
Руководящие технические материалы по сварке и контролю качества соединений арматуры и закладных изделий железобетонных конструкций (ртм 393-94)
| Вид материала | Документы |
Содержание5.2. Механизированная сварка в среде углекислого газа тавровых соединений |
- Welded reinforcing products and inserts welded joints of reinforcement and inserts, 1262.53kb.
- Рекомендации. Рекомендации по натурным обследованиям железобетонных конструкций госстрой, 940kb.
- "Обеспечение качества, долговечности и надежности железобетонных конструкций", 44.83kb.
- Рекомендации по обеспечению надежности и долговечности железобетонных конструкций, 2314.01kb.
- Организация производства железобетонных изделий с использованием новых технологий, 14.94kb.
- 2. Технические характеристики, 53.54kb.
- Ое предприятие жбк-3 было основано в 1952 году, как базовое предприятие по производству, 17.94kb.
- Разработанная технология позволяет быстро и качественно приваривать стержни из арматурной, 59.54kb.
- Требования к выдаче свидетельства о допуске к работам по монтажу сборных железобетонных, 33.04kb.
- Бизнес-план организация цеха железобетонных изделий, 1068.04kb.
5.2. Механизированная сварка в среде углекислого газа тавровых соединений
5.2.1. Конструкции и размеры тавровых соединений арматуры с элементами проката, выполняемые механизированной сваркой в среде углекислого газа типа Т10-Мс и Т11-Мц, должны соответствовать при веденным на рис.5.7 и в табл.5.4.
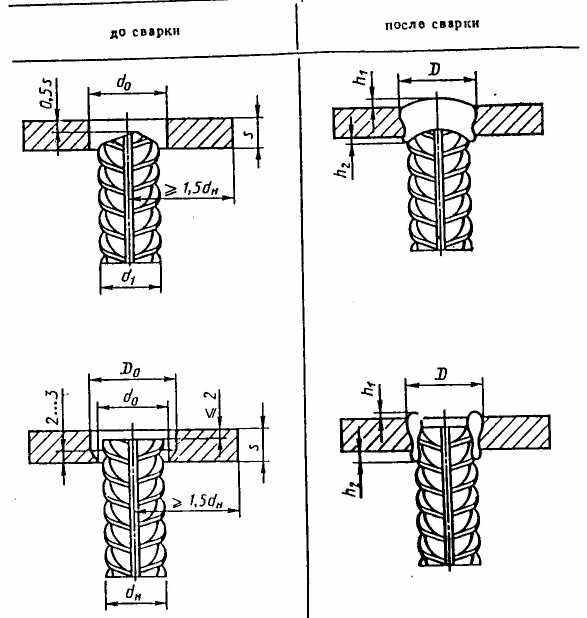
Рис.5.7 Конструкции тавровых соединений, выполняемых механизированной сваркой в среде СО2 в сквозное отверстие (а) и цинкованное отверстие (б) (соответственно типа Т10-Мс и Т11-Мц)
Таблица 5.4
| Размеры в мм | |||||||||
| Обозначение типа соединения, способа сварки | Класс аркатуры | dн | S | d0 | D0 | S/dн | h1 | h2 | D |
| Т10-Мс | A-I, А-II, А-III, Ат-IIIС | 12 | ³8 | d1+2 | d0+10 | ³0,5 | 0-1 | 4-5 | 22-26 |
| 14 | 26-30 | ||||||||
| 16 | 28-32 | ||||||||
| Т11-Мц | 18 | ³10 | 0-2 | 5-6 | 30-35 | ||||
| 20 | 35-42 | ||||||||
| 22 | ³ 12 | 38-44 | |||||||
| 25 | 46-48 | ||||||||
Примечания: 1. Арматура класса Ат-IIIС может применяться диаметром до 18 мм.
2. Для арматуры классов A-III и Ат-IIIС значение S/dн³0,55
5.2.2. Сварку элементов закладных изделий осуществляют, как правило, в кондукторах. Допускается собирать стержни с пластинами на прихватках штучными электродами. Прихватки должны быть расположены с двух противоположных сторон стержня в нижней части разделки.
5.2.3. Параметры режимов механизированной сварки в среде СО2 и их рекомендуемые значения приведены в табл.5.5.
