
Инструкция по проектированию футеровок тепловых агрегатов нефтеперерабатывающей промышленности из легкого жаростойкого бетона и теплоизоляционных материалов всн 315-80
| Вид материала | Инструкция |
Содержание5. Проектирование футеровок из волокнистых огнеупорных материалов 6. Проектирование футеровок из облегченных футеровочных панелей |
- Технологические приемы повышения эффективности футеровок тепловых агрегатов в металлургии, 255.27kb.
- "Переработка всн по проектированию и бесканальной прокладке в г. Москве городских двухтрубных, 499.6kb.
- Открытое акционерное общество «липецкстальпроект» институт по проектированию и конструированию, 34.09kb.
- Инструкция по проектированию линейно-кабельных сооружений связи всн 116-93, 996.73kb.
- Инструкция по проектированию сборных железобетонных крыш жилых и общественных зданий, 384.89kb.
- Инвестиционное предложение Организация производства теплоизоляционных строительных, 17.33kb.
- Инструкция по устройству покрытий и оснований из щебеночных, гравийных и песчаных материалов,, 1072.92kb.
- Инструкция разработана на основе, 530.77kb.
- Правила защиты от статического электричества в производствах химической, нефтехимической, 1090.21kb.
- Инструкция по проведению диагностирования технического состояния сосудов, трубопроводов, 1024.14kb.
5. ПРОЕКТИРОВАНИЕ ФУТЕРОВОК ИЗ ВОЛОКНИСТЫХ ОГНЕУПОРНЫХ МАТЕРИАЛОВ
5.1. Для изготовления футеровок из волокнистых материалов могут быть использованы изделия в виде жестких и полужестких плит, рулонированный войлок, торкрет-бетонные смеси, теплоизоляционные шнуры и другие материалы. Основные виды рекомендуемых для использования волокнистых огнеупорных материалов приведены в табл. 5.
5.2. Слой футеровки, обращенный в рабочее пространство печи, при скорости движения газов внутри рабочего пространства менее 7 м/с и температуре до 850 °С можно выполнять из рулонированного войлока, а при скоростях от 7 до 40 м/с - из жестких плит ШВП-350. При больших скоростях движения дымовых газов или наличии истирающего воздействия продуктов сгорания необходимы специальные конструктивные решения.
5.3. Принципиальные конструктивные решения футеровок печей приведены на рис. 19. В каждом конкретном случае толщину футеровки из волокнистых огнеупорных материалов, а также толщины ее отдельных слоев необходимо определять по результатам теплотехнического расчета, учитывая предельную температуру применения материалов.
5.4. Швы по границам отдельных слоев рулонированного войлока не устраивают, а укладывают полосы рулона внахлестку, как показано на рис. 19, а.
5.5. Внутренние слои футеровки из рулонированного войлока для удобства монтажа целесообразно располагать вертикально. Более нагретый слой войлока располагают горизонтальными рядами, которые монтируют сверху вниз, укладывая каждый нижний ряд войлока внахлестку на расположенный выше ряд.
