
Разработка технологии получения резиновых смесей для изготовления автодеталей с использованием техногенных Отходов производства рти
| Вид материала | Автореферат |
- Разработка и строительство экологически безопасной технологии производства кремния, 48.31kb.
- Технология переработки отходов рти и автопокрышек б/у пиролизом, 23.15kb.
- Методические указания к курсовому проекту, 194.16kb.
- 1 отделение профилактической медицины, 432.97kb.
- Название проекта, 8.57kb.
- Задачи этапа №2 : Сопоставление ожидаемых показателей новой продукции после внедрения, 120.45kb.
- «технология литейного производства», 45.75kb.
- Афанасьев Михаил Геннадьевич исследование, разработка конструкции и технологии изготовления, 128.79kb.
- Разработка и освоение противопригарных покрытий литейных форм на основе отходов гальванического, 830.31kb.
- Детализированный план проведения исследований по проекту: Создание базы данных техногенных, 111.28kb.
На правах рукописи
АДОВ Максим Витальевич
Разработка технологии получения резиновых
смесей для изготовления АВТОДЕТАЛЕЙ
с использованием техногенных
Отходов производства РТИ
Специальность 05.17.06 –
Технология и переработка полимеров и композиций
А в т о р е ф е р а т
диссертации на соискание ученой степени
кандидата технических наук
Саратов - 2011
Работа выполнена в ГОУ ВПО «Саратовский государственный технический университет»
Научный руководитель – доктор химических наук, профессор
Панова Лидия Григорьевна
| Официальные оппоненты – | доктор технических наук, профессор Решетов Вячеслав Александрович |
| | доктор технических наук, профессор Бирюков Владимир Петрович |
Ведущая организация – Воронежская государственная
технологическая академия
Защита состоится « 22» апреля 2011 года в 13 часов на заседании диссертационного совета Д 212.242.09 при Саратовском государственном техническом университете по адресу: 413100 г. Энгельс Саратовской области, пл. Свободы, 17, Энгельсский технологический институт (филиал) Саратовского государственного технического университета, ауд. 237.
С диссертацией можно ознакомиться в научно-технической библиотеке ГОУ ВПО «Саратовский государственный технический университет».
Автореферат разослан « » марта 2011 г.
Автореферат размещен на сайте Саратовского государственного
технического университета sstu.ru « » марта 2011 г.
Ученый секретарь
диссертационного совета Ефанова В.В.
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы. Все возрастающий объем выпуска резино-технических изделий (РТИ) ставит проблему их повторного использования. Средний срок службы резиновых изделий обычно составляет не более 5 лет. Поэтому ежегодный объем накопления отходов полимеров и РТИ превышает 100-120 млн. тонн. Возвращение в производственный цикл такого огромного количества отходов принесло бы несомненную экономическую выгоду и позволило бы значительно увеличить выпуск полимерных изделий без использования нового, по большей части нефтяного, сырья.
Уничтожение полимерных отходов оказалось сложным и дорогостоящим, а их складирование приводит не только к финансовым затратам, но и к серьезным экологическим проблемам. Таким образом, чтобы продолжать использовать полимерные материалы во все возрастающих количествах, должны быть разработаны эффективные методы утилизации или уничтожения полимерных отходов.
Многие предприятия заинтересованы в разработке технологии переработки отходов.
Не решена также проблема возврата отходов, образующихся при производстве изделий, и не определены области их применения. Поэтому исследования, направленные на решение этой проблемы, актуальны и определили цель данной работы.
Цель работы: разработка современных способов переработки и возможностей дальнейшего использования резинотехнических отходов.
Поставленная цель работы достигалась решением следующих задач:
- разработать технологию получения мелкодисперсных активированных порошков;
- установить основные критерии использования мелкодисперсных активированных порошков в резиновых смесях;
- разработать новые составы резиновых смесей с применением активированных порошков, исследовать свойства резиновых смесей для изготовления ответственных деталей автомобилей.
Достоверность полученных результатов определяется сопоставимостью основных теоретических положений физики и химии твердого тела с практическими рекомендациями и выводами результатов комплексных исследований, выполненных с помощью комплекса современных взаимодополняющих методов исследования: релаксационного исследования, физико-химических, статистической обработки экспериментальных данных.
Научная новизна:
- Установлена взаимосвязь количества введенного активированного порошка с пластоэластическими свойствами резиновых смесей. При этом установлено возрастание тангенса угла потерь, характеризующего эластические свойства и модуля накопления, характеризующего пластические свойства резиновых смесей.
- Установлено влияние этиленпропиленовых и хлоропреновых активированных порошков на кинетику вулканизации этиленпропиленовых и хлоропреновых резиновых смесей. При увеличении степени наполнения отмечено повышение скорости и уменьшение времени вулканизации, а при содержании 60 масс. % полное исчезновение индукционного периода.
- Определено увеличение энергии активации для резин, содержащих неактивированные порошки, и снижение величины активационного барьера для резин, наполненных активированным порошком, что приводит к снижению времени релаксации от 4090 с - для резин, содержащих 20 масс. % неактивированного порошка до 2650 с для резин, наполненных активированным порошком.
