
Ф. У. Харрис. Экономичный размер заказа
| Вид материала | Документы |
- Сьюзен Виггс «Дом у озера», 3783.76kb.
- Условия и размер предоставления скидок, 247.71kb.
- Создание кроссворда в Microsoft Excel, 36.47kb.
- Правила оформления тезисов доклада, 26.87kb.
- Лекция 13 Потребитель «Потребитель король рынка», 57.33kb.
- Список литературы, рекомендуемой для чтения летом, 15.95kb.
- Лекция: Виртуальная память. Архитектурные средства поддержки виртуальной памяти, 156.96kb.
- За счет средств краевого бюджета Размер субсидии, 97.01kb.
- Министерство образования и науки, молодежи и спорта Украины, 56.14kb.
- Годовой отчет ОАО "аниитиву" за 2011 год Основные показатели работы Общества за год, 134.35kb.
Планирование необходимых материалов (MRP) и планирование производственных ресурсов (MRP II)В 60-е годы усилиями американцев Джозефа Орлики (Joseph Orlicky) и Оливера Вейта (Oliver Weight) был создан метод расчета необходимых для производства материалов, получивший название MRP (Material Requirements Planning – планирование необходимых материалов). Благодаря целенаправленной работе Американской ассоциации по управлению запасами и производством (APICS) метод MRP приобрел широкое распространение во всем западном мире, а в некоторых странах (включая Россию) даже трактуется как стандарт, хотя таковым не является. Метод планирования необходимых материалов (MRP) стал альтернативой методу планирования по точке перезаказа и позволил преодолеть многие из его недостатков. Объяснялось это тем, что MRP не оперировал данными о потреблении в прошлом, а ори-ентировался на будущие потребности. На практике это означало, что заказ на пополнение запасов формировался только на необходимое количество и только тогда, когда это было действительно необходимо. Метод планирования производственных ресурсов (Manufacturing Resource Planning , MRP II) – результат естественного развития MRP-алгоритма. Поскольку MRP предназначен для планирования необходимых материалов, идея охватить области деятельности, от которых зависит пополнение или расход материалов, выглядит вполне логичной. Таким образом, MRP II – это планирование по MRP плюс функции управления складами, снабжением, продажами и производством. Поскольку на промышленном предприятии большинство денежных средств так или иначе связано с производством или запасами, использование вышеперечисленных функций делает возможным включение в единую систему также функций учета и управления финансами. Для понимания алгоритма работы MRP II необходимо представить те начальные данные, которые используются этим методом. Начальные данные:
Операционные данные:
Расчет необходимых материаловАлгоритм работы MRP II состоит из следующих шагов:
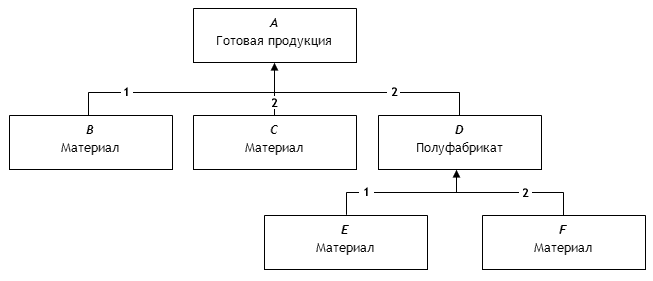 Рис. 1.6. Типовая спецификация изделия
Также возможен расчет нетто-потребностей с учетом правила партии (минимальная партия заказа, кратность партии, периодичность заказа).
