются булевы матрицы (4)
(4)Здесь
 - булевы переменные;
- булевы переменные;  - декартово произведение
- декартово произведение
 (5)
(5)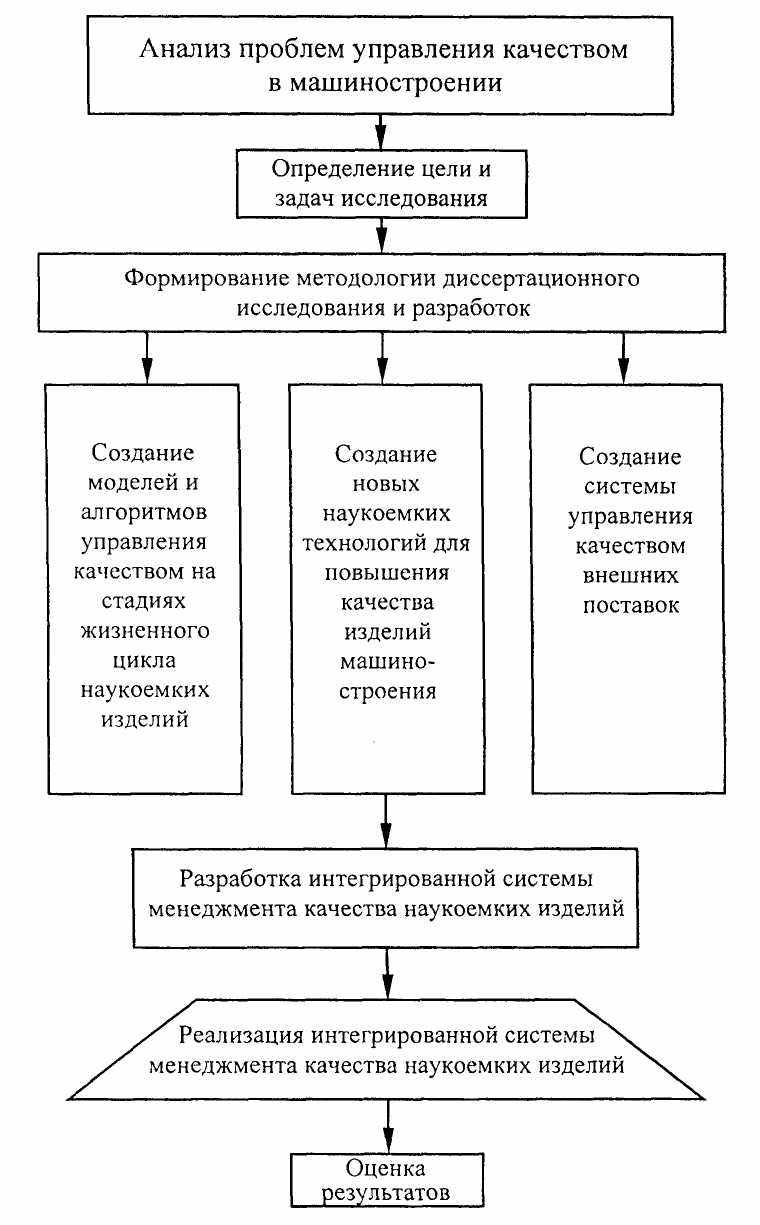
Рис. 3. Схема проведения диссертационного исследования и разработок
Результат воздействия Тj зависит от сочетания элементов в (4), которые могут по-разному влиять на показатель Тj и показатели качества изделия. Здесь необходимо знать взаимодействие сочетаемых факторов, которое может выражаться математической зависимостью в виде физического, логического уравнения, уравнения регрессии, графической связью параметров. В зависимости от показателя качества технологические воздействия «R» следует либо увеличивать (знак «
 ») либо снижать (знак «
») либо снижать (знак « »).
»).Если достигнуть оптимального уровня каждого воздействия, то можно получить предельно возможные показатели качества, где ограничением могут служить, например, финансовые затраты.
