
А. Н. Протопопов ббк 32. 973. 26-018. 2 Р 69
| Вид материала | Статья |
- Учебное пособие Самара 2008 ббк 32. 973. 26-018. 2 Удк 004, 2399.98kb.
- Методические рекомендации Гродно 2007 удк 37. 018 Ббк 373., 358.38kb.
- Для студентів за фахом 080401 інформатика та прикладна математика Кривий Ріг 2010 ббк, 551.46kb.
- Методичні рекомендації та практичні завдання Чернівці чну 2008 ббк 32. 973. 2я73, 1647.69kb.
- Редакционно-издательским советом Томского политехнического университета Издательство, 2585.19kb.
- Регламент проведения, 168.85kb.
- Новый взгляд эволюционной психологии, 4964.87kb.
- Протопопов Константин Валерьевич 10. 15-10. 45 Входное тестирование 10. 45-11. 30 Контроль, 39.99kb.
- 2 Недра и полезные ископаемые, 134.96kb.
- Телегина Ирина Петровна 018(1) Управление персоналом подгруппа №1 Глухова Евгения Сергеевна, 55.06kb.
Учет временных показателей позволяет согласовать работу технологических устройств, в частности станков. Он также позволяет создать схему работы цеха, создать различные временные планы загрузки и автоматически генерировать всю сопроводительную документацию. В эту документацию входят документы на получение материалов, пере
дачи изделий с участка на участок, расчеты нормочасов и многое иное. Пример такой документации, выводимой на экран, приведен на рис. 8.5.
'Г* *." . * " ; '•" " V *#%:•. * 3 }. л tii
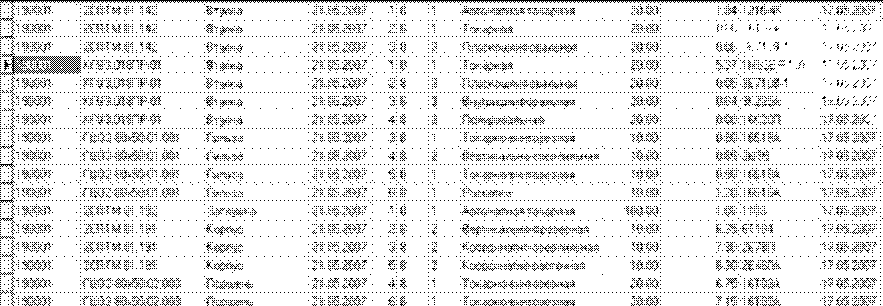
Рис. 8.5. Документ технологического сопровождения, сформированный автоматизированной системой технологической подготовки
Документы подобного типа могут иметь разную форму: от различных групповых ведомостей до индивидуальных заданий. В ряде случаев системы автоматической подготовки технологической документации используют различные штрих-коды. При необходимости из обобщенных документов с помощью сканера можно извлекать частные сведения. Гибкость и многообразие возможностей подобного подхода к созданию сопроводительных документов и конкретных программ для управляющих систем очевидны. Но не менее очевидно и другое - развитие автоматизированной подготовки управления технологиями и создания конкретных программ задания технологических режимов не может ограничиваться только одним типом технологии. Любое серьезное производство вне зависимости от его целей и масштаба построено на сочетании различных типов технологических процессов.
Утверждение 8.10. Автоматизация подготовки технологической документации и создания управляющих программ практически в любых условиях должна носить комплексный характер, то есть включать в себя все типы технологий, которые имеются на соответствующем предприятии. Более того, такая автоматизация с неизбежностью распространяется и на формирование всей документации и автоматизацию процессов, связывающие между собой различные предприятия. При этом подразумевается, что в идеале должна формироваться некая общая автоматизированная технологическая сеть, охватывающая множество предприятий и пространственных зон.
Заключительные слова утверждения 8.10 являются идеализацией.