Алгоритм расчета можно проиллюстрировать при помощи схемы (рис.1.7). 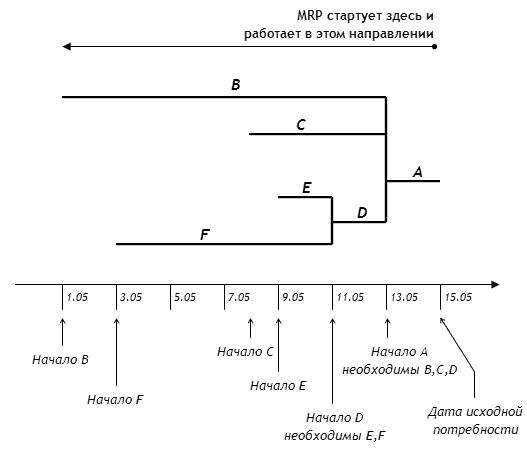 Рис.1.7. Схема расчета текущих потребностей Описанные выше шаги соответствуют алгоритму расчета потребностей MRP. Одной из особенностей метода (по сравнению с управлением по точке перезаказа) является то, что MRP не предполагает возможности отсутствия необходимых материалов на складе. Если все исходные данные и процедуры планирования выполнены корректно и все отклонения в выполнении плана учитываются своевременно, то все поставки деталей и материалов должны быть реализованы точно вовремя. Кроме того, MRP-метод не учитывает прошлое, необходимые материалы рассчитываются на основе информации о будущих потребностях и ожидаемых уровнях запасов на складах. Отметим, что при планировании алгоритм MRP использует принцип неограниченной загрузки, то есть при расчете игнорируется ограниченность производственных мощностей других ресурсов. В действительности не все ресурсы предприятия могут рассматриваться как неограниченные. Поэтому еще одна функция планирования системы, отличающая MRP от MRP II - это функция планирования производственных мощностей, с помощью которой проводится анализ потребностей в необходимых материалах к привязке к производственным ресурсам и их возможностям, а также с учетом существующей и планируемой загрузки. Функция планирования производственных мощностей описана ниже... Гарвардская школа бизнеса. Конкурентная стратегия ссылка скрыта – один из краеугольных камней учебной программы Harvard Business School, признанного лидера среди бизнес-школ, специализирующихся на обучении стратегическому управлению бизнесом. Компания без стратегии – набор активов, отягощенных обязательствами. «Совершенная конкурентная стратегия» имеет сильную практическую направленность. Структура курса «Совершенная конкурентная стратегия»Курс организован в виде четырех модулей. В рамках первого модуля проводится анализ деятельности подразделений компании. Это связано с необходимостью четкого понимания назначения каждого из подразделений, для того чтобы составить представление о потенциальных возможностях компании в целом. Остальные три модуля посвящены собственно стратегии в ее развитии во времени: история возникновения компании, уровень ее развития на сегодняшний день и предполагаемое обновление. «Как специалист-стратег может проанализировать деятельность подразделений компании?» Первый модуль предлагает приемы и технологию, призванные помочь в определении стратегических альтернатив, которые поддерживают стратегию фирмы, распределяют взаимосвязи, а также обеспечивают понимание процесса создания конкурентных преимуществ или же негативных последствий при использовании данных альтернатив. В частности, вы узнаете, как надо анализировать относительные затраты. В первом модуле значительное внимание уделяется количественным оценкам. Это не означает, что стратегия является разделом математики, либо проектирования. Мы уделяем большое внимание количественному анализу с целью придания определенной законченности аналитической аргументации. Акцент делается на том, каким образом количественный анализ влияет на принятие конкретных решений, а не на механическом использовании приемов расчета. «Как появляются успешные стратегии?» Второй модуль посвящен вопросам происхождения стратегий. Внимание сконцентрировано на возникновении новых комплексов эффективных законченных стратегических альтернатив. Мы рассмотрим процесс превращения семян предпринимательства в полноценные стратегии и в компаниях новой экономики, подобных Lycos, и в традиционных фирмах, таких как Gannet Corporation (учредитель USA Today). Здесь и в последующих модулях поднимаются практические вопросы достижения согласованности. Должна ли она быть неотъемлемой частью имиджа компании, начиная с момента основания, подобно хорошим манерам, которые следует воспитывать в ребенке с малых лет, или же ее можно добиться в более позднем периоде? Должна ли она исходить от высшего управленческого звена, рядовых сотрудников, или же быть комбинацией того и другого? Является ли стабильность предпосылкой успеха, его побочным продуктом, или и тем и другим, а может быть, ни тем и ни другим? Мы также внимательно рассматриваем фактор удачи в разработке стратегии. Многие из известных стратегий, которые изучаются в Гарвардской школе бизнеса, являются сочетанием случайного и преднамеренного. Как руководители компаний могут достичь наибольшего успеха, используя удачное стечение обстоятельств? Какую роль играют руководители в процессе, где присутствует удача и случайность? Первые два модуля заставляют нас произвести оценку преимуществ и слабых сторон традиционного процесса планирования. К сожалению, общепринятые процедуры планирования плохо сочетаются с процессом принятия решений по вопросам, выходящим за рамки организационных границ. Традиционные методы предлагают использование нескоординированных, постепенно нарастающих изменений в работе отдельных подразделений компании, что зачастую приводит к появлению набора неиспользуемых аналитических решений. Еще более опасной особенностью традиционных подходов является то, что они редко приводят к новым жизнеспособным стратегиям. Мы предлагаем альтернативный подход к выбору стратегий, который ведет к разработке всеобъемлющих решений, позволяет компании сконцентрировать усилия на анализе действительно существенных проблем, а также способствует появлению креативности в подходе к разработке стратегий. Альтернативный подход, который является главным элементом данного курса, появляется как объект изучения между двумя первыми модулями и разрабатывается до конца курса. «Почему не все стратегии являются успешными?». В рамках курса рассматриваются как внешние, так и внутренние причины отрицательных результатов. Неудача обычно связана как с внешними причинами, так и внутренними преградами для адекватного реагирования. В третьем модуле рассматриваются четыре вида внутренних барьеров, связанных с административным восприятием, мотивацией, стимулированием и координацией усилий. «Какими путями компании меняют свои стратегии и достигают успеха?» В рамках последнего модуля изучаются вопросы корректировки стратегий в свете изменений внешних условий и общей неопределенности. Рассматриваются изменения, затронувшие такие крупные компании, как IBM, а также фирмы среднего размера, как Ben and Jerry’s. На концептуальном уровне мы разбираем пути преодоления внутренних барьеров, мешающих адекватному реагированию, которые были обозначены в третьем модуле. Кроме того, мы привлекаем внимание к фундаментальному положению в разработке стратегий: близко взаимосвязанные наборы стратегических альтернатив могут быть эффективными в определенный отрезок времени, но их трудно модифицировать в соответствии с изменениями в окружающем мире. На уровне практики мы вкратце приводим ряд конкретных приемов, которые могут оказаться полезными в «плавании по бурным водам» (например, сценарии планирования, конкретные альтернативные решения, теорию игр). Тайичи Оно. Миллион за ткацкий станок Эзотерическое переименование в данном случае оправдало себя сторицей. Кто сейчас вспоминает о том, что в 1950-х словосочетание «японский автомобиль» означало для потребителей Старого и Нового Света нечто дешевое и второсортное, одним словом — неудачную копию с западных образцов? Что «Тойота», впервые выйдя на американский рынок в 1957г. с моделью Toyopet Crown, продала в течение следующего года аж … 287 автомобилей? Полвека спустя аналитики автомобильного рынка, оценивая заложенные в бизнес-плане Toyota Motor Co на 2006 г. показатели, напряженно чешут затылок. Если все запланированное будет выполнено (а так, скорее всего, и будет — ведь «Тойота», в отличие от своих западных конкурентов, сейчас увеличивает продажи на всех ключевых рынках — домашнем, американском и европейском), японская компания выходит в нынешнем году на первое место по производству автомобилей в мире. Так что не зря Киичиро Тойода считал штрихи в иероглифах. Но, конечно же, никакая мистика не помогла бы, если бы не сочеталась с талантом, упорством и трудолюбием людей, создавших компанию «Тойота». Первый в их числе — Сакичи Тойода, национальный герой Страны восходящего солнца, промышленник и изобретатель. Японское патентное бюро назвало Тойоду одним из десяти величайших изобретателей страны, а еженедельник «Форбс» внес его в список наиболее влиятельных бизнесменов всех времен и народов под номером 13 (и тут, похоже, без «магии чисел» не обошлось). Главное изобретение Сакичи Тойоды, которое принесло ему славу и деньги, не имеет, впрочем, к автомобилям никакого отношения. Зато для текстильной промышленности, из которой «выросла» будущая бизнес-империя «Тойода», оно стало поистине революционным. В 1924 г. Сакичи Тойода изобрел ткацкий станок, в котором челнок автоматически останавливался в случае обрыва нити. Это резко улучшило качество получаемых тканей, более того — открыло путь к созданию автоматических ткацких машин, где один оператор мог обслуживать сразу несколько станков. Прибыли японских ткачей, которые использовали станок Тойоды, резко возросли, а текстильная промышленность страны впервые стала конкурентоспособной на мировом уровне. Лидером ткацкой промышленности на Западе традиционно считалась Британия. В 1929 г. компания