- Доказано увеличение энергии активации при деструкции резин наполненных (20 масс. %) активированным порошком с 31,5 до 34 кДж/моль, что подтверждает усиление взаимодействия компонентов в составе резин при наполнении их активированным порошком
- Установлено влияние активированного этиленпропиленового порошка, введенного в полимер на основе винилацетата и полиэтилена, в количестве 25 масс. % на повышение (с 0,03 до 0,5) коэффициента звукопоглощения, особенно на низких частотах.
Практическая значимость:
- разработана и внедрена в производство технология получения мелкодисперсных активированных порошков из отходов резиновых смесей;
- определены критические и оптимальные значения пластичности, вязкости, прочности и относительного удлинения при разрыве, обеспечивающие стабильную и длительную эксплуатацию разработанных резин;
- разработаны новые составы резиновых смесей с применением мелкодисперсных активированных порошков на основе следующих каучуков: этиленпропиленовый, хлоропреновый, фтористый и смеси эпихлоргидринового с нитрильным (акты внедрения);
- для исследуемых резиновых смесей определено оптимальное соотношение резиновых порошков, технологических добавок фирмы ООО «Совтех», г. Воронеж.
На защиту выносятся следующие результаты:
- технология получения мелкодисперсных активированных порошков из отходов резиновых смесей;
- результаты комплексного исследования по оценке влияния активированных порошков на свойства резиновых смесей;
- составы резиновых смесей с применением мелкодисперсных активированных порошков на основе: этиленпропиленового каучука для изготовления уплотнителей дверей и стекол автомобилей, хлоропренового каучука для изготовления формовых деталей автомобилей, фторкаучука для изготовления сальников; смеси эпихлоргидринового с нитрильным каучуком для изготовления топливных шлангов автомобилей.
Личный вклад автора. Представленные в диссертации результаты получены автором самостоятельно или совместно с соавторами опубликованных работ, при этом автор принимал непосредственное участие в проведении экспериментов, разработке методик испытания, расчетах, анализе полученных результатов и формулировке выводов.
Апробация работы. Результаты работы докладывались и обсуждались на XV Международной научно-технической конференции «Резиновая промышленность. Сырье. Материалы. Технологии» (Москва, 2009); XX и XXI Симпозиумах «Проблемы шин и резинокордных композитов» (Москва, 2009, 2010); II Всероссийской научно-технической конференции «Каучук и резина - 2010» (Москва, 2010); V Международной конференции «Перспективные полимерные композиционные материалы. Альтернативные технологии. Переработка. Применение. Экология («Композит-2010»)», (Энгельс, 2010).
Публикации. По теме диссертации опубликовано 10 работ, из них 4 работы в журналах, рекомендованных ВАК, подана 1 заявка на изобретение.
Структура и объем диссертационной работы. Диссертационная работа состоит из введения, пяти глав, заключения, содержит 149 страниц, а также включает 41 рисунок, 38 таблиц и список использованной литературы из 160 наименований.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении дана общая характеристика современного состояния исследований в области переработки отходов автомобилестроения. Обоснована актуальность исследования, сформулированы цели и задачи работы, научная новизна и практическая ценность.
Первая глава посвящена обзору литературы по теме исследования. Обобщены имеющиеся в современной литературе основные направления вторичной переработки полимеров. Выявлены причины образования и определены основные требования, предъявляемые к отходам на заводах РТИ. Описаны организационно-технические вопросы переработки отходов. Рассмотрены способы и технологии переработки различных типов полимерных отходов, в том числе отходов резин и пластических масс. Особое внимание уделено способам получения активированных порошков.
Во второй главе описаны объекты и методы исследования. В качестве объектов исследования выбраны резиновые смеси на основе этиленпропиленовых, хлоропреновых, фтористых каучуков и смеси эпихлоргидринового с нитрильным, промышленные резиновые смеси и полимерные материалы, предназначенные для изготовления уплотнителей, рукавных изделий и шумоизоляционных материалов, содержащие комплекс наполнителей, пластификаторов, вулканизующих агентов и других ингредиентов, а также некоторые виды пластмасс, модифицирующие добавки и активированные порошки. Для исследования разработанных материалов использовали комплекс методов: термогравиметрический анализ, оптическая микроскопия, динамический. Приведены методики определения свойств активированных порошков и методы проведения испытаний согласно техническим условиям на шумоизоляционные изделия, уплотнители, топливные шланги.
Третья глава посвящена оценке влияния активированных резиновых порошков на показатели свойств резиновых смесей.
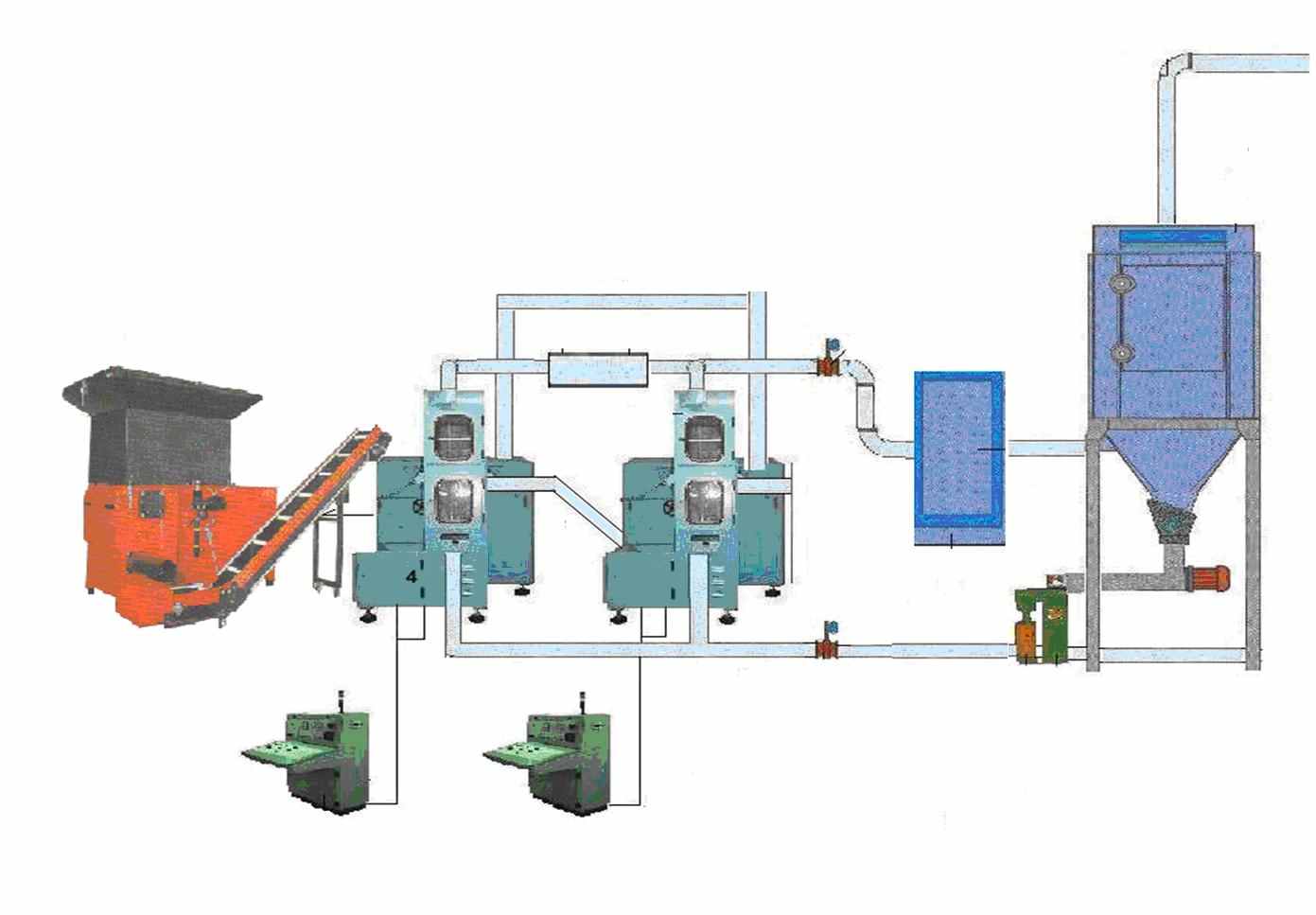
Получали активированные порошки на линии «АВВ» фирмы «ВВТ» (Турция), рис.1.
Активирование резинового порошка усиливает диффузионные процессы, как между его собственными частицами, так и с другими компонентами маточных смесей резины при вулканизации. Это позволяет изготавливать новые изделия с использованием активированных порошков.
Порошки проходят через стадию дробления, грубого измельчения и мелкого помола, где подвергаются объемному сжатию и сдвигу. В результате получается резиновой порошок с размером частиц ≤ 0,5 мм. Далее в активаторе «Диса-Ахмад» порошки, при прохождении через электростатическое поле, получают избыточную энергию и «взрываются» изнутри. Благодаря чему частицы имеют более развитую поверхность и большую активность.
Р