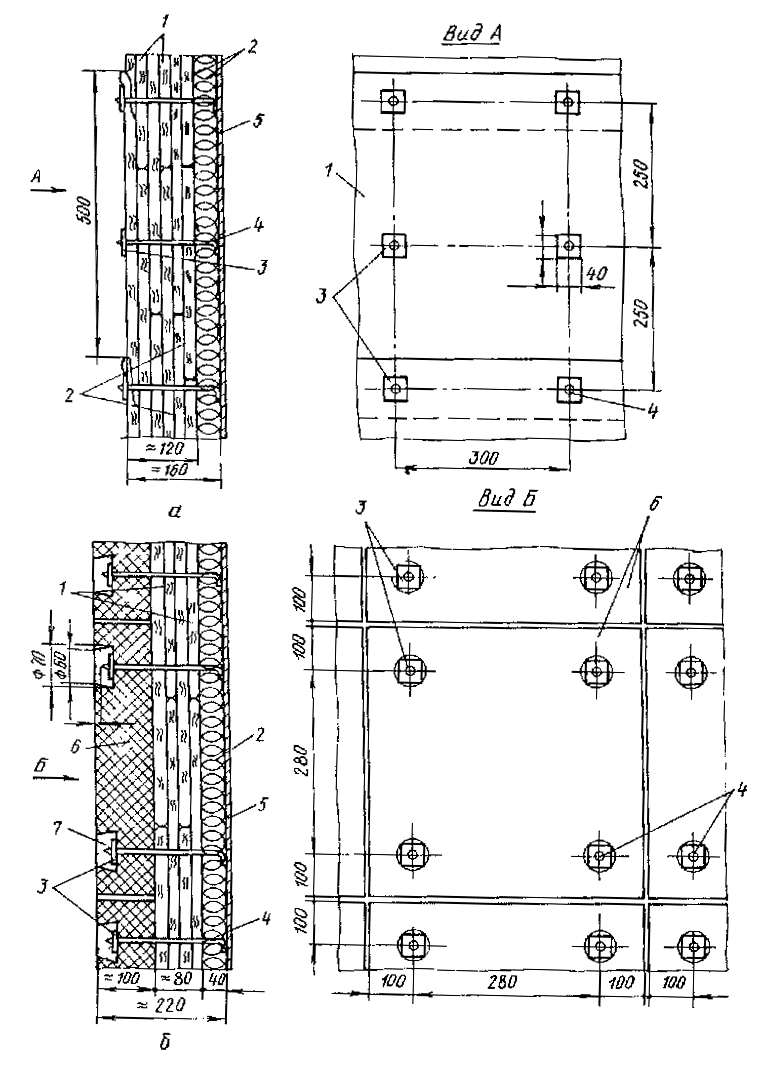
Рис. 19. Конструкции футеровок из волокнистых материалов:
а - с рабочей температурой до 850 °С; б - с рабочей температурой 1200 °С; 1 - высокоглиноземистый войлок; 2 - полужесткие минераловатные плиты; 3 - шайбы; 4 - анкеры; 5 - кожух печи; 6 - плиты ШВП-350; 7 - углубления в плитах
5.6. Вокруг гляделок, взрывных клапанов, лазов и других проемов в футеровке укладывают плиты ШВП-350, крепя их с помощью анкеров-шпилек (рис. 20).
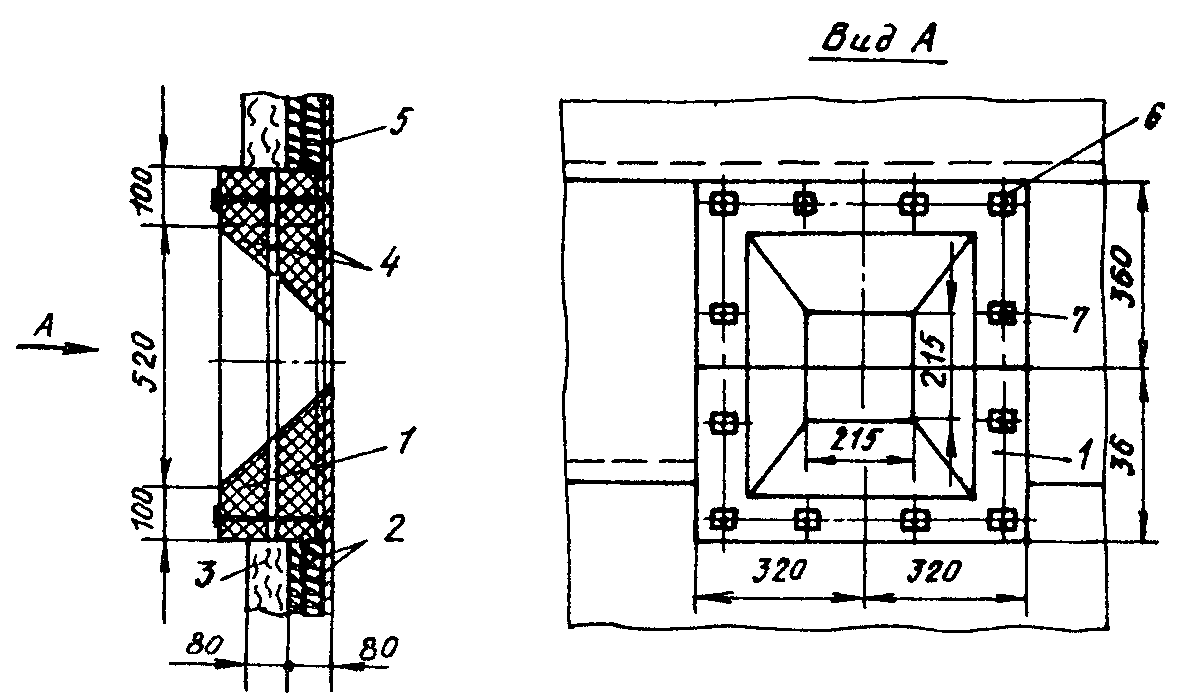
Рис. 20. Пример конструирования футеровки из волокнистых материалов у гляделочного отверстия:
1 - плиты ШВП-350; 2 - минераловатные плиты; 3 - высокоглиноземистый войлок; 4 - прокладки высокоглиноземистым войлоком; 5 - кожух печи; 6 - шайбы; 7 - анкеры
5.7. Внутренние слои футеровки крепят, последовательно накалывая слой минераловатных плит и слои войлока на штыри, приваренные к кожуху; при этом необходимо обеспечить смещение стыков изделий.
