
2 Организация освоения производства новой техники
| Вид материала | Документы |
- Испытания новой техники и оборудования механизации животноводства и экономическая эффективность, 43.85kb.
- «экономическая эффективность внедрения новой техники на хлебозаводе», 287.96kb.
- Рабочей программы учебной дисциплины организация производства уровень основной образовательной, 50.63kb.
- Вопросы для поступающих по дисциплине «Организация производства», 29.25kb.
- Бизнес-план организация цеха железобетонных изделий, 1068.04kb.
- Тематика рефератов по курсу «Экономика и управление инновациями», 12.88kb.
- Пояснительная записка к предмету ««Автоматизация производства», 90.09kb.
- Организация производства, 1218.9kb.
- Нп «сибирская ассоциация консультантов», 63.43kb.
- План: Введение. Сущность производства и его организация. Внешние эффекты производства., 154.4kb.
2.6. Организация освоения производства новой техники
2.6.1. Характеристика процесса освоения производства
Освоение производства – это начальный период промышленного производства новой продукции, в течение которого обеспечивается достижение запланированных проектных технико-экономических показателей (прежде всего проектного выпуска новых изделий в единицу времени, проектной трудоемкости и себестоимости единицы продукции).
В единичном производстве период освоения практически отсутствует, так как обновление номенклатуры связано с выпуском каждого нового единичного изделия либо небольшой партии.
Особенности периода освоения:
1) значительное количество конструкторско-технологических изменений, которое требует не только внесения корректировок в техническую документацию, но и изменения уже освоенных технологических операций, технологического оснащения, а иногда и процессов в целом;
2) необходимость приобретения рабочими профессиональных навыков, выработки рациональных трудовых приемов в изменившихся производственно-технических условиях;
3) достигнутый уровень подготовленности предприятия к освоению новой продукции.
Отмеченные выше особенности периода освоения проявляются в конечном счете в технико-экономических показателях предприятия: продолжительности этого периода и ярко выраженном динамизме производственных затрат – трудоемкости, материалоемкости, себестоимости.
Продолжительность периода освоения новой техники Тосв,- период времени от начала освоения изделия до достижения нормативного уровня затрат, характерного для установившегося серийного производства.
Основными направлениями сокращения Tосв являются:
1) совершенствование конструкции изделий, прежде всего повышение уровня технологичности и унификации;
2) типизация технологических процессов и технологического оснащения, особенно за счет расширения применения групповых процессов и оснастки;
3) повышение уровня специализации производственных процессов и совершенствование на этой основе производственной структуры предприятия;
4) повышение уровня механизации и автоматизации производственных процессов, главным образом за счет создания и широкого внедрения станков с ЧПУ и роботизированных комплексов;
5) повышение гибкости производства;
6) совершенствование материально-технического снабжения;
7) повышение квалификации работников и ускоренное обучение их приемам выполнения новых операций;
8) совершенствование нормативной базы планирования и экономического стимулирования ускоренного освоения новой техники;
9) повышение показателей технико-организационного уровня производства.
2.6.2. Организация перехода на выпуск новой продукции
Сущестуют три основных метода перехода на выпуск новой продукции: 1 – последовательный; 2 – параллельный; 3 – параллельно-последовательный.
1. Последовательный метод перехода – производство новой продукции начинается после полного прекращения выпуска продукции, снимаемой с производства.
Можно выделить 2 варианта этого метода: (а) прерывно-последовательный и (б) непрерывно-последовательный.
(а) Прерывно-последовательный вариант: после прекращения выпуска старого изделия 1 на тех же производственных площадях выполняются работы по перепланировке и монтажу технологического оборудования и транспортных средств (в течение Т), а по их завершении начинается освоение производства нового изделия 2.
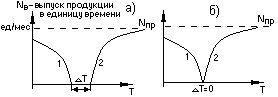 Т – минимальная величина остановки производства, в течение которого отсутствует выпуск как изделия 1, так и изделия 2.
Т – минимальная величина остановки производства, в течение которого отсутствует выпуск как изделия 1, так и изделия 2.Достоинства: самый простой вариант перехода в организационно-технологическом отношении.