6
7
8
9
4
5

4



4
6
ис.1. Схема линии по производству а

3
ктиви-рованного п 2
1
8
орошка:
1-роторная дробилка;
2- измельчитель грубого помола; 3- сепаратор-классификатор;
4- система пневмотранспорта;
5- измельчитель тонкого помола;
6- сепаратор-классификатор;
7-панно приборов;
8- активатор;
9
 -бункер-осадитель
-бункер-осадитель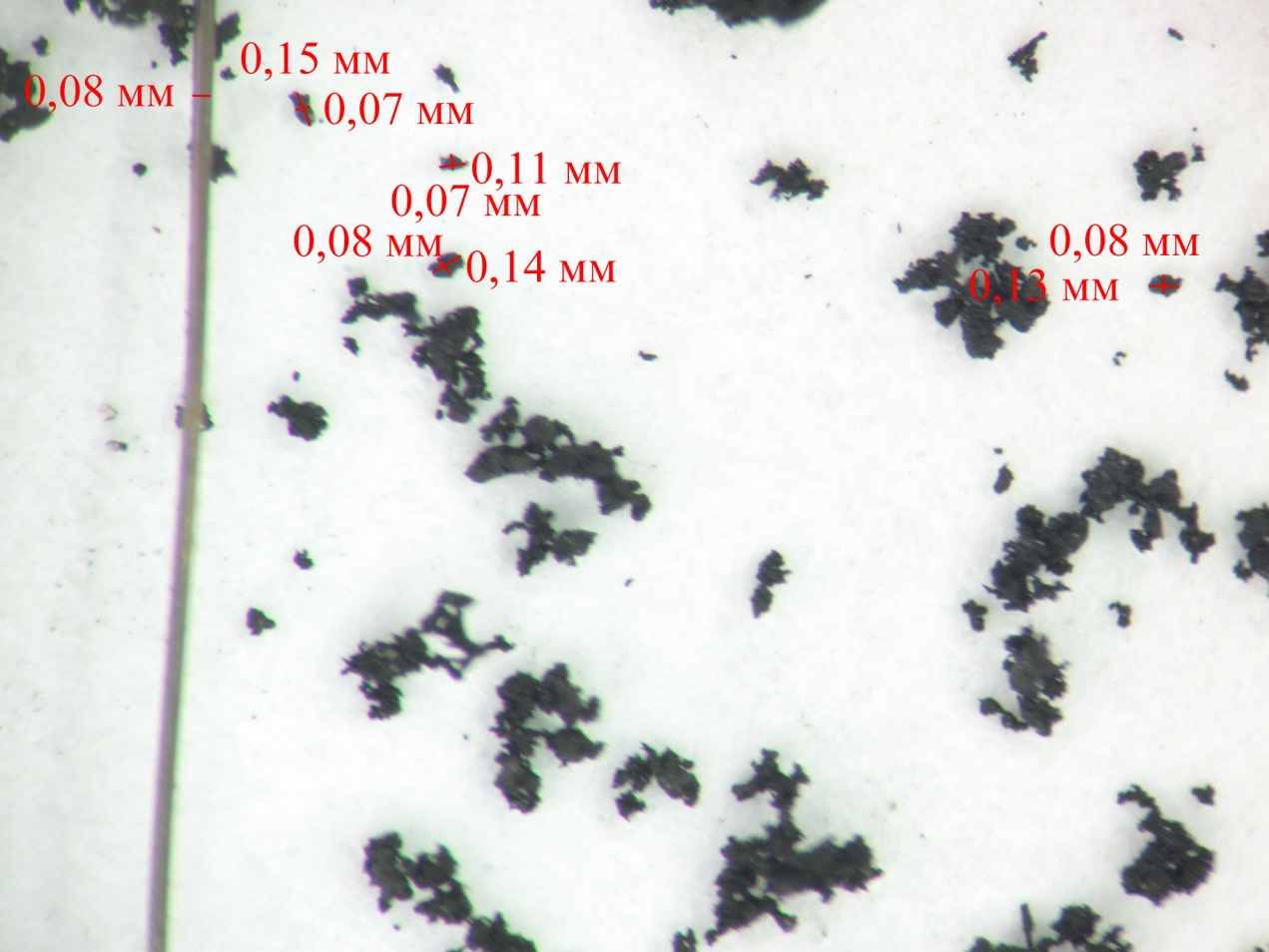
Активированные порошки исследованы на оптическом микроскопе «UNICO», рис.2.
Рис.2. Фотография активированного порошка фракцией ≤ 0,2 мм
Порошок обладает развитой поверхностью, что подтверждается данными по определению удельной поверхности методом низкотемпературной сорбции азота, имеет меньшую насыпную плотность.
Для исследования влияния порошка на кинетические и реологические характеристики резин использовались серийные резиновые смеси Э-110 на основе этиленпропиленового каучука марки Dutral TER 4038. В данные смеси вводились активированные порошки фракций ≤ 0,3 и 0,5 мм, полученные из вулканизованных отходов резин на основе этого же каучука и для сравнения - неактивированные порошки на его основе.
Активированные порошки значительно в меньшей степени повышают вязкость, чем неактивированные, что хорошо прослеживается при сравнении вязкости составов с 20 масc. % активированного (49 усл. ед.) и неактивированного (55 усл. ед.) порошков с одинаковым размером частиц. Существенное повышение вязкости (70 усл. ед.) достигается только при содержании более 20 маcс. % активированного порошка, поэтому введение его в количестве более 20 маcс. % нецелесообразно.
Снижение вязкости резиновых смесей достигалось при использовании технологической добавка ВЦ-20КП, изготовленной ООО «Совтех» на основе сопутствующих продуктов производства подсолнечного масла, содержащей 20 масс. % оксида цинка. Введение добавки снижает вязкость (39 усл. ед.), но ее количество в пределах от 1 до 5 масс. % не оказывает существенного влияния на реологические свойства смесей. Поэтому наиболее целесообразно вводить 1 масс. % добавки.
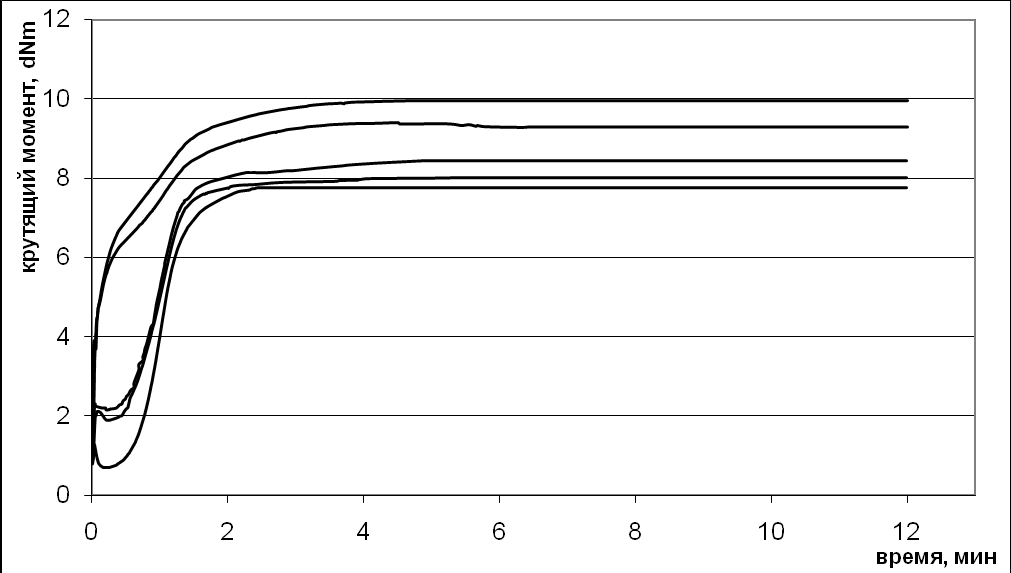
5
4
2
1
3





Рис.3. Кинетика вулканизации резиновой смеси Э-110 с добавлением порошка ЭПС-03: 1 – без порошка; 2 - 20 масс. % активированного; 3 – 20 масс. % неактивированного;
4 – 60 масс. % активированного; 5 –60 масс. % неактивированного
Анализ влияния порошков на кинетику вулканизации показал, рис.3, что при испытаниях образцов, содержащих активированные порошки, увеличивается крутящий момент, что свидетельствует об ускорении процесса вулканизации, приводит к уменьшению времени вулканизации резиновых изделий и, следовательно, к экономии электроэнергии. С увеличением содержания порошков наблюдается уменьшение индукционного периода и, в дальнейшем, его полное исчезновение, рис.3.
Аналогичные исследования проведены для серийных резиновых смесей на основе хлоропренового каучука марки Наирит ДП, используемых при производстве формовых деталей автомобилей, наполненных активированным порошком фракции ≤ 0,5 мм, полученным из вулканизованных отходов резин на основе этого же каучука. При этом существенное повышение вязкости достигается только при содержании более 30 масс. % активированного порошка. Активированные порошки вносят меньший вклад в изменение реологических свойств, чем неактивированные. Снижение вязкости достигалось введением технологической добавки КН-20-ZnO, изготовленной ООО «Совтех» из отходов масложировой промышленности, в частности при производстве маргарина.
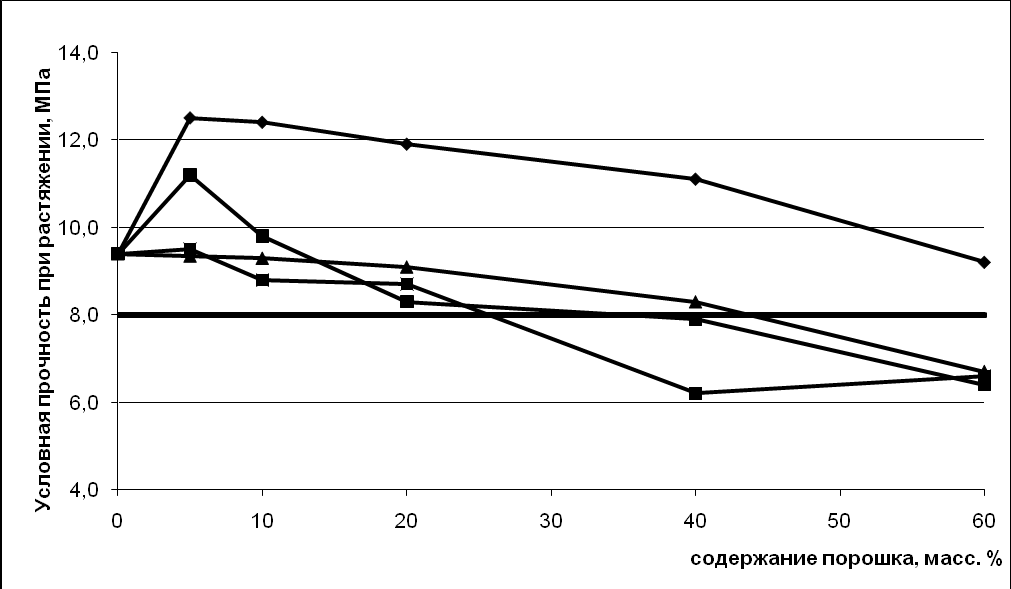
Анализ прочностных свойств показал, что введение до 20 маcс. % этиленпропиленового порошка в серийную резиновую смесь Э-110 обеспечивает соответствие показателей прочностных свойств нормативным требованиям. Имеет значение также дисперсность порошка. Наибольшей прочностью характеризуются резины, содержащие порошки с размером частиц ≤ 0,3 мм (ЭПС-03). Причем это характерно как для активированного, так и неактивированного порошка, рис.4.