Platt Brothers & Co, ведущий мировой производитель текстиля тех лет, приобрела право на использование изобретения Тойоды за миллион иен. Эти средства стали источником развития новых направлений деятельности компании, в том числе — и автомобильного. Грузовик с одной фарой В 1930 г. Сакичи Тойода скончался, и бразды правления в компании перешли к его сыну Киичиро. К тому времени в мире обозначился спад текстильного производства. Более того, агрессивная политика Японии 1930-х привела к ухудшению торговли с заокеанскими рынками. Нужно было искать новые направления бизнеса, причем ориентироваться в первую очередь на домашний рынок. Киичиро Тойода решил, что наибольшие перспективы в этих условиях сулит производство автомобилей. Подразделение компании «Автоматические ткацкие станки Тойода», предназначенное для выполнения этой задачи, было основано в сентябре 1933 г. Свою деятельность оно начало с создания в 1934 г. бензинового двигателя под кодовым названием «Тип А». Год спустя этот двигатель был использован для первой легковой «Модели А1» и грузовика G1. А в 1936 г. начался выпуск модели АА — первого серийного легкового автомобиля компании. Четырехдверный седан был достаточно серьезным автомобилем как для первенца — с 6-цилиндровым двигателем объемом 3389 куб. см и мощностью 65 л.с. Внешний дизайн модели АА напоминал американский «Крайслер Эйрфлоу» 1934 г. Однако машина пользовалась незначительным спросом, поскольку японский рынок легковых автомобилей был в те годы в зачаточном состоянии. Гораздо более ходовым товаром оказались грузовые модели компании. В 1937 г. автомобильное подразделение было официально отделено от материнской компании под тем самым счастливым именем «Тойота Мотор». Впрочем, счастья в те годы было не так уж много, поскольку до окончания Второй мировой войны «Тойота» «ходила» в военной форме. Производство легковых автомобилей было остановлено, и единственным видом продукции стали армейские грузовики. С одной стороны, массовые военные заказы гарантировали загрузку производственных мощностей. Но при этом о конструкторских изысках следовало забыть: армии требовались автомобили попроще и подешевле. Дошло до того, что на грузовиках «Тойота» устанавливалась одна фара вместо двух — с целью экономии. Но, похоже, под занавес войны счастливая буква выручила «Тойоту» еще раз. Заводы компании находились в списке главных целей американской бомбардировочной авиации. Но «Тойоте» повезло: война закончилась раньше, чем была отдана команда смести ее с лица земли. Самурайский конвейер Послевоенный рост производства «Тойоты» напоминал подъем аэростата в стратосферу — причем даже не с поверхности земли, а из глубокой шахты. Поначалу — мизерные объемы продаж на внутреннем рынке. Затем — непрерывный рост. К примеру, за пять лет производства первой послевоенной модели Toyopet SA было выпушено аж 215 таких машин. К 1955 г. «Тойота» производила 8400 автомобилей в год. Через десять лет, в 1965-м — 600 тыс. Та же ситуация повторилась и на зарубежном рынке. В конце 1950-х продажи «Тойоты» в США были мизерными, в 1964 г. они составляли всего лишь 2 тыс. автомобилей в год. А к 1971 г. — превысили 300 тыс. Главная причина такого впечатляющего прогресса известна. В начале 1950-х на заводах «Тойоты» была разработана и внедрена система организации производства, которая на голову превосходила американские и европейские аналоги. Создателем этой системы, вошедшей сейчас в учебники промышленного менеджмента, стал вице-президент компании Тайичи Оно. Поскольку послевоенное восстановление японской промышленности проходило под патронатом американцев, именно американская модель производства была предложена для внедрения на «Тойоте». Оно отправился в США изучать работу классического фордовского конвейера. И обнаружил, что эта система отнюдь не безупречна. В ней все было подчинено одной цели — сделать как можно больше машин. Каждый последующий этап производства «подталкивался» компонентами, уже выпущенными на предыдущем этапе. Очень часто на более высоких уровнях производства не могли справиться с потоком ненужных на данный момент деталей. Как следствие страдало качество и падала эффективность. Более того, в такой системе рабочий конвейера чувствовал себя неким биороботом, которому было все равно, что происходит с «его» деталями дальше — лишь бы «наштамповать» их как можно больше. Тайичи Оно начал искать способ усовершенствования конвейера. И подсказку нашел тоже в США — но не на заводе, а в супермаркете. А именно — принцип, когда потребитель берет с полок только то, что ему нужно, в необходимых количествах и в необходимое время. Предложенная Тайичи Оно система производства