Недостатки: велики потери в суммарном выпуске продукции. За время Т, хотя и отсутствует выпуск продукции, возникают затраты (удельные условно-постоянные расходы), которые будут начислены на себестоимость осваиваемого изделия.
(б) Непрерывно-последовательный вариант – выпуск осваиваемого изделия начинается сразу же после прекращения выпуска изделия, снимаемого с производства, т.е. Т = 0.
Условия: 1) требуется высокая степень законченности работ по ТПП нового изделия к началу его освоения (80% технологических процессов, до 95% смонтированного оборудования); 2) - для массового производства:
(а) наличие резервных (либо дополнительных) производственных площадей для подготовки к выпуску новой продукции либо
(б) высокий уровень унификации нового и старого изделий (тогда можно обойтись без значительного использования резервных (дополнительных) площадей);
- для серийного производства:
при высоком уровне типизации применяемых технологических процессов и технологического оснащения.
2. Параллельный метод перехода постепенное замещение снимаемой с производства продукции вновь осваиваемой. Одновременно с сокращением объемов производства старой модели происходит нарастание выпуска новой продукции (Т – величина отрезка времени совмещения).
Достоинства: значительное сокращение (а в отдельных случаях – и полная ликвидация) потерь в суммарном выпуске продукции при освоении нового изделия.
Варианты параллельного метода:
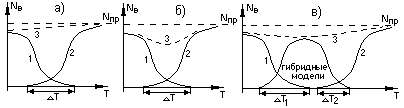
(а) линия 3 – суммарный выпуск изделий (снимаемого с производства и осваиваемого) остается неизменным, во всяком случае – не сокращается.
Условия: 1) дополнительные производственные рабочие из-за более высокой трудоемкости осваиваемого изделия по сравнению со снимаемой с производства; 2) увеличение производственных мощностей предприятия;
при отсутствии этих двух условий – вариант (б), при котором суммарный выпуск продукции несколько снижается в период освоения нового изделия. Но снижения суммарного выпуска можно вообще избежать при высоком уровне унификации заменяемого и осваиваемого изделий;
(в) параллельно-поэтапный (безостановочный) вариант – процесс обновления выпускаемой продукции выполняется в несколько этапов, в ходе которых осваивается выпуск так называемых гибридных, или переходных моделей. Переходная модель отличается от предшествующей модели конструкцией отдельных узлов, агрегатов, элементов и блоков.
На каждом из этапов происходит обновление только отдельных составных элементов продукции предприятия.
Достоинства: 1) не нужна коренная реконструкция предприятия;
2) равномерный выпуск продукции на каждом из этапов;
3) снижение затрат на освоение производства.
Недостатки: удлинение процесса обновления выпускаемых изделий (отсюда – преждевременное моральное устаревание новой продукции).
3. Параллельно-последовательный метод характерен для массового производства при освоении новой продукции, существенно отличающейся по конструкции от снимаемой.
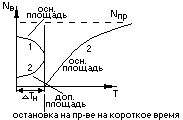
Условия: 1) создаются дополнительные мощности (участки, цехи), на которых начинается освоение нового изделия; 2) отработка технологических процессов; 3) квалификационная подготовка кадров; 4) организация выпуска первых партий новой продукции.
В течение начального периода Т параллельно:
1) продолжается выпуск изделий, подлежащих замене;
2) освоение производства на дополнительных участках.
После начального периода Тн – кратковременная остановка и в основном производстве, и на дополнительных участках для перепланировки оборудования: оборудование дополнительных участков передается в цехи основного производства. По завершении этих работ организуется выпуск новой продукции.
Недостатки: 1) потери в суммарном выпуске продукции за время остановки производства и в начале последующего периода освоения нового изделия в цехах; 2) требуются дополнительные (резервные) площади для организации временных участков.
Достоинства: проведение начальных этапов освоения на дополнительных (временных) участках обеспечивает высокие темпы нарастания выпуска нового изделия.