Уточнение 8.5. Полная одновременная автоматизация большой группы технологий имеет множество внешних и внутренних ограничений. Поэтому она должна рассматриваться только как некая принципиальная цель. В настоящее время наибольший практический интерес имеет анализ уже достигнутых результатов и обсуждение дальнейших возможностей развития этого направления совершенствования технологий.
Технологии обработки готовых материалов относятся к тем группам технологий, которые по степени автоматизации процессов проектирования и управлениями технологий можно считать наиболее развитыми. Поэтому, анализируя состояние технологий этой группы, полезно особо обратить внимание не только на реальную ситуацию в этой области, но и на те выводы из этого анализа, которые имеют общий характер и применимы к другим группам технологий. Это тем более разумно, что автоматизация технологий естественным образом связывает между собой их различные группы.
8.3. АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ И УПРАВЛЕНИЯ ТЕХНОЛОГИЯМИ ТЕХНИЧЕСКОЙ СФЕРЫ НА ОСНОВЕ АНАЛИЗА ГРУППЫ ТЕХНОЛОГИЙ ОБРАБОТКИ ГОТОВЫХ МАТЕРИАЛОВ
Проектирование технологий, создание сопроводительной документации, подбор исходных объектов, выбор режимов и многие другие вопросы, которые необходимы для их эксплуатации, опираются на созданные каталоги документов, режимов, стандартов и т. д. Чем большее количество стандартных или типовых решений и режимов используется в технологическом процессе, тем более совершенным можно полагать сам процесс его использования. Как уже отмечалось, процессы каталогизации длительны и требуют от их создателей высокой квалификации. Многие материалы вводятся в каталоги на основе компромисса между требованиями различных групп пользователей. Поэтому процесс каталогизации идет независимо для разных составляющих любой технологии. Его ввшолнение производится только при наличии соответствующих потребностей и спроса.
Серьезная автоматизация технологии с самого начала требует введения в соответствующие программы различных каталогов (рис. 8.6).
На рис. 8.6 изображена взятая из Интернета схема построения одной из программ автоматизированной подготовки режимов станочной обработки деталей. Сведения для разработки и эксплуатации автоматизированного процесса в управляющую систему вводятся в виде различных БД (баз данных). Иными словами, в систему вводится несколько
Рис. 8.6. Блок-схема процесса автоматизированной подготовки комплекта всей необходимой документации на примере одного из процессов металлообработки
каталогов. Обычно некоторые из них разрабатывается авторами программы. Однако многие, а иногда и все каталоги получают на основе оцифровывания имеющихся стандартных, справочных и нормативных материалов. Основные усилия разработчиков таких систем сводятся к созданию программного обеспечения. Его качество определяет успех в продвижении подобных разработок.
В настоящее время в России имеется ряд независимо созданных автоматизированных программ подобного типа, имеющих различное назначение. В частности, это чисто учебные программы. Некоторые из них созданы преподавателями-энтузиастами. Однако имеются и профессионально отработанные программные продукты, которые вполне обоснованно продвигаются на рынок.
Одним из наиболее разработанных программных продуктов в области машиностроения был программный продукт одной из специализированных московских фирм, получивший название Technologies [150]1. Судя по всему, первые версии этого программного продукта появились на рынке в 2002 г. Этот продукт обеспечивает решение многих других задач, связанных с технологией. При автоматизации технологий в программный продукт обязательно включаются данные о технологии сопутствующих технологических групп. При этом происходит фактический отказ от од но потокового рассмотрения технологической задачи.
Общая идеологическая схема подобных программных продуктов иллюстрируется рис. 8.7. Этот рисунок наглядно показывает, какие каталожные данные вовлекаются в проекты программного продукта для обеспечения его надежного качества во время практической эксплуатации.