5
2
3
4
1


Рис.4. Зависимость условной прочности при растяжении резиновой смеси Э-110
от содержания и размеров различных этиленпропиленовых порошков: 1 - ЭПС-03
активированный; 2 - ЭПС-03 неактивированный; 3 - ЭПС-05 активированный;
4 - ЭПС-05 неактивированный; 5 - норма по ТУ 38.1052022-92
Б
3

 ольшей способностью к деформации обладают также резины, содержащие активированные порошки, по сравнению с резинами с неактивированными порошками, но более жесткими являются резины, содержащие порошки с размером частиц ≤ 0,3 мм.
ольшей способностью к деформации обладают также резины, содержащие активированные порошки, по сравнению с резинами с неактивированными порошками, но более жесткими являются резины, содержащие порошки с размером частиц ≤ 0,3 мм. Аналогичные данные получены при исследовании хлоропреновых резиновых смесей с введенным активированным хлоропреновым порошком. Введение до 15 маcс. % резинового порошка, фракции ≤ 0,5 мм, в серийную резиновую смесь Х-110 обеспечивает соответствие показателей прочностных свойств нормативным требованиям. И только с введением более 25 маcс. % порошка прочностные показатели смесей снижаются.
Введение технологической добавки КН-20-ZnO в эту же резиновую смесь обеспечивает соответствие показателей прочностных свойств нормативным требованиям при содержании активированного порошка 25 маcс. %.
Определение релаксационных характеристик резин проведено с помощью эффекта Пейна для этиленпропиленовой резины, наполненной активированным этиленпропиленовым резиновым порошком.
Известно, что эффект Пейна проявляется в форме снижения модулей с ростом амплитуды деформации. Уровень снижения модуля сдвига определяется взаимодействием полимера с наполнителем и частиц наполнителя между собой и зависит от типа каучука и наполнителя. Основная причина состоит в разрушении структуры наполнителя, а также физических связей «наполнитель-каучук». Дополнительное присутствие в составе резины частиц порошка увеличивает гетерогенность в композиции и может оказать влияние на структуру наполненной резины. В этой связи представляло интерес оценить количественно эффект Пейна в резине, содержащей активированный порошок. Исследования проводились с использованием прибора RPA-2000 в режиме синусоидальных гармонических сдвиговых колебаний. В качестве выходных параметров были выбраны: комплексный динамический модуль (G*) и его составные части: модуль накопления(G'), характеризующий эластические свойства, и модуль потерь(G"), характеризующий пластические свойства, а также тангенс угла механических потерь (tgδ) - отношение модулей потерь и накопления, определяющий гистерезисные свойства. Тангенс угла, модули потерь и накопления коррелируют со многими свойствами резиновых смесей: с эластичностью по отскоку, теплообразованием, способностью демпфировать колебания, степенью диспергирования и вязкости.
Отмеченное одновременное увеличение G' и G" при испытаниях образцов резины, наполненной активированным порошком, в сравнении с резиной с неактивированным порошком, и возрастание этих показателей с увеличением содержания порошка свидетельствуют о возможном увеличении взаимодействия компонентов в составе резин.
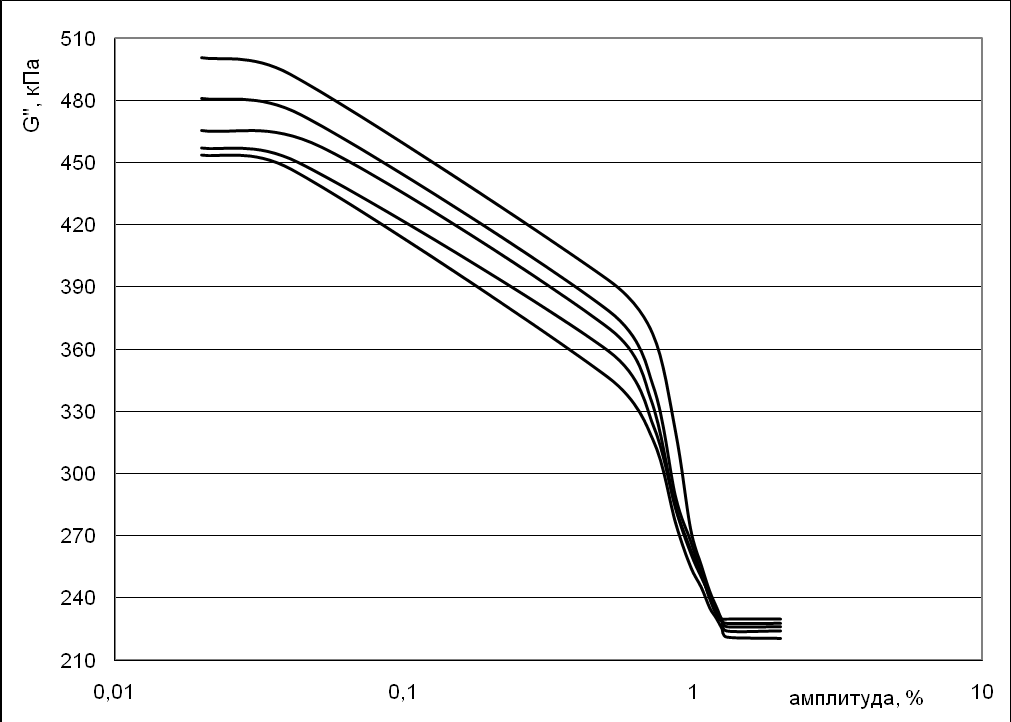
У
становлено, что для модулей потерь и накопления в исследуемом диапазоне амплитуд наблюдается монотонное снижение показателей с резким падением при значении амплитуды деформации 0,8%, рис.5.
Был изучен релаксационный характер деформации в высокоэластическом состоянии, табл.1. Время релаксации (τ) зависит от величины энергии активации (ΔU) и температуры (Т). Чем больше величина ΔU, тем меньше молекул полимера способны осуществлять конформационные переходы, а значит, тем больше τ.
Величина активационного барьера ΔU для резин, наполненных активированными порошками, растет менее чем на 0,2% и, следовательно, существенно меньше время релаксации, чем у резин, содержащих неактивированные порошки, у которых этот показатель увеличивается значительно с увеличением содержания порошков, табл.1.
Меньшее время релаксации облегчает возврат деталей в исходное состояние после снятия нагрузки, что особенно важно для неформовых изделий (уплотнителей стекол, дверей автомобилей).
5
4
3
2
1
Рис.5. Зависимость G'' от амплитуды колебаний для резиновой смеси марки Э-110 с разным содержанием активированногопорошка: 1 – без порошка; 2 – 5 масс. % порошка; 3 – 10 масс. % порошка; 4 – 20 масс. % порошка; 5 – 30 масс. % порошка
Таблица 1
Релаксационные характеристики резиновой смеси Э-110, содержащей разное количество активированного и неактивированного порошка
| Содержание порошка, масс. % | Активированный порошок | Неактивированный порошок | ||
| τ, время релаксации, с | ΔU , кДж/моль | τ, время релаксации, с | ΔU , кДж/моль | |
| 0 | 2540 | 35,9 | 2540 | 35,9 |
| 5 | 2590 | 36,0 | 3990 | 37,0 |
| 10 | 2600 | 36,0 | 4010 | 37,1 |
| 20 | 2650 | 36,1 | 4090 | 37,1 |
| 30 | 2910 | 36,3 | 4140 | 37,2 |
Аналогичные зависимости выявлены при исследовании хлоропреновой резины Х-110, на основе каучука марки Наирит ДП, наполненной активированным хлоропреновым резиновым порошком фракции ≤ 0,5 мм, рис.6.
1
3
4
5
2
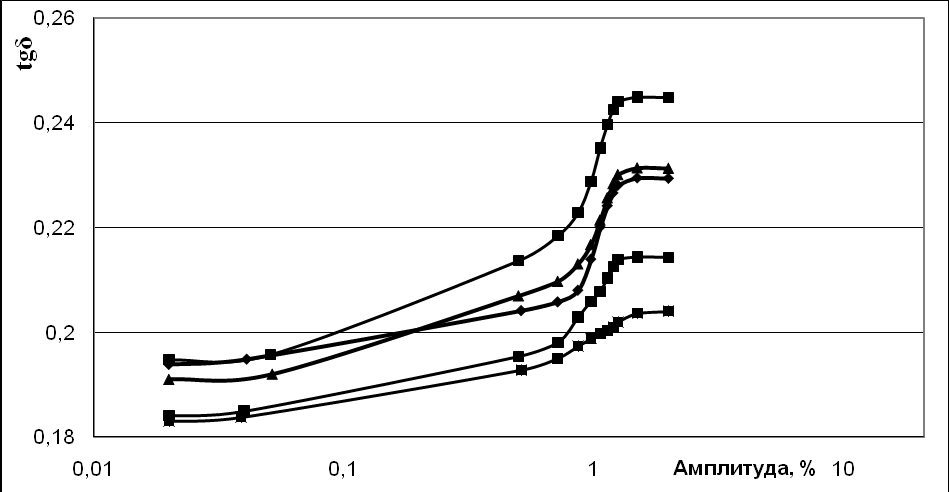
Рис.6. Зависимость tgδ от амплитуды колебаний для резины Х-110 с различным содержанием активированного порошка: 1 – без порошка; 2 – 5 масс. % порошка;
3 – 10 масс. % порошка; 4 – 20 масс. % порошка; 5 – 30 масс. % порошка;
На примере определения тангенса потерь, рис.6, можно отметить большее влияние активированного порошка на изменение этого показателя в резинах, наполненных большим количеством порошка, что свидетельствует о возрастании когезионной прочности исследуемых резин и, соответственно, увеличивает срок службы ответственных деталей. Тем самым доказано, что активированные мелкодисперсные порошки действительно обладают большей активностью, что положительно сказывается на прочностных и физико-механических показателях резин с их добавлением.
Также была проведена оценка вязко-упругих свойств смеси Ф-406 на основе тройного каучука Viton B651с, являющегося терполимером гексафторпропилена, винилиденфторида и тетрафторэтилена, c активированными наполнителями, полученными различными способами, в режиме синусоидальных гармонических сдвиговых колебаний на приборе RPA 2000, рис.7.
1
2
3
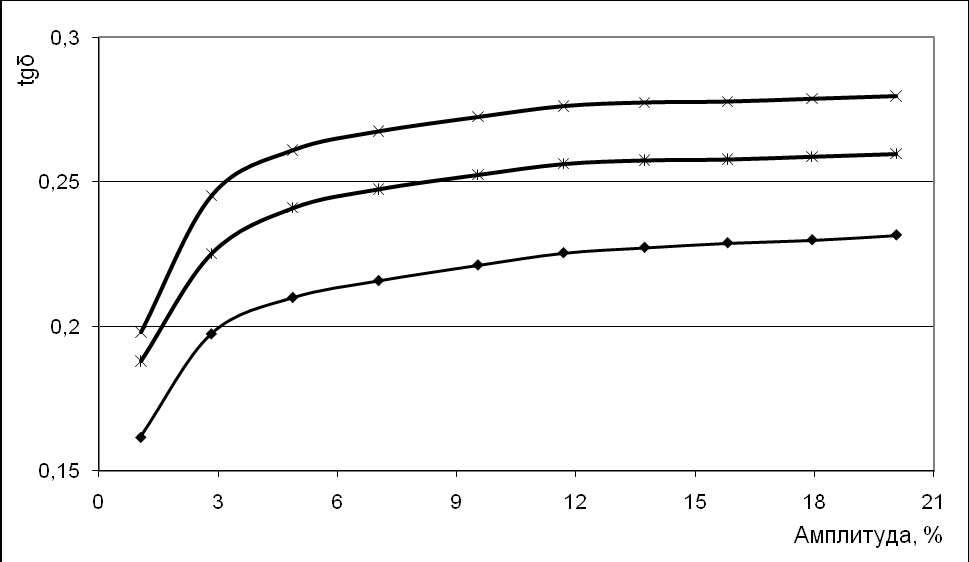
Рис.7. Зависимость tgδ от амплитуды колебаний для резины Ф-406 с разными наполнителями: 1 – без порошка; 2 – 30 масс. % порошка ФТ-ТМ;
3 – 30 масс. % порошка ФТ-ВВТ
Как видно из рис.7 наибольшим значениям tgδ соответствует кривая резиновой смеси, наполненной порошком ФТ-ВВТ. Следовательно, этот порошок наиболее целесообразно вводить в резиновые смеси на основе тройного каучука Viton B651c.
Дополнительно для резиновой смеси Ф-406 с различными наполнителями определены, на приборе RPA-2000, величины относительного гистерезиса при сжатии и остаточной деформации сжатия, табл.2.
Таблица 2
Результаты испытаний резиновой смеси Ф-406 на показатели: «относительный гистерезис при сжатии» и «остаточная деформация сжатия»
| Наполнитель | Относительный гистерезис при сжатии, % | Остаточная деформация сжатия, % |
| Без наполнителя | 27,4 | 25,2 |
| Порошок ФТ-ВВТ | 33,3 | 28,3 |
| Порошок ФТ-ТМ | 34,2 | 31,4 |
| Порошок ФТ-КР | 35,1 | 32,5 |
Наполненные резиновые смеси, по сравнению с исходной, отличаются более высоким относительным гистерезисом и остаточной деформацией сжатия.
Глава четвертая посвящена реализации технологии получения резинотехнических изделий различного назначения с использованием активированных резиновых порошков на основе различных каучуков.
По результатам исследований, представленных в главе 3, установлено положительное влияние активированных порошков на структуру и свойства резин, что предопределило возможность изготовления из них деталей автомобилестроения ответственного назначения.
При производстве уплотнителей дверей и стекол автомобилей в составы серийных резиновых смесей на основе этиленпропиленового каучука марки Dutral TER 4038 вводился, полученный на основе отходов этих же резин, активированный порошок фракции ≤ 0,5 мм с добавкой ВЦ-20КП.
П