Если принять количество возможных воздействий «к», то булева матрица примет вид
 (6)
(6)Решение (6) может быть представлено в виде
На стадии изготовления требуется не просто поддерживать показатели качества и обеспечивать надежность объектов, но и систематически проводить научные прикладные работы по совершенствованию технологий. В работе приводится механизм этих работ. Совершенствование и качество наукоемких изделий в значительной мере зависит от инновационной деятельности на предприятии. Поэтому автором разработана подсистема управления качеством инновационной деятельности, построенная на основе использования современных инновационных технологий.
В ней решаются следующие задачи:
1. Мониторинг и анализ информации в инновационной среде.
2. Определение оптимальной инновационной стратегии предприятия.
3. Разработка технико-коммерческого предложения о производстве инновационной продукции.
4. Инвестиционное проектирование производства инновационной продукции.
5. Выбор структуры и технологии подготовки производства инновационной продукции.
6. Подготовка производства инновационной продукции.
7. Выбор структуры и технологии управления производством инновационной продукции.
8. Послепродажное обслуживание инновационной продукции.
Таким образом, разработанные в третьей главе модели, алгоритмы и механизмы управления качеством создали научную базу для построения интегрированной системы менеджмента качества наукоемких изделий.
В четвертой главе рассмотрены вопросы управления качеством внешних поставок, которые играют огромную роль в качестве выпускаемых изделий.
Разработана модель управления качеством внешних поставок продукции, которая базируется на однопараметрической оценке показателя ее качества для потребителя.
Моделирование процесса осуществлено с использованием теории Булевой алгебры.
Исходные данные:
- известны реальные показатели качества исходного продукта, поставляемого производителю изделий;
- известны показатели поставляемой продукции, значимые для обеспечения качества производимых изделий;
- имеется несколько поставщиков требуемых объектов (возможны как отечественные, так и зарубежные поставщики).
Граничные условия:
- известны условия поставки всеми поставщиками своей продукции производителю изделий (стоимость, технические, характеристики, сроки поставки, перспективы повышения качества объектов, совместимость с изделием, стабильность связей и др.);
- известна текущая потребность и перспектива расширенного заказа продукции;
- известна установленная минимальная партия поставок, виды упаковки, транспортировки, гарантийные условия и сроки хранения, не нарушающие сроки сохраняемости производимых изделий.
Пусть имеется множество (1;n) независимых признаков (х), характеризующих качество и надежность поставляемой со стороны продукции от потенциальных поставщиков ("k" фирм).
 (7)
(7)  | Рис. 4. Структурная модель оптимизации путей утилизации наукоемких изделий |
У изготовителя изделий имеется перечень (1;m) значимых показателей качества (у) для поставляемой продукции с граничными допустимыми значениями, расчетными или желаемыми параметрами и ограничениями экономического (стоимость и др.), организационного (сроки поставки и др.) характера.
 (8)
(8)Условием работы системы является критерий
 (9)
(9)Рассогласование признаков, характеризующих позиции поставщика и изготовителя изделий, выражается через (rin-rim).
Критериями выбора поставщика являются:
rin
 rim, (10)
rim, (10)где предполагается, что показатели качества продукции поставщика (rin) не ниже тех же показателей (rim) требуемых изготовителем для выпускаемой или перспективной продукции.
Для нахождения продукции лучшего качества среди потенциальных поставщиков следует найти величину математического ожидания для оценки вероятного показателя качества
 , (11)
, (11)где
 – среднеквадратичное отклонение показателя качества; k – коэффициент, характеризующий компенсацию непредвиденных обстоятельств в процессе эксплуатации изделия с рассматриваемой продукцией или элементами изделия, выполненными из этой продукции.
– среднеквадратичное отклонение показателя качества; k – коэффициент, характеризующий компенсацию непредвиденных обстоятельств в процессе эксплуатации изделия с рассматриваемой продукцией или элементами изделия, выполненными из этой продукции. Вероятность (Рik) выполнения критериев оценивается по зависимости.
 (12)
(12)Приводится пример предложенной критериальной оценки качества поставки труб различными поставщиками.