Таблица 5.5
| Диаметр стержня (dн), мм | Толщина пластины (d), мм | Значение параметров режима сварки | |||
| сварочный ток* (Iсв), А | напряжение на дуге (Uq), В | скорость, м/ч | |||
| подачи электродной проволоки (V) | наплавки при настройке полуавтомата (V) | ||||
| 12-16 | 7-12 | 380-400 | 32-34 | 340-400 | 45-35 |
| 18-25 | 10-18 | 400-440 | 34-36 | 400-450 | 34-27 |
* Ток постоянный, обратная полярность.
Сварка должна выполняться проволокой сплошного сечения диаметром 2 мм при расходе газа от 1000 до 1200 л/ч. Настройку полуавтомата на оптимальный режим, который характеризуется малым раабрызгиванием, ровным и непрерывным горением дуги и правильным формированием шва, следует осуществлять путем наплавки пробных валиковых швов на пластину.
5.2.4. Расположение сварочной горелки относительно свариваемых деталей, расстояние между кромками сопла и мундштука, а также вылет электродной проволоки должны соответствовать указанным на рис.5.8 и 5.9. Сварку следует вести углом назад (величина угла должна составлять 75°).
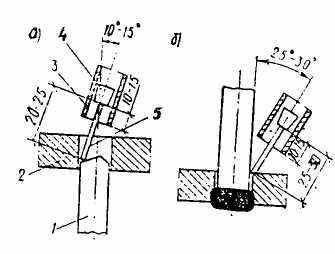
Рис. 5.8. Схема с основными (а) и подварочным (б) швами в тавровом соединении стержней диаметром 12-16 мм
1 - стержни; 2 - пластина:3 - сопло сварочной горелки; 4 - мундштук; 5 - сварочная проволока
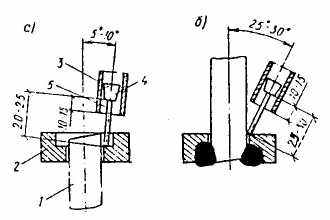
Рис.5.9. Схема сварки основным (а) и подварочным (б) швами в тавровом соединении стержней диаметром 18-25 мм
1 - стержень; 2 - пластина; 3 - сопло сварочной горелки; 4 - мундштук; 5 - сварочная проволока
5.2.5. Перед сваркой следует удалить остатки воздуха из шлангов продувкой их углекислым газом.
5.2.6. Тавровые соединения стержней диаметрами 12-16 мм с пластиной должны выполняться в два этапа (рис.5.8):
1) наплавить основной шов (рис.5.8,а). При этом конец электродной проволоки следует перемещать по кругу вдоль стенки отверстия в пластине закладного изделия. Наплавка основного шва заканчивается после полного заполнения отверстия;
2) наложить подварочный кольцевой однопроходный шов (рис.5.8,б), Для этого следует возбудить дугу на пластине в 5-7 мм от отверстия (рис.5.10). Затем конец электродной проволоки перемещают вокруг стержня на расстояние 1-2 мм от кромки отверстия. Сварку следует закончить после перекрытия начала шва и вывода дуги на пластину по касательной на расстояние 10-15 мм.
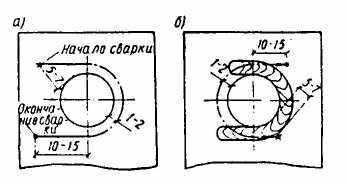
Рис.5.10. Порядок сварки подварочными швами
а - первым полукольцевым швом; б - вторым полукольцевым швом
5.2.7 Тавровые соединения стержней диаметрами 18-25 мм с пластиной должны выполняться в два этапа (рис.5.9).
1) за один проход следует наплавить основной кольцевой шов. При этом заплавляется зазор между стержнями и стенкой отверстия в пластине закладного изделия (рис.5.9,а);
2) наложить два полу кольцевых подварочных шва (рис. 5.9,б) по схеме, приведенной на рис. 5.10. Второй полукольцевой шов должен выполняться через 10-15 с после окончания наплавки первого полукольцевого шва.
5.2.8. При изготовлении изделий типа "закрытый столик" вначале рекомендуется производить сварку двух основных швов по концам каждого анкерного стержня, а затем сварку подварочных швов.