3

2
4
роведенный термогравиметрический анализ (ТГА) показал, что термическая стабильность резины с введением резинового порошка не изменяется, так как начальная температура разложения образцов в кислородной и азотной средах, содержащих 20 масс. % резинового порошка и не содержащих его, составляет примерно 200°С. Термоокисление образцов этих резин протекает по одинаковому механизму, включающему деструкцию и структуририрование. Общие потери массы обоих образцов при температуре завершения процесса пиролиза 518-520°С также аналогичны и составляют 40 и 41,7%, соответственно.
Исследование комплекса свойств таких резиновых смесей показало, что по вязкости по Муни (39 усл. ед.), твердости по Шору А (60 ед.), условной прочности при растяжении (10,2 МПа), относительному удлинению при растяжении (390%) они соответствуют ТУ.
Для определения монтажных характеристик были определены пластоэластические свойства резиновых смесей, рис.8.


4
Введение активированного порошка п
2
овышает пластичность резин, в сравнении с резиновыми смесями с неактивированным порошком. Это облегчает профилирование заготовок неформовых изделий.
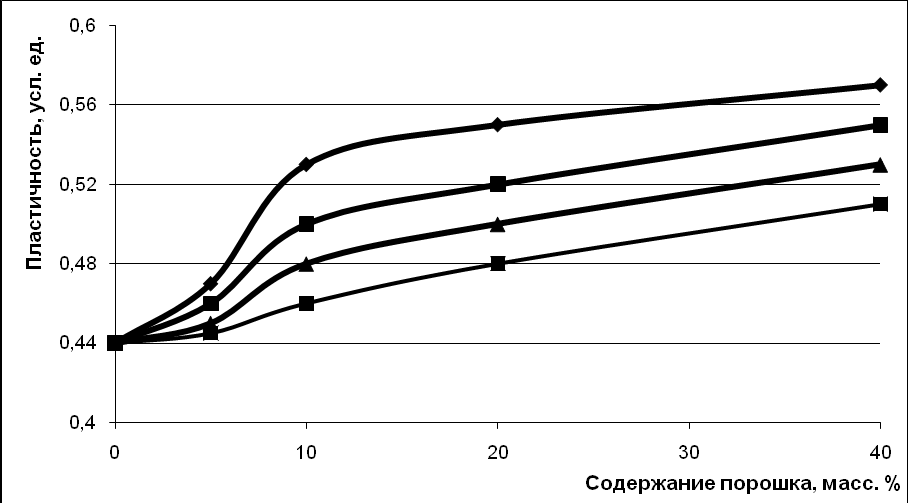
1