5.8. Пример конструирования узла сопряжения футеровки свода радиантной камеры с футеровкой камеры конвекции приведен на рис. 21.
5.9. Для защиты волокнистой футеровки у мест примыкания стен к поду от возможных повреждений при ремонтных работах вдоль стен устраивают бортик из прочных жаростойких материалов (штучных огнеупоров или жаростойкого бетона). Пример конструирования этого узла дан на рис. 22, а.
5.10. Вариант конструирования сопряжения футеровки стены радиантной камеры печи с футеровкой свода показан на рис. 22, б.
5.11. При конструировании узла сопряжения перевальных стен с футеровкой торцевых стен, футеруемых волокнистыми огнеупорными и теплоизоляционными материалами, необходимо обеспечивать независимость температурных перемещений каждой стены.
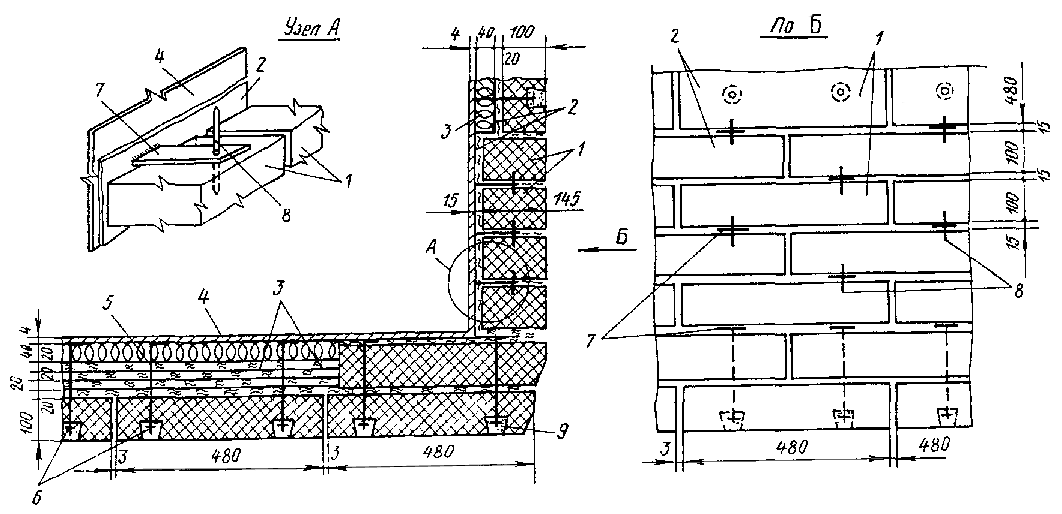
Рис. 21. Конструкция узла футеровки из волокнистых материалов сопряжения свода радиантной камеры с камерой конвекции:
1 - плиты ШВП-350; 2 - высокоглиноземистый войлок; 3 - полужесткие минераловатные маты; 4 - кожух печи; 5 - анкер; 6 - шайба; 7 - пластина с отверстием диаметром 7 - 6 мм; 8 - шпилька диаметром 6 мм (поз. 5, 6, 7 и 8 изготавливай из жаростойкой стали); 9 - углубление в плите
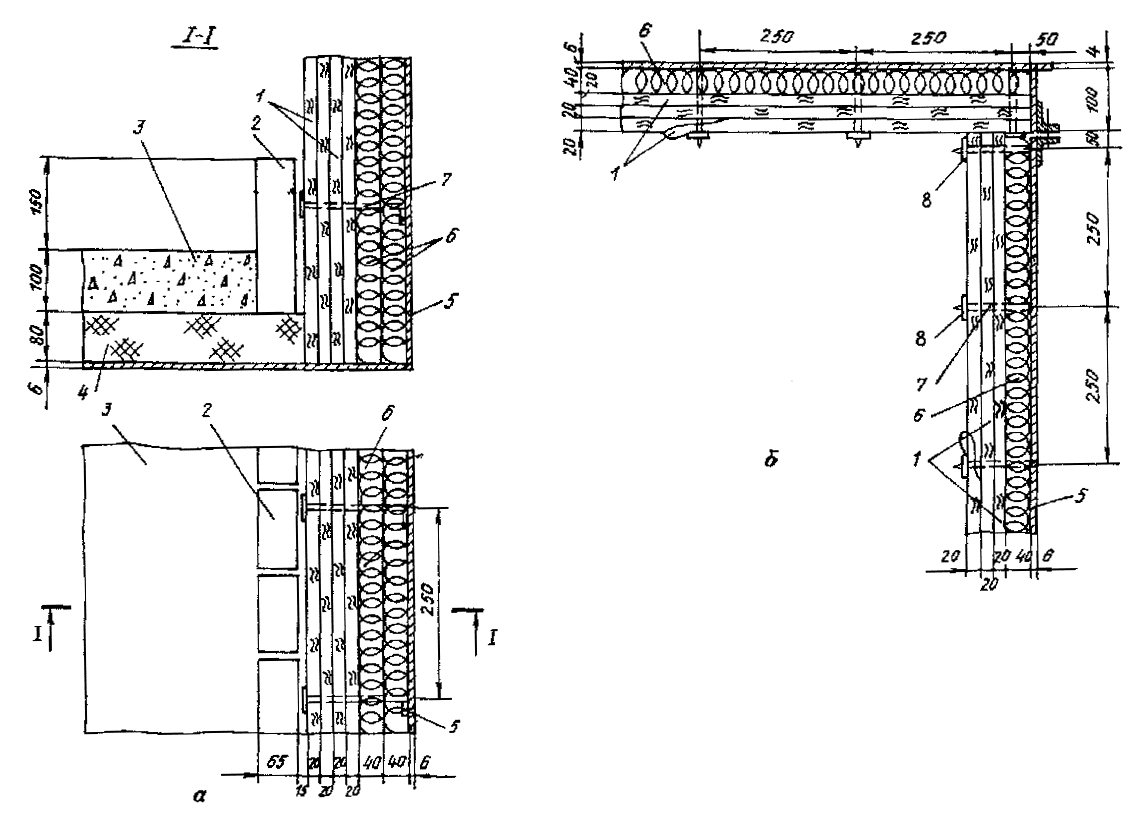
Рис. 22. Конструкции узлов футеровок из волокнистых материалов:
а - сопряжение пода со стеной; б - сопряжение свода камеры со стеной; 1 - высокоглиноземистый войлок; 2 - шамотный кирпич; 3 - жаростойкий бетон; 4 - известково-кремнеземистые изделия; 5 - кожух печи; 6 - полужесткие минераловатные маты; 7 - анкеры; 8 - шайбы из жаростойкой стали
6. ПРОЕКТИРОВАНИЕ ФУТЕРОВОК ИЗ ОБЛЕГЧЕННЫХ ФУТЕРОВОЧНЫХ ПАНЕЛЕЙ
6.1. При теплотехническом расчете ограждений из облегченных футеровочных панелей толщину теплоизоляционного слоя из известково-кремнеземистого материала в панелях ОФП-100 принимают равной 85 мм, в панелях ОФП-150 она составляет 130 мм.