Качество наукоемких изделий в значительной мере зависит от качества заготовок, поэтому в диссертационном труде разработаны мероприятия, гарантирующие оптимизацию качества приобретаемых заготовок.
В качестве примера приведен выбор варианта получения сложных заготовок для мелкосерийного производства.
Аналогичные примеры даны по приобретению инструмента, приборов и др. комплектующих изделий.
Таким образом, предложенная модель управления качеством внешних поставок позволяет параметрически оценить качество приобретаемых изделий, обоснованно выбрать поставки и гарантировать качество выпускаемых наукоемких изделий.
В пятой главе разработана методология совершенствования и создания новых методов обработки заготовок, позволяющих повысить качество деталей. Даны определения конкурентоспособным и наукоемким технологиям. В работе приведены структура и база конкурентоспособных наукоемких технологий.
Разработана структурная схема воздействия на деталь различных факторов, как при ее изготовлении, так и эксплуатации (рис.5).
Все эти факторы определяются:
1.1 – формой и размерами рабочей части инструмента;
1.2 – макроотклонением, волнистостью и шероховатостью рабочих поверхностей и инструмента;
1.3 – скоростями и подачами взаимного перемещения заготовки и инструмента;
2.1 – геометрией рабочей части инструмента;
2.2 – силой и жесткостью технологической системы;
2.3 – временем воздействия;
3.1 – величиной снимаемого или пластически деформируемого поверхностного слоя;
3.2 – СОТС;
3.3 – временем воздействия температуры;
4.1 – материалом рабочей части инструмента;
4.2 – СОТС;
4.3 – величиной снимаемого слоя или пластически деформируемого поверхностного слоя;
4.4 – временем протекания химического процесса при обработке;
5.1 – формой и размерами сопрягаемой поверхности;
5.2 – макроотклонением, волнистостью и шероховатостью сопрягаемой поверхности;
5.3 – кинематикой и скоростью взаимного перемещения сопрягаемых поверхностей;
6.1 – формой и размерами сопрягаемой поверхности;
6.2 – макроотклонением, волнистостью и шероховатостью сопрягаемой поверхности;
6.3 – рабочей нагрузкой на деталь при эксплуатации;
7.1 – температурой окружающей среды в процессе сборки и эксплуатации;
7.2 – промежуточной средой (смазкой);
7.3 – рабочими нагрузками;
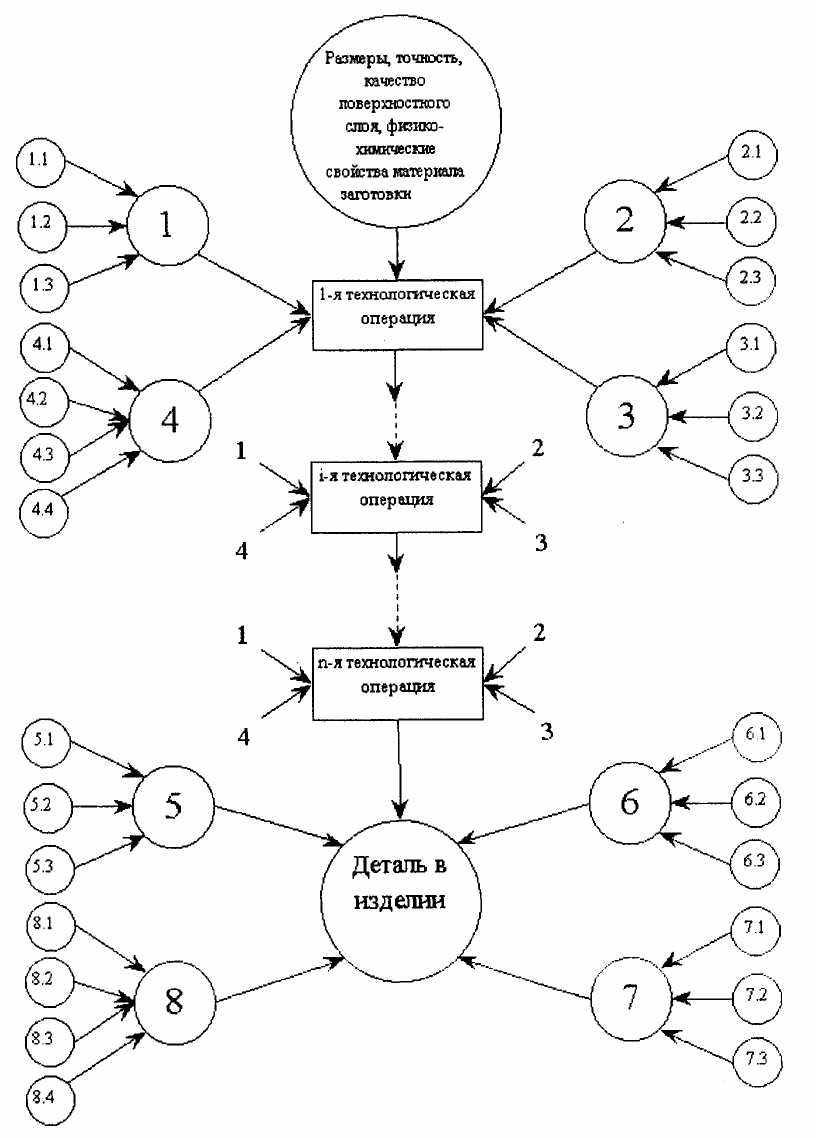
Рис. 5. Структурная схема воздействия различных факторов на заготовку при обработке и на готовую деталь при эксплуатации:
1, 2, 3, 4 и 5, 6, 7, 8 – соответственно кинематическое, силовое, температурное, химическое воздействие на обрабатываемую заготовку при изготовлении и готовую деталь при эксплуатации
8.1 – физико-механическими свойствами поверхностного слоя сопрягаемой детали;
8.2 – промежуточной средой (смазкой);
8.3 – температурой окружающей среды;
8.4 – временем контактного взаимодействия.
Это говорит о необходимости целенаправленного кинематического, силового, температурного и химического воздействия на детали при изготовлении, исходя из их дальнейшего функционального назначения.
Даны основные характеристики новых технологий (рис. 6).
Изложенная методология совершенствования и создания новых технологических методов обработки изделий базируется на единстве процессов изготовления и эксплуатации изделий.
Предложена модель технологических воздействий на показатели качества изделий.
 , (12)
, (12)где
 - область оптимальных технологических воздействий на показатели качества изделия;
- область оптимальных технологических воздействий на показатели качества изделия;y - фактор технологического воздействия на показатель качества изделия;
P - функция распределения технологических воздействий на качество изделия;
m - количество рассматриваемых показателей качества.
Исходя из критерия (12) можно сформулировать закон внешнего управления качеством путем стохастических технологических воздействий в форме вероятностной плотности (G) их влияния на показатели качества
 (13)
(13)где N - количество технологических воздействий;

Рис. 6. Основные характеристики прогрессивных технологий нового поколения
 - время действия технологического фактора:
- время действия технологического фактора:k - количество моментов воздействия на показатели качества изделия;
 - функция связи между технологическим воздействием и показателем качества (Y=(X)) изделия;
- функция связи между технологическим воздействием и показателем качества (Y=(X)) изделия;x - величина и характеристика технологического воздействия.
В упрощенной форме закон (13) имеет вид
 , (14)
, (14)Решение задачи с использованием (13) и (14) возможно, если установлена закономерность между технологическими воздействиями и показателями качества изделий. Эта зависимость получается путем подстановки теоретических уравнений взаимосвязи параметров качества с условиями обработки в уравнения взаимосвязи эксплуатационных свойств с параметрами качества деталей или эмпирическими уравнениями регрессии.
 , (15)
, (15)где а0 – свободный член уравнения регрессии;
аi – коэффициент уравнения регрессии.