Необходимо всегда обеспечить для данных условий минимум потерь. Но рецепта единого нет: для сложных изделий массового производства – параллельно-последовательный метод перехода может оказаться наилучшим, а для простых, при высокой степени унификации – даже последовательный.
2.6.3. Динамика технико-экономических показателей и планирование
удельных затрат производства в период освоения новой продукции
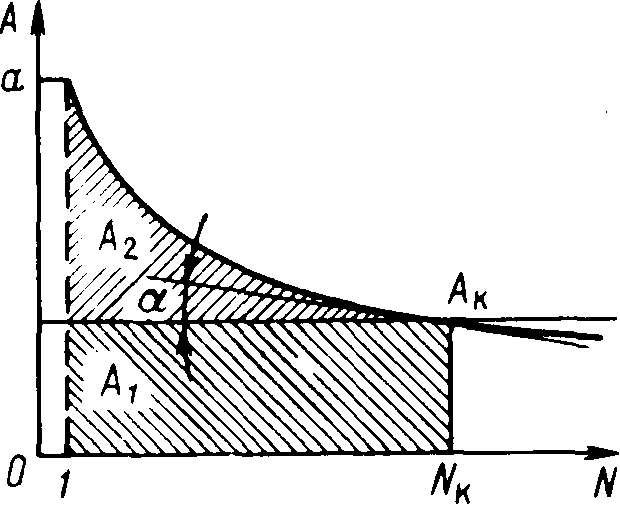
Зависимость затрат от порядкового номера осваиваемого изделия может быть описана в виде степенной функции
Ai = ai Ni-b,
где Ai — удельные затраты (трудоемкость, материалоемкость, себестоимость и т.п.) на изготовление единицы изделия i-го наименования с порядковым номером Ni в суммарном объеме выпуска; аi — затраты на изготовление изделия с Ni = 1; b - показатель степени, характеризующий крутизну зависимости Ai = f(Ni).
Для планирования рекомендуется строить кривые освоения от известного (заданного) конечного значения удельных затрат Аk, которое должно быть достигнуто при установившемся серийном выпуске новых изделий:
А = Аk (Nk/N)b = Ak (N/Nk)-b.
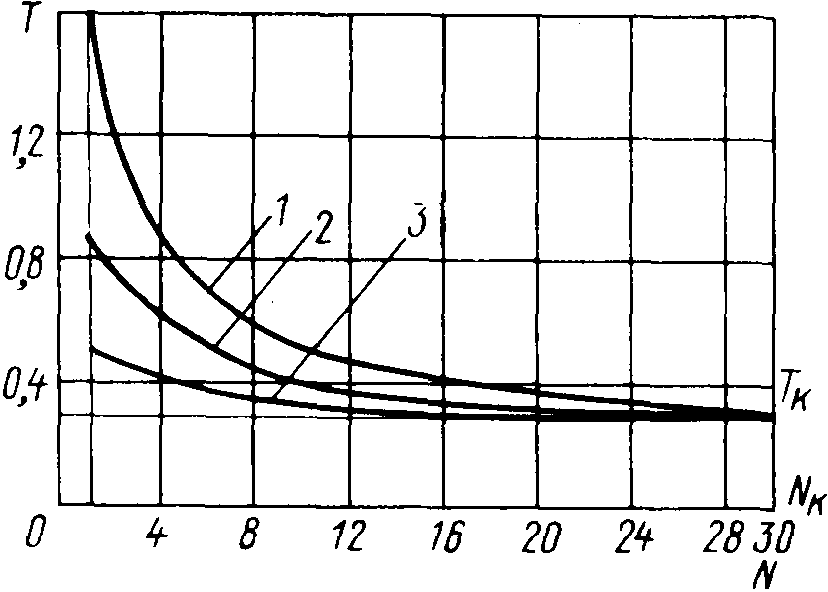
| Кривые освоения: 1– b = 0,514; Koc= 0,7; 2 - b = 0,32; Кос= 0,8; 3 - b = 0,15; Кос= 0,9 | Изменение затрат на производство в процессе освоения изделия |
Пример
Тестируют претендента для работы на сборочной линии. Менеджер считает, что сравнительно стабильное время выполнения операции достигается примерно через 1000 выполненных операций. Норма времени на данной операции составляет 4 мин.