6.2. Общий вид облегченных футеровочных панелей автоклавного изготовления, выпускаемых Апрелевским опытным заводом теплоизоляционных изделий ВНИПИ Теплопроект по ТУ 36-2299-80 "Панели футеровочные известково-кремнеземистые с защитным слоем", показан на рис. 23. По периметру наружной поверхности панели, обращенной к кожуху, расположен металлический уголок, предназначенный для обеспечения прочности панели в период транспортирования и монтажа, а также для крепления панелей к кожуху агрегатов.
6.3. Совместную работу слоя жаростойкого бетона и слоя известково-кремнеземистого материала во время транспортирования, монтажа и эксплуатации обеспечивают армирование панели, а также сцепление между этими материалами, создающееся в процессе гидротермальной обработки в автоклаве.
6.4. Раскладку панелей у мест сопряжения свода со стенами, стен с подом и стен между собой выполняют так, чтобы с кожухом агрегата соприкасался торец короткой стороны панели.
Раскладку облегченных футеровочных панелей производят без перевязки. Пример конструирования футеровки печи из облегченных футеровочных панелей праведен на рис. 24.
6.5. Заполнять швы между панелями следует теплоизоляционными шнурами из минеральной ваты или ваты каолинового состава, а также плитными теплоизоляционными изделиями. Более нагретую часть швов между панелями можно заполнять жаростойким шамотным раствором (рис. 25).
6.6. При заполнении части швов жаростойким раствором в футеровке из панелей через 3 - 3,5 м необходимо устраивать температурные швы, в которые вместо жаростойкого раствора укладывают теплоизоляционный шнур из ваты высокоглиноземистого состава или асбестовый канат.
6.7. Облегченные футеровочные панели крепят к кожуху печи, приваривая уголок панели к кожуху. Приварку панелей осуществляют непосредственно к кожуху в трех местах, а в четвертом - панель приваривают с помощью дополнительной детали крепления - уголка. Схема и узел приварки облегченных футеровочных панелей через уголок приведены на рис. 26.