Рис. 8.7. Общая блок-схема структуры программного продукта для создания описания и практической эксплуатации технологий, основанных на работе с готовыми материалами
Судя по имеющимся данным, программный продукт Technologies успешно эксплуатируется. Основным типом предприятий, на который рассчитан это продукт, являются малые и средние по величине и объему выпускаемой продукции предприятия. Авторы разработки отмечают, что на базе этого продукта можно организовать и практическую автоматизацию работы предприятий с большим объемом производства и большой номенклатурой изделий. Программные продукты подобного рода позволяют создать удобную систему управления и контроля за технологическими процессами (рис. 8.8). Вне всякого сомнения, эти схемы, по существу, относятся уже к гуманитарным технологиям управления и организации производства.
На схожей основе созданы и другие программные продукты, рекомендуемые для работы и эксплуатируемые в той же области технологий. Более того, на схожих принципах строится создание программных продуктов и в других группах технологических процессов. В связи с этим встает вопрос о совместимости таких программных продуктов между собой. Создание работоспособного программного продукта требует длительных совместных усилий многих людей. Несмотря на то что
1.4 г. - 11.'Л |.ч j
ШВШ- (Шшш
i 7ШШЩ
Ы- sit-t :£ГЖс (.to. см Mstei
п.'Г| "гостсее. | nt ркс'о нззяй{ |
1 51 ?? Л t-9".7Zc.
ir*J.: McUU ,'irl ' Ъ\ Уф
т .tjj МО tS.Mf
j Jaiuw. tlHJ.'J/U., иэаелме: Пресс <рсрма "Кщжчс фичыра"" UtiJJ'JUIlM

f Hf* II", T:I О Ч I - л-, • . f f<--ifn i х 'V 1 Гч.т 1Л , I ir < - 1-1J
Рг-т-т
-ft-щг :t»K! Cf
N.5 _:! и..!.- ift-i'ii If.I • -1 f!ry >!»-!". Г14"Jf stiit .1 '
ibCii-opw-»"- f.
«л У inti t ct.j-• Iffj.i
- t:|jnr и <.:£|jeift»t f-« 41fbll «имюирма» чернив.н» ! = T> OH 300TI И tu: I SEtK-iHt: :j*fk:.:lt jui г. и
* ..!«„,. t Lsi-tlr"»"'
j=i лкнеи i= cue." s тел • снг'сля
a t l- Ш!
f-p.1 . ГЯр.Г..-М|.| * ШТ
-OTi |
XW U' CpO« "
sf Br:.
lsf.12 ) ttfr
1Ш1Я1111111Ш1
l" 11j -t: С. 11.1 :1-ИГ.1: •' НЯ"
Рис. 8.8. Пример диспетчеризации технологического процесса в системе
ФОБОС
основные общие принципы в подобного рода программах схожи или же просто совпадают, создаваемые в разных местах программы могут оказаться несовместимыми.
Утверждение 8.11. Требования трансфера технологий, увеличение зон, охватываемых автоматизацией, и, наконец, процессы глобализации ставят вопрос о создании общих принципов и методик в построении программного продукта для автоматизации проектирования и эксплуатации технологий. Одним из прогрессивных путей в этом направлении может считаться создание программного продукта на основе некоторых стандартных блоков.
Естественно, что создание принципов и общей методики построения единых программных продуктов связано с конкуренцией программ. В конечном итоге это приведет или к некоторому конвенциональному соглашению, или же к появлению двух-трех равноценных продуктов. В последнем случае рано или поздно потребуется создание переходных программ-конверторов.
Уточнение 8. 6. Можно ожидать, что формирование единых основ для создания программных продуктов автоматизации технологий повторит путь, который прошли другие отрасли современной техники, в частности, путь создания единого стандарта для телевидения, протоколов передачи посланий электронной почты и т. д. Область информационных технологий позволяет быстро отыскать много подобных аналогий.