(а) Если претендент на данное рабочее место выполнил первую тестовую операцию за 10 мин., а вторую – за 9 мин., можно ли принять его на работу?
(б) За какое время претендент выполнить 10-ю тестируемую операцию?
Решение
ВОПРОСЫ И ЗАДАНИЯ ДЛЯ САМОКОНТРОЛЯ И ОБСУЖДЕНИЯ
1. В период освоения выпуска нового изделия что выгоднее: – иметь показатель, характеризующий крутизну кривой снижения удельных затрат, bi = 0,4 или bi = 0,3 – и почему?
2. Определить продолжительность периода освоения новой продукции, суммарную трудоемкость изделий, затраты предприятия по основной зарплате основных рабочих за период освоения при следующих данных:
1) начальная трудоемкость изготовления изделия Тн = 950 нормо-ч, проектная трудоемкость Тосв = 160 нормо-ч;
2) снижение трудоемкости изделий в период освоения характеризуется величиной b = 0,28;
3) среднемесячный выпуск изделий в период освоения Nмес = 40 изд/мес.;
4) средняя часовая ставка оплаты труда основных рабочих lч = 18 руб/ч.
3. После наблюдения 50 циклов изготовления изделия установлена норма времени в 0,2 часа на единицу продукции. Вычислите среднее время изготовления единицы продукции после 100, 200 и 400 циклов при 90%-й готовности.
4. Компания по обслуживанию автомобилей недавно приняла на работу Славу механиком со специализацией по центровке передних колес. Хотя он и опытный механик, но никогда раньше не пользовался оборудованием этой фирмы. Норма времени на выполнение операции составляла 30 мин. Первый раз он выполнил работу за 50 мин., второй раз – за 47,5 мин.
а) За какое время Слава выполнит центровку в 10-й раз?
б) За какое время Слава выполнит 100-ю центровку?
5. Петр Иванов, менеджер по контрактам компании АВС, в настоящее время привлечен к разработке цены по будущему правительственному контракту. При сборе данных по производству первых трех единиц изделий, которые компания АВС изготовила в соответствии с контрактом на НИОКР, г-н Иванов обнаружил, что на изготовление первого изделия ушло 2000 рабочих часов, на второе – 1800 рабочих часов и на третье – 1682 часа.
Сколько рабочего времени должен запланировать г-н Иванов в контракте на изготовление еще трех изделий?
6. Вы только что получили от производителя 10 электронных блоков по цене 250 долл. за единицу. На изделие вашей компании, в котором используются упомянутые блоки, поступил новый заказ, поэтому вам надо закупит еще 40 блоков. Необходимо, чтобы поставки производились партиями по 10 единиц каждая: блоки громоздкие, и вам для выполнения нового заказа нужно только по 10 блоков в месяц.
а) Определите стоимость каждой партии, приняв, что в прошлом году у вашего поставщика на аналогичное изделие была 70%-я готовность. Учтите, что коэффициент освоения в 70% относится к каждой партии из 10 изделий, а не к каждому изделию.
б) Предположим, вы поставщик и можете изготовить в настоящее время 20 единиц продукции, но изготовление следующей партии в 20 изделий сможете начать только через 2 месяца. О какой цене вам следует договориться?
7. При организации массового выпуска нового изделия процесс освоения планируется завершить за 15 месяцев. Для периода освоения характерно значение b = 0,3. Себестоимость одного изделия в первом месяце освоения – 6 тыс.руб., трудоемкость – 210 нормо-ч. Затраты по заработной плате (с начислениями) – 13 руб/ч. Планируется снижение удельных условно-постоянных расходов за время освоения на 10%. Определить значение проектной трудоемкости и себестоимости.
8. Продукция компании Calcom, специализирующейся на производстве карманных калькуляторов, пользуется спросом, как на внутреннем, так и на внешнем рынке. На настоящий момент фирма выпустила 100 тыс. приборов; издержки производства на единицу продукции составили 3,50 долл. По мнению руководства компании, ее производственным мощностям соответствует 85%-я кривая роста производительности.