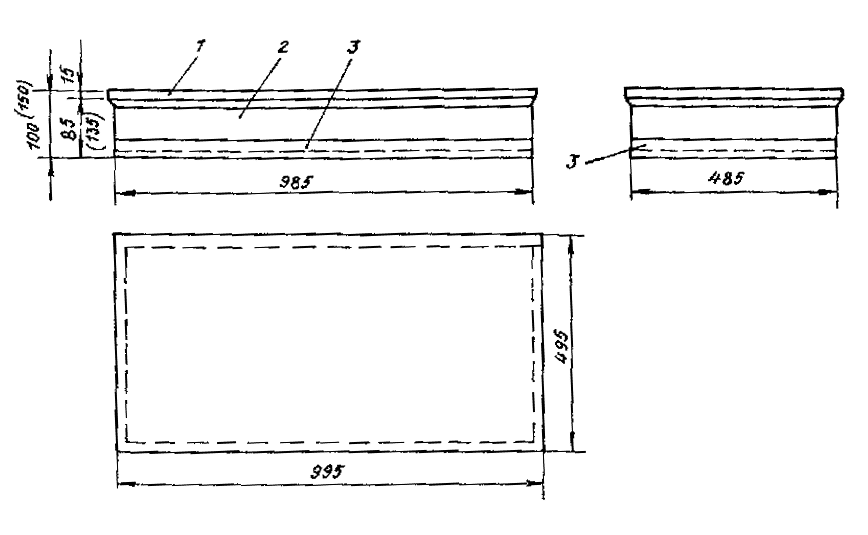
Рис. 23. Конструкция облегченных футеровочных панелей:
1 - слой жаростойкого бетона; 2 - теплоизоляционный слой из известково-кремнеземистого материала; 3 - каркас из уголка 25 х 4 мм
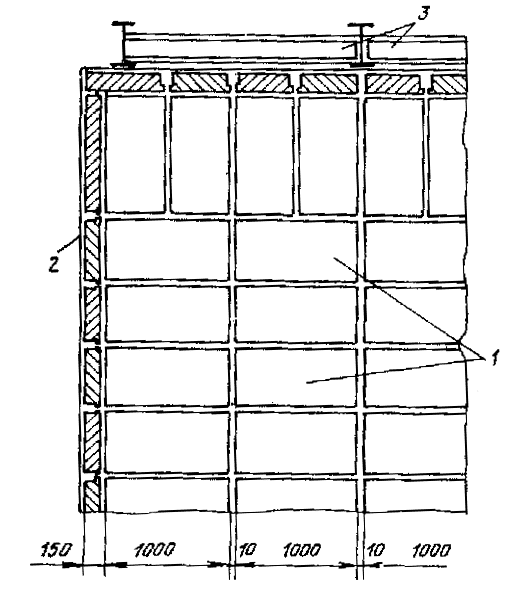
Рис. 24. Пример конструирования футеровки из облегченных футеровочных панелей:
1 - облегченные футеровочные панели; 2 - кожух агрегата; 3 - каркас печи
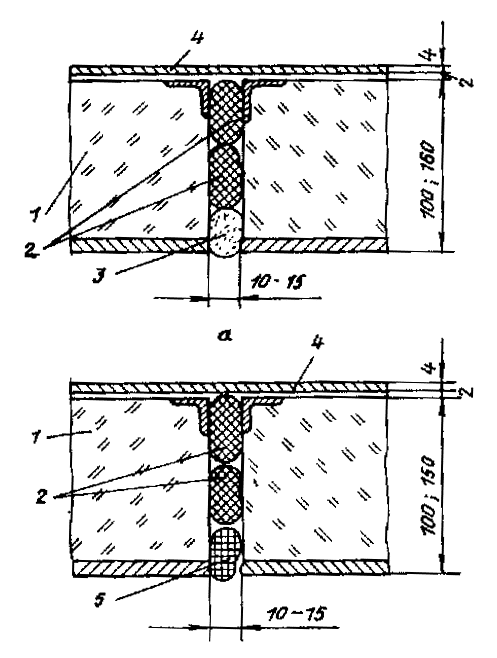
Рис. 25. Конструкция стыков облегченных футеровочных панелей:
а - с заполнением более нагретой части шва жаростойким раствором; б - с заполнением теплоизоляционным шнуром на основе высокоглиноземистого волокна; 1 - облегчение панели; 2 - теплоизоляционный шнур из минеральной ваты; 3 - жаростойкий раствор; 4 - кожух; 5 - теплоизоляционный шнур из высокоглиноземистого волокна
6.8. Элементы технологического оборудования, проходящие сквозь футеровку (штуцеры, термопары, патрубки и др.), крепят к кожуху печи или к металлическим основаниям панелей; должна быть обеспечена независимость деформаций футеровок и элементов технологического оборудования при нагревании.