В шестой главе приведены данные по реализации разработанной методологии при создании новых технологических методов по изготовлению наукоемких изделий, защищенных авторскими свидетельствами:
Для лопаточных деталей разработана технология получения заготовок из гранул методом газостатического прессования с последующим электроэрозионным формированием межлопаточных каналов.
Для обработки проточных поверхностей лопаточных деталей «закрытой конструкции» разработана виброэкструзионная обработка. Сущность данной технологии заключается в периодическом возвратно-поступательном продвижении (экструдировании) гранулированной рабочей среды через межлопаточные каналы детали при низкочастотных вибрациях. Решены вопросы управления процессом обработки каналов, позволяющие обеспечивать высокое качество поверхностного слоя. Созданы оборудование и оснастка, позволяющие успешно реализовать виброэкструзионную обработку. Сравнение виброэкструзионнной обработки с другими ранее применяемыми технологическими методами по обеспечению параметров качества поверхностного слоя турбины приведено в табл. 2.
2. Результаты отделочно-упрочняющей обработки турбины
| Показатель качества обработки | Способ обработки (комбинация способов) | |||
| Виброшлифование | Виброшлифование + струйно-динамическая обработка | Виброшлифование + виброударная обработка | Виброэкструзионная обработка + анодное растворение | |
| Микротвердость, МПа | 3700/3300 | 4500/3600 | 4600/3600 | 4300/4200 |
| Изменение микротвердости, МПа | 600/200 | 1400/500 | 1500/500 | 1200/1100 |
| Степень наклепа, % | 19/6 | 45/16 | 48/16 | 39/35 |
| Глубина наклепа, мм | 0,04/0,02 | 0,06/0,035 | 0,07/0,04 | 0,065/0,07 |
| Параметр шероховатости Ra, мкм | 3,5/3,7 | 2,8/3,1 | 2,5/2,7 | 1,0/1,3 |
| Глубина микротрещин, мкм | 8,0/8,5 | 3,7/5,5 | 4,4/5,2 | 1,0 |
Примечание. В числителе даны значения для открытых поверхностей, в знаменателе – для поверхностей канала
Однако результаты внедрения показали, что данный способ не позволяет достичь равномерности наклепа и стабильно повышать качество поверхности в узких (менее 5 мм) криволинейных каналах с углом раскрытия канала менее 45.
Для решения этой задачи разработана комбинированная технология, где наряду с пластическим деформированием применяется локальное анодное растворение.
Данный метод позволил обеспечить уменьшение высотных параметров шероховатости на всей глубине канала.
В авиакосмической технике широко применяются изделия из биметаллических материалов (клеевые, сварные, паяные, с покрытиями). Различные свойства материалов биметаллических изделий приводят к значительным трудностям при их механической обработке и снижают их качество. Учитывая эти обстоятельства, разработана технология, обеспечивающая качество биметаллических изделий при их обработке с наложением электрического поля, защищенная патентом.
Под данную технологию спроектировано и изготовлено оборудование и технологическая оснастка, определены оптимальные режимы обработки при сочетании различных материалов в биметаллическом изделии, позволяющие гарантированно обеспечивать требуемое качество поверхности.
Как было отмечено во второй главе работы, основным дефектом сварных соединений из жаропрочных и титановых сплавов, широко применяемых в авиакосмической технике, являются непровары с образованием пустот в месте сопряжения деталей. Для устранения этого дефекта разработана технология автоматической сварки в среде аргона неплавящимся электродом с подогревом присадочного материала для повышения его жидкотекучести. Для подогрева использован импульсный ток с частотой 50 Гц.
Реализация данной технологии позволила значительно повысить надежность сварных соединений из жаропрочных и титановых сплавов. Учитывая широкое использование в авиакосмической технике труднообрабатываемых материалов, т.е. качество основной продукции в значительной мере зависит от качества применяемого инструмента. В частности шероховатость обрабатываемой поверхности в значительной степени зависит от шероховатости режущей кромки инструмента. Поэтому для повышения стойкости и снижения шероховатости режущего инструмента разработан и реализован метод криогенно-эрозионного упрочнения.