основывалась не на «толкающем», а на «тянущем» движении продукции. Каждая линия конвейера являлась «потребителем» для предыдущей линии и «полкой супермаркета» — для последующей. «Верхний» этап производства брал с этой полки только те компоненты, которые были ему необходимы для выпуска своей продукции, и строго в необходимых количествах. «Нижний» же отслеживал, что и в каких объемах было отобрано с его полки, и восполнял ассортимент, выпуская ровно столько деталей, сколько нужно. Подобный подход позволял избавиться от залежей ненужных деталей, гибко контролировать производство, улучшить качество, а главное — быстро реагировать на изменения рынка и пожелания потребителей. Ведь теперь процесс производства был подчинен не тому, что было наштамповано в самом начале, а тому, что нужно получить в конце. Рыночное фехтование Маркетинговой политике «Тойоты» свойственна очень сильная сегментация по региональным рынкам. Нередко доходило до курьезов: одна и та же машина могла предлагаться в разных странах под разными названиями, и наоборот — одноименные модели для Японии и США могли быть совершенно разными и по дизайну, и по технической начинке. Более того, именно «Тойота» первой додумалась до выделения из массива своей продукции особого бренда, четко нацеленного на определенную потребительскую аудиторию. Несмотря на то, что качество и техническая оснащенность автомобилей «Тойота» к середине 1980-х позволяли уверенно конкурировать в среднем классе, путь в наиболее прибыльные верхние эшелоны (в первую очередь это касалось американского рынка) по-прежнему был закрыт. Имидж для покупателей престижных автомобилей играет далеко не последнюю роль, а «Тойота» имела репутацию машины «для масс». Вместо того чтобы ломать традицию, японцы поступили проще: открыли в 1986 г. подразделение Lexus, изначально ориентированное на выпуск премиум-моделей. Этот ход себя полностью оправдал, и позже по такому же пути пошли и другие ведущие японские автопроизводители — «Хонда» с брендом «Акура» и «Ниссан» с «Инфинити». А сама «Тойота» повторила удачный прием еще раз, но уже для другой потребительской аудитории. Дело в том, что автомобили «Тойота» воспринимаются потребителями США как надежные, практичные, но… скучноватые и без особого драйва. Чтобы закрыть «молодежный» сегмент потребительской аудитории, был создан отдельный бренд Scion — под ним выпускаются модели с подчеркнуто авангардным дизайном. Нельзя не упомянуть еще одну успешную «фишку» Toyota — выпуск гибридного автомобиля Prius. Эта модель оснащена двумя типами двигателей — бензиновым и электрическим. На высоких скоростях бензиновый мотор не только разгоняет машину, но и подзаряжает аккумулятор. На электрике Prius движется на небольших скоростях, а также в режиме ускорения: тогда электрический мотор помогает бензиновому. Более того, тойотовцы научили Prius экономить часть энергии торможения. В обычных машинах кинетическая энергия машины при торможении уходит в трение тормозных колодок, а в Prius специальный генератор преобразует ее обратно в электрику. Благодаря этому гибридомобиль отличается завидной экономичностью и экологичностью. Когда Toyota представила Prius на рынке США, конкурирующие автогиганты снисходительно пожали плечами. Элементарный расчет показывал бесперспективность подобных моделей. Действительно, оснащенный дорогим гибридным двигателем Prius предлагался в Америке по цене около $20 тыс. Автомобиль аналогичного класса с современным двигателем (например, дизелем Common Rail) стоил почти в два раза дешевле. Сэкономленных денег хватило бы на покупку топлива в течение периода, который с лихвой покрывает средний срок эксплуатации подобного автомобиля. Да и по экологичности «традиционные» машины не так уж сильно проигрывают гибридным. Все эти расчеты были абсолютно правильными, но их авторы не учли одного — психологии потребителя. А тот с энтузиазмом воспринял идею покупки машины, которая ест мало бензина и сохраняет экологию. И ничего, что она стоит дороже. За «примусами» в США выстроились очереди, объемы продаж превысили запланированные в разы, и в результате именно Prius получил титул автомобиля 2004 г. А конкуренты вынуждены были броситься вдогонку. Но и на этом история не закончилась — недавно американские кулибины установили в Prius дополнительную батарею, научили ее подзаряжаться от обычной розетки и снизили потребление бензина до трех с небольшим литров на 100 км. Электромобили, машины с водородным двигателем, футуристические концепции дизайна — все эти проекты «Тойоты» рано или поздно появятся на мировом рынке. И произведут воздействие не меньшее, чем некогда — автоматический ткацкий станок. Джуран |