6.9. Для прохождения через футеровку штуцеров, подвесок, термопар и другого оборудования необходимо предусматривать в панелях закладные детали в виде патрубков из жаростойкой стали соответствующих диаметров, устанавливаемых при изготовлении панелей, или располагать указанное оборудование в швах между панелями. При этом толщина швов может быть увеличена до 30 - 40 мм.
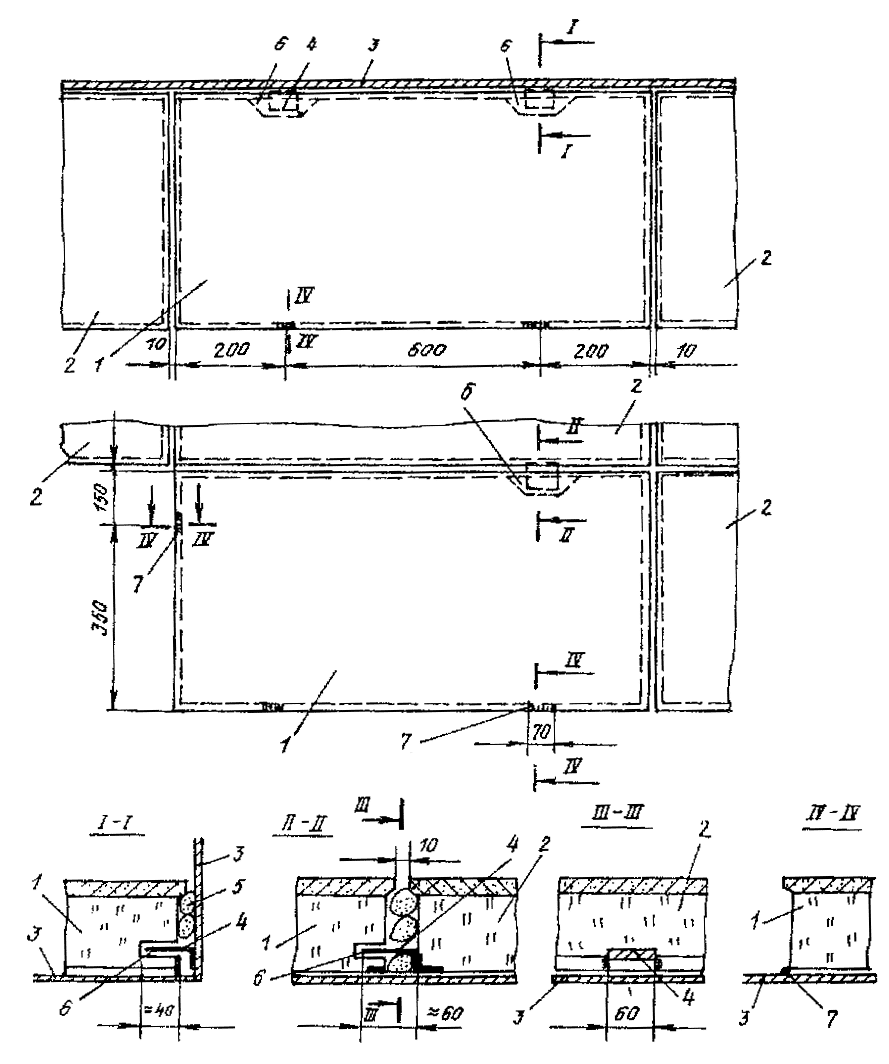
Рис. 26. Узлы крепления футеровочных панелей к кожуху:
1 - панель; 2 - ранее прикрепленные панели; 3 - кожух; 4 - крепежный уголок; 5 - теплоизоляционный шнур; 6 - прорезь в теплоизоляционном слое панели; 7 - сварной шов
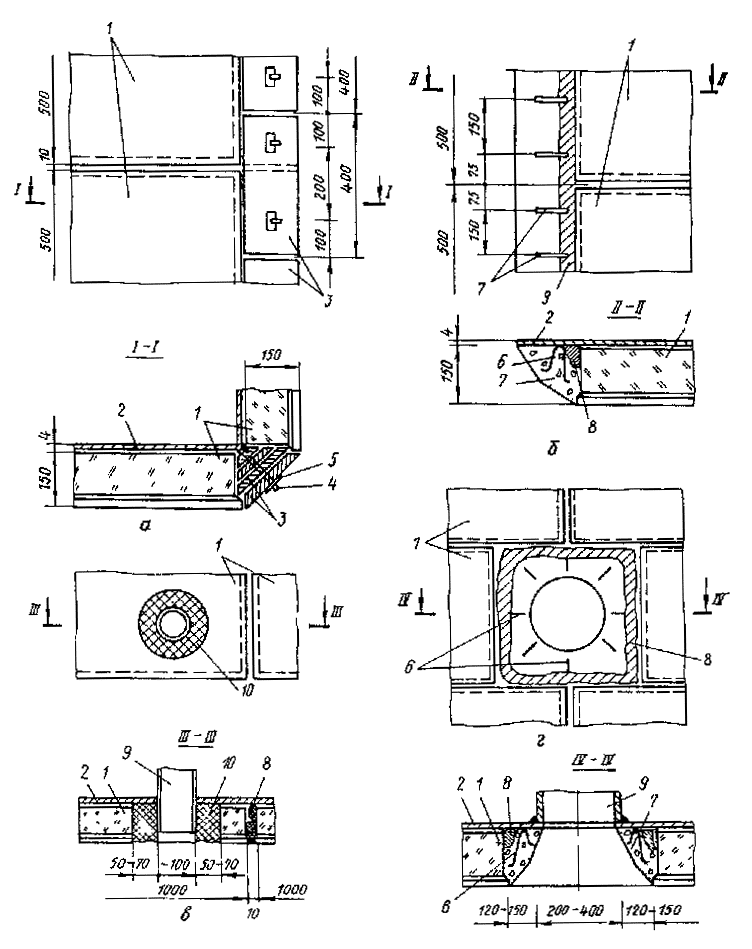
Рис. 27. Примеры конструирования некоторых узлов футеровок из облегченных панелей:
а - выступающий угол футеровки; б и г - узлы футеровки возле отверстия, в - узел прохода штуцера диаметром до 120 мм через футеровку; 1 - футеровочные панели; 2 - кожух; 3 - плиты МКРВ-350-1; 4 - анкер; 5 - шайба; 6 - металлический анкер; 7 - легкий жаростойкий бетон; 8 - теплоизоляционный шнур; 9 - патрубок; 10 - высокоглиноземистая вата (на узлах б и г условно не показан легкий жаростойкий бетон)
