
Внастоящей работе проведен анализ зависимостей затухающих акустических колебаний отливок из алюминиевых сплавов от характеристик их структуры
| Вид материала | Документы |
- Решение дифференциального уравнения затухающих колебаний, график затухающих колебаний,, 68.04kb.
- 1 исследование затухающих колебаний, 65.22kb.
- Тема: сварка алюминия и его сплавов, 56.75kb.
- «производство отливок из сплавов цветных металлов», 38.25kb.
- Батышев Константин Александрович исследование, 709.6kb.
- Флюсы и рециклинг алюминия, 130.43kb.
- Разработка и внедрение высокоэффективных технологических процессов изготовления отливок, 740.32kb.
- Технические возможности производств Литейное производство, 219.58kb.
- Влияние импульсного электронного облучения на формирование ультрамелкозернистой структуры, 35.51kb.
- Заведующий кафедрой, доцент В. А. Кудрявцев Вопросы Физика и медицина. Задачи биофизики., 124.65kb.
УДК 621. 179
Неразрушающий контроль отливок
акустическими методами
Немененок Болеслав Мечечславович, Рафальский Игорь Владимирович, Киселев Сергей Валентинович, Лущик Павел Евгеньевич, Минск, Белорусский национальный технический университет, rafalski@mail.ru
В настоящей работе проведен анализ зависимостей затухающих акустических колебаний отливок из алюминиевых сплавов от характеристик их структуры. В результате проведенного анализа были выделены спектры частот акустических колебаний, обеспечивающие идентификацию отливок из алюминиевого сплава марки АК5М2 после термической обработки. Использование предложенной методики позволит повысить надежность и качество продукции, предотвратить аварии сложных агрегатов, обеспечить значительный экономический эффект.
Технический контроль в литейном производстве, как важнейший элемент в комплексной системе управления качеством литейной продукции (КС УКЛП), охватывает процессы контроля материалов, технологических процессов и готовой литейной продукции. В настоящее время неразрушающие методы контроля материалов, деталей и изделий представляют особую быстроразвивающуюся отрасль машиностроения. Ценность этих методов состоит в том, что они позволяют обнаруживать как явные, так и скрытые дефекты в материалах, предотвращая появление брака в процессе производства, а также установку бракованных изделий в выпускаемую готовую продукцию.
В соответствии с принятой классификацией регламентируются следующие группы дефектов отливок:
- несоответствие по геометрии;
- дефекты поверхности;
- несплошности в теле отливки;
- включения;
- несоответствие по структуре.
В зависимости от полноты охвата техническим контролем производимой продукции устанавливают следующие виды контроля: сплошной, выборочный, непрерывный, периодический, летучий. В соответствии с существующей классификацией различают разрушающие и неразрушающие методы контроля.
Для изделий ответственного назначения выборочный контроль отдельных изделий недостаточен, так как не позволяет полностью оценить качество продукции. Достаточно надежный результат дает только полный (100%-ный) контроль с применением современных методов неразрушающего контроля (НК). Использование НК позволяет повысить надежность и качество продукции, предотвращает аварии сложных агрегатов, обеспечивает значительный экономический эффект.
Многие производители в целях экономии или некомпетентности игнорируют неразрушающий контроль металлических изделий, технологического оборудования и оснастки, что зачастую приводит к существенному снижению конкурентоспособности выпускаемой продукции.
НК в зависимости от физических явлений, положенных в его основу, подразделяется на следующие виды (ГОСТ 1853-79): магнитный, электрический, вихретоковый, радиоволновой, тепловой, оптический, радиационный, проникающими веществами, акустический.
Из неразрушающих методов контроля наибольшее развитие получила акустическая дефектоскопия.
Акустические свойства изделий из металлов и сплавов в значительной степени определяются особенностями их структуры. Акустические колебания возбуждаются либо механическим воздействием на объект исследования, либо с помощью пьезоэлектрического преобразователя сухим контактным, контактным через жидкую среду или бесконтактным способом через воздушный зазор с помощью электромагнитно-акустического преобразователя. С помощью акустических методов измеряют толщины стенок изделий, выявляют разнообразные дефекты и неоднородности структуры, определяют геометрические характеристики изделий.