2
4
3
Рис.8. Зависимость пластичности резиновой смеси Э-110 от содержания этиленпропиленовых порошков: 1 – ЭПС-03 активированный; 2 – ЭПС-03 неактивированный;
3 –ЭПС-05 активированный; 4 – ЭПС-05 неактивированный
Таким образом, показана возможность производства уплотнителей стекол и дверей автомобиля из разрабатываемых составов резин.
Для производства шумоизоляции применялся полимерный материал марки «ЭВА-110», на основе винилацетата и полиэтилена высокого давления, наполненный этиленпропиленовым активированным порошком фракции ≤ 0,5 мм, так как он наиболее совместим с данной полимерной матрицей.
В настоящее время шумоизоляция, используемая в автомобилях, изготавливается из импортного ламината «PROTO» (Испания). Введение активированного этиленпропиленового порошка в полимерный материал марки «ЭВА-110» позволит удешевить шумоизоляцию, заменить импортный ламинат и улучшить свойства готовых деталей.
Для полимерного материала, содержащего 25 масс. % активированного порошка, был определен комплекс свойств, табл.3. По всем определенным показателям: прочностным, стабильности размеров, гибкости на оправке, огнеопасности, запаху, водопоглощению, образцы соответствуют нормативным требованиям на материал.
Таблица 3
Характеристики разрабатываемого полимерного материала ЭВА-110, содержащего
25 маcс. % активированного порошка и аналога «PRОTO»
| Показатель | Норма по ТТМ 57.71.004-2007 | Аналог «PROTO» | Разрабатываемый материал ЭВА-110 |
| 1 Плотность, г/см3, в пределах | 1,4±0,1 | 1,3 | 1,4 |
| 2 Твердость, единицы Шор А, в пределах | 80±5 | 79 | 78 |
| 3 Условная прочность при растяжении, МПа, не менее | 2,5 | 2,5 | 2,9 |
| 4 Относительное удлинение при разрыве, %, не менее | 70 | 71 | 73 |
| 5 Стабильность размеров, %, не более | ±10 | +5 | 0 |
| 6 Гибкость на оправке диаметром 50 мм -при температуре минус (40±2) 0С в течение 4 часов; - при температуре плюс (120±2)0С в течение 4 часов | Не допускаются трещины | соответствует | соответствует |
| 7 Огнеопасность (скорость горения), мм/мин, не более | 100 | 45 | 38 |
| 8 Запах, балл, не более | 2 | 1 | 1 |
| 9 Водопоглощение, %, не более | 2 | 0,5 | 0,1 |
Были
проведены акустические исследования на способность к звукопоглощению, в сравнении с импортным аналогом, рис.9. 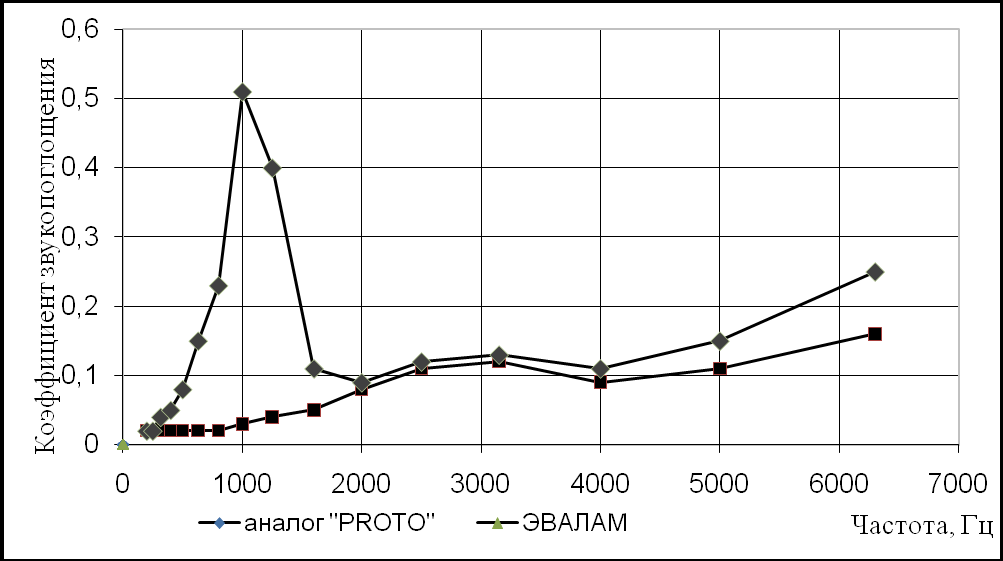
2

1
1

2
Рис.9. Способность звукопоглощения материалов: 1 – ЭВА-110; 2 – аналог PROTO
Из данных акустических исследований видно, что материал с добавлением активированного порошка характеризуется несколько более высоким, по сравнению с импортным аналогом «PROTO», коэффициентом звукопоглощения на частотах до 2000 Гц, соответственно, обладает лучшей звукопоглощающей способностью и обеспечивает лучшую шумоизоляцию деталей автомобилей.
При определении таких показателей как истираемость и сопротивление истиранию, табл.4, установлено, что разрабатываемый материал характеризуется более высокими показателями этих свойств, чем прототип «PROTO».
Таблица 4
Показатели «истираемость» и «сопротивление истиранию» при скольжении для полимерного материала ЭВА-110, содержащего 25 масc. % активированного порошка, и прототипа «PROTO»
| Показатель | Норма по ГОСТ 426-77 | Прототип «PROTO» | Материал ЭВА-110 |
| 1 Нормальная сила, Н | 2,4 | 2,4 | 2,4 |
| 2 Истираемость материала, м3/ТДж | 250 | 316 | 267 |
| 3 Сопротивление истиранию, Дж/мм3 | 2,5 | 2,9 | 3,8 |
| 4 Сила трения, Н | 200 | 232 | 246 |
Таким образом, показана возможность производства деталей шумоизоляции для автомобилей на основе разработанного состава с сохранностью деформационно-прочностных и повышением акустических свойств.
Для изготовления формовых деталей автомобилей, например гофры 1111-2215068, использованы разработанные составы серийных резиновых смесей на основе хлоропренового каучука марки Наирит ДП, наполненных активированным хлоропреновым порошком фракции ≤ 0,5 мм с добавкой КН-20-ZnO.
Исследование структурных особенностей, проведенное на приборе RPA 2000, показало, что введение активированного порошка повышает пластичность и эластическое восстановление. Возрастают также значения tg δ, увеличивающиеся при большем введении порошка, рис.10, что свидетельствует о возрастании прочностных свойств резиновых смесей, содержащих активированный порошок.
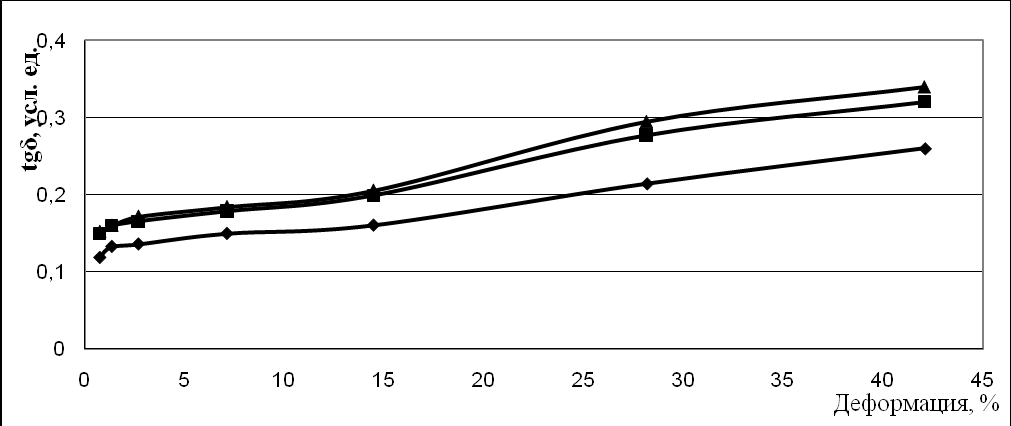
3