а) Как изменятся издержки производства на единицу продукции компании Calcom, если совокупный объем производства достигнет 800 тыс. штук?
б) При каком приблизительно совокупном объеме производства компания сможет снизить издержки производства на единицу продукции до 2,55 долл.?
9. Освоение производства нового редуктора планируется завершить в течение 6 месяцев, когда будет достигнута нормативная трудоемкость 40 нормо-ч. Процесс освоения характеризуется значение b = 0,5. За время освоения предполагается изготовить 625 изделий. Продолжительность смены - 8 ч, число рабочих дней в месяце - 22, планируемые потери рабочего времени – 2%. Определить необходимое количество рабочих, занятых изготовлением новой продукции.
10. Оценить экономическую целесообразность использования параллельного либо параллельно-последовательного метода при освоении производства изделия Р-4 вместо снимаемого с производства изделия Р-3. Достигнутый заводом выпуск изделий Р-3 – 400 шт/мес., проектный выпуск изделий Р-4 – 480 шт/мес. Возможность использования резервных участков позволяет начать выпуск изделий Р-4 одновременно с сокращением выпуска изделий Р-3, а также свести время кратковременной остановки сборочной линии до 0,5 месяца. Основные данные по предполагаемым методам перехода приведены в табл.1.
Таблица 1
Основные данные по методам перехода на выпуск изделий Р-4
| Характеристика методов перехода | Метод перехода | |
| параллельный | параллельно- последовательный | |
| Интенсивность свертывания производства изделия Р-3, шт/мес. | 25 | 010 |
| Продолжительность выпуска изделия Р-4 на резервных участках, мес. | - | 004 |
| Интенсивность нарастания объемов выпуска изделия Р-4 на резервных участках, шт/мес. | - | 015 |
| Интенсивность нарастания объемов выпуска изделия Р-4 в основном производстве, шт/мес. | 30 | 060 |
| Продолжительность времени совместного выпуска изделий Р-3 и Р-4, мес. | 06 | - |
| Дополнительные текущие затраты предприятия, связанные с созданием резервных участков Sдоп, тыс.руб. | - | 510 |
Поставка заказчику единицы изделия Р-3 приносит заводу прибыль ПР-3 в размере 180 руб., изделия Р-4 - ПР-4 = 205 руб.
Требуется:
1) построить графики перехода на производство изделия Р-4 при параллельном и параллельно-последовательном методах перехода;
2) определить продолжительность периода освоения производства изделия Р-4, принимая за начало отсчета момент сокращения выпуска изделия Р-3;
3) выявить эффективный для предприятия метод перехода на выпуск изделия Р-4 и ожидаемый экономический эффект от ускорения освоения нового изделия.
11. Предприятием рассматривается возможность использования прерывно-последова-тельного либо непрерывно-последовательного метода перехода при освоении нового изделия «Дельта 2», которое должно заменить снимаемое с производства изделие «Дельта 1». В табл.2 приведены данные по рассматриваемым вариантам перехода.
Таблица 2
Исходные данные по методам перехода на выпуск изделий «Дельта 2»
| Характеристика метода перехода | Метод перехода | |
| непрерывно-последовательный | прерывно-последовательный | |
| Интенсивность нарастания объемов производства изделий «Дельта 2», шт/мес. | 40 | 64 |
| Интенсивность свертывания производства изделий «Дельта 1», шт/мес. | 25 | 30 |
| Продолжительность простоя на участке сборки ∆Т, мес. | - | 1,2 |
Достигнутый предприятием выпуск изделий «Дельта 1» - 250 шт/мес., проектный выпуск изделий «Дельта 2» - 320 шт/мес. Простой сборочного участка приносит убыток предприятию в размере 210 тыс.руб. в месяц. Реализация заказчику одного изделий «Дельта 2» обеспечивает предприятию прибыль на 460 руб. больше изделия «Дельта 1».
Построить графики свертывания производства изделия «Дельта 1» и освоения изделия «Дельта 2», дать оценку выгодности для предприятия сравниваемых методов перехода.