Спроектирован и изготовлен инструмент для обработки и экспериментально определены оптимальные режимы обработки различных материалов. Исследования показали, что данная технология позволяет значительно повысить качество инструмента из высокоуглеродистых и быстрорежущих сталей.
Седьмая глава посвящена разработке интегрированной системы менеджмента качества наукоемких изделий на базе проведенных автором комплексных исследований, а также реализации данной состемы на ФГУП "Воронежский механический завод".
В диссертации изложены 15 принципов построения интегрированной системы управления качеством наукоемких изделий, охватывающей все этапы их жизненного цикла от маркетинга до утилизации.
Принципиальная схема этой системы приведена на рис. 7.
Она разработана на основе реализации модели управления качеством, приведенной в главе 3. Структура интегрированной системы управления качеством наукоемких изделий приведена на рис. 8.
Она построена в результате обобщения исследований и разработок автора, приведенных в 3-6 главах диссертационной работы, а также с учетом приведенной выше принципиальной схемы (см. рис. 8).
Успешное функционирование и совершенствование сложных интегрированных систем в значительной мере зависит от управления. С этой целью разработана типовая структура службы качества для предприятия, реализующего интегрированную систему менеджмента качества наукоемких изделий (рис. 9).
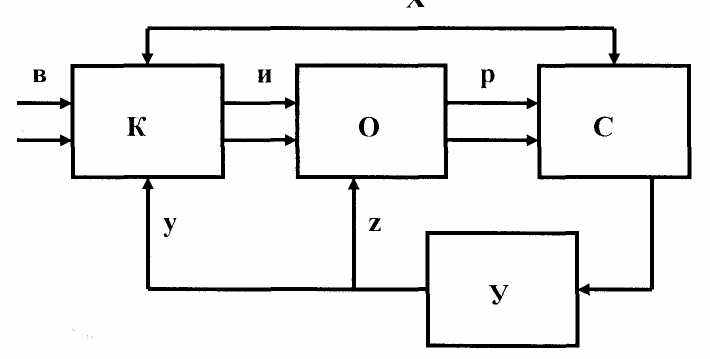
Рис. 7. Принципиальная схема интегрированной системы менеджмента качества наукоемких изделий:
в – исходная информация об объекте (мировой уровень, маркетинг, возможности обеспечения конкурентоспособности и др.); К – качество объекта, воплощенное в документации; и – исходная информация для обеспечения уровня качества объекта; О – производство объекта; р – полученные показатели качества объекта; С – контроль соответствия потребительских качеств объекта (и), заложенных в техническом задании (в); У – подтверждение заложенного в техническом задании уровня качества в эксплуатации; y, z – управляющие воздействия на обеспечение качества объекта
Информационное обеспечение службы качества осуществляет служба информационного обеспечения.
Важнейшим элементом интегрированной системы менеджмента качества наукоемких изделий является система защиты информации. Алгоритм разработки такой системы приведен в работе.
В диссертации приведены конкретные примеры по реализации разработанной интегрированной системы управления качеством на ФГУП "ВМЗ" на этапах маркетинга, проектирования, технологической подготовки для производства конкретных наукоемких изделий, изготовления контроля и испытаний. В результате этой реализации были достигнуты следующие показатели:
1. Возрос престиж предприятия, что выразилось в получении выгодных заказов в стране и за рубежом. В частности получен государственный заказ на изготовление ракетного двигателя системы "Ангара" для космических систем нового поколения.
2. Научно обоснованы достигнутые и перспективные показатели качества, что позволило в новых изделиях на 20-25 % повысить ресурс и обеспечить их надежность при эксплуатации.
3. Создана система оптимизации технологических решений, обеспечивающих интенсивную технологическую подготовку производства, что создает реальную возможность ускоренно выйти на мировые рынки сбыта продукции, увеличив за счет этого прибыль и создать финансовые возможности для реконструкции производства под современные требования.