2
1
Рис.10. Зависимость тангенса угла механических потерь tgδ резиновой смеси Х-110 от деформации с различным содержанием хлоропренового порошка ХЛ-05:
1 – без порошка; 2– 20 масс. % порошка; 3 – 40 масс. % порошка
ТГА показал, что термическая стабильность резины с введением резинового порошка не изменяется, так как начальная температура разложения образцов в кислородной и азотной средах, содержащих 20 масс. % резинового порошка и не содержащих его, составляет 200°С. Общие потери массы обоих образцов при температуре завершения процесса деструкции также аналогичны и составляют 38 и 40%, соответственно.
По показателям твердости, условной прочности при растяжении, относительному удлинению при разрыве разработанные составы, содержащие 25 масс. % порошка, соответствуют нормам ТУ на формовые детали.
Показана возможность производства формовых деталей автомобилей из серийных резиновых смесей на основе каучука Наирит ДП с введением в рецептуры активированного хлоропренового порошка.
Вторичное использование резин особенно актуально для резин на основе дорогостоящих каучуков, в частности, фтористых и эпихлоргидриновых.
При оценке пригодности использования активированного фтористого порошка в качестве компонента резиновых смесей он был введен:
1) в резиновые смеси Ф-420, Ф-406 для изготовления сальников,
2) в резиновую смесь Ф-110 для изготовления топливных шлангов.
Для сравнения были получены и испытаны резиновые смеси, содержащие фтористые порошки ФТ-ВВТ (технология фирмы «ВВТ») и ФТ-ТМ, полученные термомеханическим способом.
На примере определения физико-механических показателей резиновой смеси Ф-406, содержащей резиновые порошки ФТ-ВВТ и ФТ-ТМ, показано, что наполненные резины соответствуют нормам ТУ, табл.5.
Для изготовления моторных сальников использована данная резиновая смесь. Показатели сальника, изготовленного из резины Ф-406 с применением активированных порошков ФТ-ВВТ и ФТ-ТМ, соответствуют норме ТУ, но несколько более высокими свойствами характеризуются сальники на основе резиновых смесей, содержащих порошок ФТ-ВВТ, табл.6.
Таблица 5
Результаты испытания резиновой смеси Ф-406, содержащей 15 масс. %
резиновых порошков ФТ-ВВТ и ФТ-ТМ
| Показатели | Норма по ТУ 2539-001-00232934-2010 | С порошком ФТ-ТМ | С порошком ФТ-ВВТ |
| Твердость, IRHD, ед. | 75±5 | 79 | 80 |
| Условная прочность при растяжении, МПа, не менее | 10,0 | 14,4 | 12,6 |
| Относительное удлинение при разрыве, %, не менее | 170 | 170 | 175 |
| ОДС (1750С×25%×72ч), %, не более | 35 | 32 | 30 |
| Старение: масло моторное “Новойл ПЗ” (1500С ×72ч) | |||
| Изменение твердости, IRHD, ед. | ±3 | +2 | +1 |
| Изменение прочности, %, не менее | -30 | -28 | +16 |
| Изменение удлинения, %, не менее | -30 | -17 | -7 |
| Изменение объема, % | ±3 | +2 | +1 |
Таблица 6
Результаты стендовых испытаний сальников 2108-1005034, содержащих в составе
по 15 масс. % резиновых порошков ФТ-ТМ и ФТ-ВВТ
| Наименование показателя | Норма по ТУ 2539-001-00232934-2010 | Порошок ФТ-ТМ | Порошок ФТ-ВВТ | |||
| Наработка и герметичность | Утечка жидкости, г | не более 0 | 0 | 0 | ||
| Ширина дорожки скольжения, мм | не более 1 | 0,3 | 0,2 | |||
| Изменение твердости, IRHD, ед. | не более 5 | +3 | +2 | |||
| Снижение радиального усилия, % | не более 50 | с пружинкой 15 без пружинки 28 | с пружинкой 14 без пружинки 26 | |||
| Состояние сальника после испытания | - | без видимых изменений | без видимых изменений | |||
| Радиальное усилие рабочей кромки с пружинкой, Н | 6,8±2,0 | до испытания | после испытания | до испытания | после испытания | |
| 7,1 | 6,0 | 7,0 | 6,3 | |||
| Радиальное усилие рабочей кромки без пружинки, Н | 5,0±1,5 | 4,2 | 4,0 | 4,5 | 4,3 | |
| Твердость резинового элемента, IRHD, ед. | 70±5 | 72 | 75 | 71 | 73 | |
Для производства промежуточного слоя топливопроводящих систем автомобилей с повышенной адгезией к внутреннему и внешнему слоям использовалась резиновая смесь Ф-100 на основе смеси эпихлоргидринового (Epichlomer C) и нитрильного (БНКС-28АМН) каучуков. В качестве дополнительного адгезирующего вещества использовалась эпоксидная смола марки ЭД-20, а также резиновый порошок (фракция ≤ 0,14 мм), полученная методом термомеханического сдвига, из отходов фтористой резиновой смеси Ф-420, образующихся после первой стадии вулканизации каучука на прессе.
Предполагалось, что эпоксидная смола может увеличить адгезию эпихлоргидриновой резины к фтористой резине за счет бисфенола А, содержащегося в эпоксидной смоле, а также в порошке и в исходной фтористой резиновой смеси. Наличие гидроокиси кальция в порошке и в составе фтористой резины, также увеличивает адгезию.
Топливные шланги состоят из наружного, внутреннего и промежуточного слоев. Внутренний слой изготавливается из резины Ф-4930 на основе фтористого каучука Dai-El G-558, наружный – из резины 8100 на основе каучука Epichlomer CG.
Из полученных данных следует, что адгезия между слоями шлангов, с введением фтористого порошка и эпоксидной смолы, увеличивается в 2 - 2,5 раза, табл.7.
Таблица 7
Прочность при расслоении между слоями топливного шланга ШЛ 7,94х14,29
| Наименование показателя | Норма по ТУ 2556-119-00149289-2001 | Значения разработанного состава |
| Внутреннего слоя с промежуточным слоем, кгс/см, не менее | 1,4 | 3,4-3,6 |
| Внешнего слоя с промежуточным слоем, кгс/см, не менее | 1,4 | 3,1-3,2 |
Также проведены испытания на соэкструзию различных слоев топливного шланга. Способность к соэкструзии различных по своей природе полимеров оценивали на анализаторе перерабатываемости резин RPA 2000 в режиме изменения деформации сдвига в цикле испытания. Частота колебаний нижней полуформы составила 0,1 Гц, деформация менялась от 100 до 1000%, что сопоставимо с деформациями при экструзии.
Значения параметра G* (комплексный динамический модуль) для резиновых смесей Ф-4930 и Ф-110 близки при деформациях более 500%, рис.11, что обеспечивает качественное наложение внутреннего и промежуточных слоев и подтверждено при получении изделий на промышленной технологической линии.
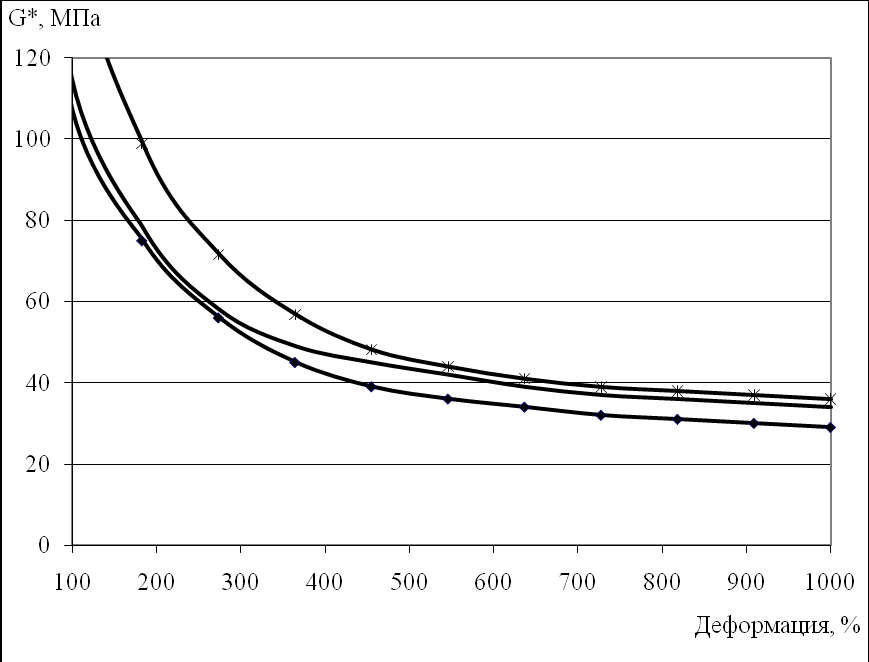