Создание единых принципов построения программных продуктов сталкивается еще с одной принципиальной трудностью. Во многих областях техники, а главное, во многих странах используются разные стандарты качества материалов, оценки их свойств, безопасности и т. д. В этом смысле глобализационные процессы ставят в повестку дня разработку единых международных стандартов и регламентов. Это длительный, серьезный процесс. Он начнется только тогда, когда многие потенциальные его участники по-настоящему осознают необходимость такой дорогостоящей и ответственной работы.
Ожидается, что процессы автоматизации будут постепенно охватывать все возможные отрасли технологий. Эта идеальная схема часто описывается в различных прогнозах. В каком-то смысле это некий идеал, к которому стремится технологическая сфера. Однако переход к этому идеалу связан с рядом принципиальных ограничений. Первое ограничение связано с тем, что большие системы такого рода начинают утрачивать необходимую гибкость. Введение же различных резервов изменения режимов и согласований так усложняет систему, что ее функционирование становится нереальной задачей.
Утверждение 8.12. Размер зон полной автоматизации имеет естественные ограничения. Величина этих зон со временем может меняться. Однако соответствующие предварительные оценки в настоящее время сделать очень сложно.
Переход к большим автоматизированным системам управления и проектирования постепенно исключает из оборота возможность создания небольших разовых технологий небольшого объема.
Утверждение 8.13. В области автоматизации проектирования и управления технологическими процессами сталкиваются два противоположных процесса. С одной стороны, это процесс укрупнения, вызываемый тенденцией глобализации. С другой стороны, уже упоминавшийся процесс вымывания среднего. В результате в технологической области имеется тенденция к возникновению больших интегрированных автоматизированных систем и небольших практически ручных технологий.
Автоматизация технологий изменяет требования к квалификации работников технологической сферы.
Утверждение 8.14. Процессы автоматизации в сфере технологий приводят к вытеснению специалистов классического профиля и заменяют их специалистами, которые наряду со знанием основных технологических принципов могут эффективно трудиться в информационной сфере.
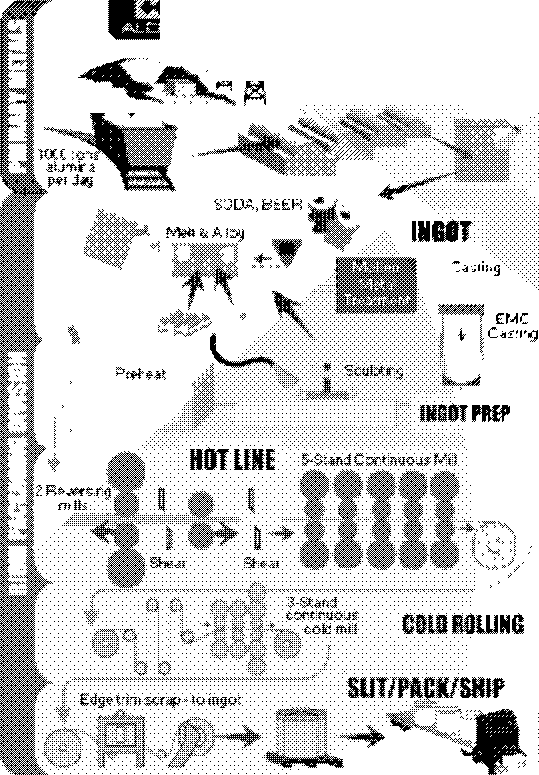
В заключение на примере процесса полной обработки металла проиллюстрируем то, как процесс полной автоматизации включает в схему рассмотрения процессы автоматизации в весьма отдаленные областях технологии. Это видно из рис. 8.9. На его основе можно сделать вывод
Кшшшшш
шмшшшяшШт
% ij.;t ir-.
1l ,*
,lct,::t:t pr in
Рис. 8.9. Схема технологических областей, которые связаны с получением и отгрузкой металлических слитков
о том, что объем требуемых программных разработок для создания подобной системы воистину колоссален1.