6.10. При конструировании сопряжения свода агрегата со стенами следует доводить футеровку свода до кожуха стен с тем, чтобы в этом узле образовывался горизонтальный шов в футеровке, который проще заполнить, чем вертикальный.
6.11. Примеры конструирования узлов ограждений тепловых агрегатов из облегченных футеровочных панелей приведены на рис. 27.
6.12. Отдельные места ограждений, в которых не могут быть применены облегченные футеровочные панели, следует конструировать из известково-кремнеземистых изделий или других эффективных плитных теплоизоляционных материалов с защитным слоем из жаростойкого армированного бетона.
6.13. Для удобства крепления облегченных футеровочных панелей к кожуху агрегата его целесообразно расчленить на отдельные панели размером 2,0 - 2,5 х 3,0 - 3,5 м. Жесткость металлических панелей каркаса-кожуха указанных размеров должна обеспечивать возможность их перемещения и монтажа с прикрепленными футеровочными панелями. С целью уменьшения расхода металла на панели каркаса для обеспечения их жесткости следует предусматривать инвентарные монтажные приспособления.
6.14. Для уменьшения количества трещин и возможных выколов в бетоне панелей целесообразно вокруг металлических элементов, проходящих сквозь панели, предусматривать деформируемые прокладки из листового асбеста, огнеупорных или теплоизоляционных волокнистых материалов.