2
3

1
Рис.11. Изменение комплексного динамического модуля упругости G* от деформации: 1 – резиновая смесь Ф-4930; 2 – резиновая смесь Ф-110; 3 – резиновая смесь Ф-100
Таким образом, экспериментально показана возможность применения 14,4-28,0 масс. ч. фтористого порошка и 2,2-6,2 масс. ч. эпоксидной смолы в промежуточном слое топливных шлангов. При этом физико-механические и технологические характеристики резиновой смеси на основе эпихлоргидринового и нитрильного каучуков соответствуют норме, а прочность связи между слоями шлангов увеличивается в 2-2,5 раза.
Проведено технико-экономическое обоснование разработанных составов резиновых смесей на основе этиленпропиленового каучука для уплотнителей, хлоропренового для формовых изделий и фторкаучуков для топливных шлангов и сальников, полимерного материала для деталей шумоизоляции, табл.8.
Таблица 8
Стоимость серийных и разработанных резиновых смесей
| Наи-менование | Э-100 серийная | Э-110 разработанная | Х-100 серийная | Х-110 разработанная | Ф-100 серийная | Ф-110 разработанная | Ф-420 серийная | Ф-420-ВВТ разработанная | Proto серийный | ЭВА-110 разработанный |
| Стоимость, руб./кг | 66 | 54 | 80 | 50 | 280 | 220 | 700 | 600 | 325 | 175 |
Показано снижение стоимости различных резиновых смесей, исходя из стоимости сырья, на 12 руб./кг для Э-110, на 30 руб./кг для Х-110, на 60 руб./кг для Ф-110 и на 100 руб./кг для Ф-420-ВВТ.
Выводы:
- Разработаны новые составы резиновых смесей, содержащие активированные порошки, полученные из отходов производства. Выбрано соотношение компонентов, обеспечивающее реализацию свойств резиновых смесей на уровне исходных резин, снижение себестоимости изделий, снижение удельных расходных норм и решение экологических проблем.
- Адаптирована под имеющееся на предприятии ОАО «Балаковорезинотехника» площади и апробирована в производстве технология получения активированных резиновых порошков фирмы «ВВТ» (Турция).
- Исследованы свойства полученных порошков. Доказано, что полученные порошки имеют более развитую поверхность, меньшие насыпную и истинную плотности и полидисперсность, в сравнении с порошками, полученными механическим дроблением, что позволяет вводить их в большем количестве в резиновые смеси без снижения эксплуатационных свойств.
- Определено меньшее влияние активированных порошков на вязкость. Отмечено уменьшение индукционного периода при вулканизации, ускорение процесса вулканизации, сокращение времени вулканизации.
- Для исследуемых резиновых смесей, с помощью комплекса методов, определено рациональное количество активированных порошков в составе резиновых смесей: 20 масс. % в этиленпропиленовых; 25 масс. % в хлоропреновых резинах; 15 масс. % во фтористых резинах; 28 масс. % в резиновой смеси на основе эпихлоргидринового и нитрильного каучуков.
- Адгезия между слоями топливных шлангов на основе эпихлоргидриновой, нитрильной и фтористой резин увеличивается в 2-2,5 раза, видимо, за счет взаимодействия бисфенола А и гидроксида кальция, содержащегося и во фтористом порошке и в исходной фтористой резиновой смеси.
- Разработаны составы резиновых смесей с применением мелкодисперсных активированных порошков для изготовления на основе: этиленпропиленового каучука - уплотнителей дверей и стекол автомобилей, хлоропренового каучука - формовых деталей автомобилей, фторкаучука - сальников, смеси эпихлоргидринового с нитрильным каучуком - топливных шлангов автомобилей, полимерного материала ЭВА-110 - деталей шумоизоляции для а/м «Форд с сохранностью эксплуатационных свойств (акты внедрения).
- После опробования разработанных резиновых смесей в производстве ОАО «Балаковорезинотехника» и получения положительных результатов, был проведен расчет стоимости резиновых смесей и полимерного материала. Показано снижение стоимости различных резиновых смесей, исходя из стоимости сырья, от 12 до 100 руб./кг, а для полимерного материала ЭВА-110 на 150 руб./кг.
Основное содержание диссертации опубликовано
в следующих работах:
В центральных изданиях, рекомендованных ВАК РФ:
1. Адов М. В. Применение мелкодисперсного резинового этиленпропиленового порошка в составе резиновых смесей на основе этиленпропиленовых каучуков / М.В. Адов, Л.Г. Панова, П.Л.Краснов, С.Я. Пичхидзе // Каучук и резина. – 2009. – № 6. – С. 32-34.
2. Адов М.В. Применение измельченных вулканизованных отходов на основе этиленпропиленовых каучуков в шумопоглощаюших прокладках автомобилей / М.В. Адов, С.Я. Пичхидзе, Л.Г. Панова, В.С. Юровский // Пластические массы. – 2010. – № 3. – С. 45-46.
3. Адов М.В. Применение мелкодисперсного порошка резины на основе хлоропренового каучука в рецептуре резиновых смесей на основе этого каучука / М.В. Адов, А.В. Зуев, С.Я. Пичхидзе, В.С. Юровский // Каучук и резина. – 2010.– № 4. – С. 25-27.
4. Адов М.В. Эффект Пейна и релаксационные свойства хлоропреновых резин, содержащих активированный резиновый порошок / М.В. Адов, С.Я. Пичхидзе, К. Л. Кандырин // Каучук и резина. – 2011. – № 2.
В других изданиях:
5. Адов М.В. Применение мелкодисперсного резинового этиленпропиленового порошка в составе резиновых смесей на основе этиленпропиленовых каучуков / М.В. Адов, С.Я. Пичхидзе, Л.Г. Панова, П.Л.Краснов // Резиновая промышленность. Сырье. Материалы. Технологии: материалы XV Междунар. науч.-практич. конф. (Москва, 25-29 мая 2009) / НИИШП. – М., 2009. – С. 241-244.
6. Адов М.В. Увеличение адгезии между слоями топливных шлангов / М.В. Адов, С.Я. Пичхидзе, Л.Г. Панова // Проблемы шин и резинокордных композитов: материалы XX Междунар. науч.-практич. конф. (Москва, 12-16 окт. 2009) / НИИШП. – М., 2009. – С. 142-148.
7. Адов М.В. Применение мелкодисперсного порошка в рецептуре резиновых смесей на основе этиленпропиленового каучука / М.В. Адов, С.Я. Пичхидзе, Л.Г. Панова, В.С. Юровский // Каучук и резина-2010: материалы II Всероссийской. науч.-технич. конф. (Москва, 19-22 апр. 2010)/
МИТХТ. – М., 2010. – С. 456-459.
8. Адов М.В. Применение измельченных вулканизованных отходов на основе этиленпропиленовых каучуков в шумопоглощаюших прокладках автомобилей / М.В. Адов, С.Я. Пичхидзе, В.С. Юровский // Каучук и резина-2010: материалы II Всероссийской. науч.-технич. конф. (Москва, 19-22 апр. 2010) / МИТХТ. – М., 2010. – С. 459-461.
9. Адов М.В. Зависимость релаксационных характеристик резиновых смесей на основе этиленпропиленового каучука от содержания резинового порошка / М.В. Адов, П.Л.Краснов, А.Н. Сочнев, С.Я. Пичхидзе, Л.Г. Панова, В.С. Юровский // Композит-2010: материалы Междунар. конф. (Саратов, 30 июня-2 июля 2010 / СГТУ. – Саратов, 2010. – С. 4-6.
10. Адов М.В. Эффект Пейна и релаксационные свойства этиленпропиленовых резин, содержащих активированный резиновый порошок / М.В. Адов, С.Я. Пичхидзе, А.В. Зуев // Проблемы шин и резинокордных композитов: материалы XXI Междунар. науч.-практич. конф. (Москва, 11-15 окт. 2010) / НИИШП. – М., 2010. – С. 83-91.
11. Заявка на изобретение № 2009142176 (060008). Резиновая смесь. Адов М. В., Панова Л. Г., Пичхидзе С. Я., Зуев А. В. Положительное решение от 16.11.2009г.
Автор выражает глубокую признательность Пичхидзе Сергею Яковлевичу за помощь в проведении работ и обсуждении результатов.
Корректор О.А. Панина
Подписано в печать 16.03.11 Формат 60×84 1/16
Бум. офсет. Усл. печ. л. 1,0 Уч.-изд. л. 1,0
Тираж 100 экз. Заказ 76 Бесплатно
Саратовский государственный технический университет
410054, Саратов, Политехническая ул., 77
Отпечатано в Издательстве СГТУ. 410054, Саратов, Политехническая ул., 77