8.4. О КАТАЛОГИЗАЦИИ СБОРОЧНО- РАЗБОР ОЧНЫХ, МОНТАЖНЫХ И ИМ ПОДОБНЫХ ТЕХНОЛОГИЙ
Работа с готовыми материалами - это не только изменение их формы и другие простейшие методы воздействия. Объекты из простых материалов могут собираться вместе, соединяться, разъединяться и т. д. В этих случаях мы имеем дело со сборочными-разборочными и монтажными работами. Близко к ним примыкают технологии ремонтных работ. Если технологии перестают быть преимущественно однопотоковыми, количество рассматриваемых групп технологий увеличивается. Так, вводя в процесс работы с готовым материалом изменение температуры, мы включаем в анализ прокатку, штамповку и закалку материалов. Реализация таких технологий изменяет физические свойства материала. Поэтому их естественно отделить от технологий, не связанных с процессом изменения свойств материала. Ограничимся только теми процессами, которые связаны с объединением в единое целое или, наоборот, разъединением или перемещением отдельных образцов материалов или изготовленных из них частей. Их в обобщенном виде можно называть деталями или же узлами.
В сборочно-разборочных, монтажных и ремонтных технологиях имеются разработанные описательные системы (напр., [6]). Схожесть между собой всех описываемых технологий приводит к тому, что результаты каталогизации и принципы, заложенные в их основу, схожи. Тем не менее в рассматриваемых технологиях больше разнообразия, чем в рассмотренных ранее. Поэтому каталоги, построенные на основе понятийно-терминологических систем - ПТС, в этом случае более редки, чем каталоги, создаваемые на основе ЕСТ. В результате наблюдается и больший разброс в используемых понятиях. Это связано с историческими традициями рассматриваемых групп технологий, традиционно считавшимися достаточно удаленными друг от друга. В качестве иллюстрации приведем терминологию, используемую в технологии раскроя и обработки тканей при изготовлении одежды (табл. 8.1). Эта терминология, в общем, соответствует таким понятиям из области машиностроения, как, например, сварка, клепка и т. п. Такие серьезные расхождения в терминологии осложняют процессы создания единых каталогов, основанных на принципах ПТС.
Таблица 8.1
Стандартные термины на базе ЕСТ, применяемые в технологиях работы с тканями
| Термин | Характер выполнения | Область применения | Схема |
| СтачатьО | Соединений двух[ ил иПнес ко л ышхЛд етаП лейШ приблизительное равныхОпоОвеличинеО..! | СтачатьО боковыеО иО плечевыеП швыШ 111 выПру к'я вп вПиПтГПпГП | □ =1= |
| ПритачатьО | Соединений] мелП кихО деталей сО крупО нымиСи | Притачать!] клапапШ обтачки!] кП карману! м а нжетыПкВр у ка в у D | |
| Обтачать!] | Соединений двух[ деталейШвОрезультате[ вывертывания kotoD pbixD ihobD располагаО етсяПвнутриП | Обтачать!] бортаШ клапапыШворотник | |
| ВтачатьО | Соединение!] двух[ деталей noD выпукО лымО илиО вогнутьш[ линиямШ | ВтачатьП рукав аО в! проймут воротника BD горловинуШ | 0 |
| Настрочить!] | Соединение!] двух[ деталейШналоженных[ краемО однаО наБ друО гук>[1или[]закрепление[ nieaD отделочной строчкой | НастрочитьО накладные карманыШ кокеткуШ плечевые!] иО бокоЕыеПшвыи | |
| PaccTponHTbD | Закрепление!] приО nycKOBD наЛ швы[ строчкой!] | РасстрочитьО встречныеП складки! швыШрельефыО... | |
| Застрочит | ЗакреплениеО подогнутогоП края[ д етапиШв ытач екП | Застрочить!] низО изделияШнизПрукавовШ | |
| Прострочит □ | Прокладывание отделочныхО строчек noG краюО детали!] или[ низуШзделияО | Прострочить!] краяП воротникаШ манжетШ иакладиыхОкармаиовШ низаОизделияО | |