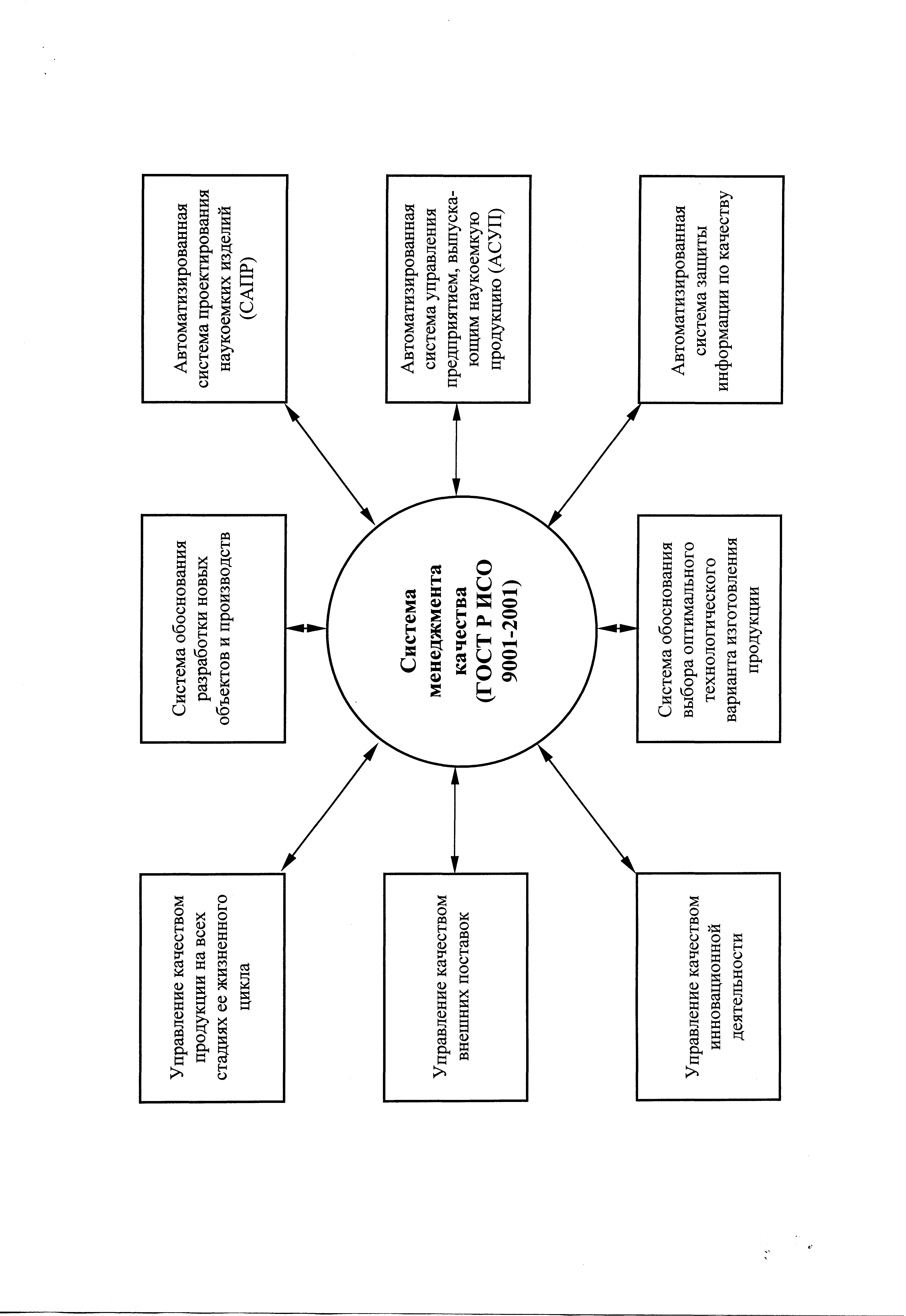 | Рис. 8. Структура интегрированной системы менеджмента качества наукоемких изделий |
 | Рис. 9. Типовая структура службы качества |
4. Обеспечено стабильное качество внешних поставок, что положительно влияет на качество и надежность выпускаемой продукции на всех этапах жизненного цикла изделий.