Акустические методы широко применяют в НК благодаря ряду их преимуществ перед другими видами НК: акустические колебания легко возбуждаются в контролируемых изделиях; хорошо распространяются в металлах и сплавах; эффективны при выявлении дефектов с малым раскрытием, чувствительны к изменению структуры и физико-механических свойств материалов, не представляют опасности для персонала.
Известно много акустических методов неразрушающего контроля, некоторые применяются в нескольких вариантах. Их делят на две большие группы – активные и пассивные методы. Активные методы основаны на излучении и последующем приёме отражённых или прошедших упругих волн, пассивные - только на приёме волн, источником которых служит сам контролируемый объект.
В настоящей работе был проведен анализ зависимостей затухающих акустических колебаний отливок из алюминиевых сплавов от характеристик их структуры. Для снятия акустических характеристик была отобрана партия типовых производственных отливок, полученных литьем в кокиль (рис. 1). Химический состав отливок соответствует составу промышленного алюминиевого сплава марки АК5М2 ГОСТ 1583-93.

Рисунок 1 – Исследуемые отливки для снятия акустических характеристик из сплава АК5М2
Акустические характеристики обрабатывали в электронной форме в виде массивов значений свободных затухающих акустических колебаний возбуждённого образца, полученную за определённый период времени, путём оцифровывания сигналов датчика акустических колебаний, установленного на поверхность возбуждённого образца или на небольшом расстоянии от неё.
Функциональная схема стенда для получения акустических характеристик литых образцов представлена на рисунке 2.
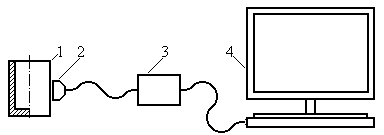
Рисунок 2- Стенд для получения акустических характеристик литых образцов. Схема функциональная. 1 – образец; 2 – датчик акустических колебаний; 3 – измерительный блок; 4 – персональный компьютер.
Акустические колебания, возбуждённые в образце 1, поступают в датчик 2, в котором преобразуются в пропорциональный электрический сигнал. Электрический сигнал поступает в измерительный блок 3, в котором преобразуется в цифровой код. Цифровой код поступает в персональный компьютер 4.
На первом этапе исследования проводилась запись акустических колебаний, полученных внешним воздействием по телу отливки. Спектр звучания отливки обрабатывался в диапазоне частот от 3000 до 7000 Гц и на каждой части спектра находился максимум значений амплитуды звучания (рис. 2). При этом определяли максимальные значения частот акустических колебаний отливок в исходном (литом) состоянии и после проведения термической обработки (выдержка в печи – 4 часа при температуре 525°С с последующим охлаждением в воде).
На рисунке 2 представлены в графическом виде акустические характеристики (спектр частот) исследованной отливки.
| Амплитуда, Дб | 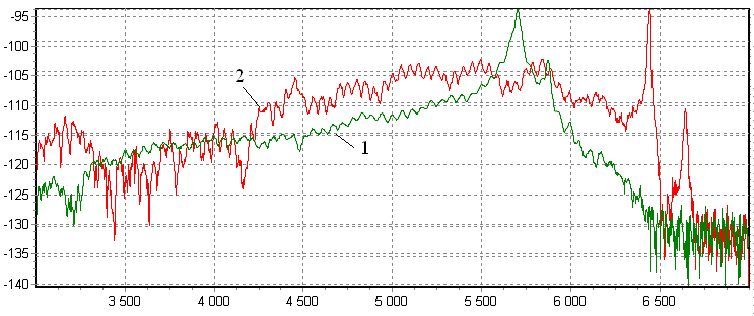 |
Частота, Гц
Рисунок 2 – Амплитудно-частотные зависимости контролируемых отливок из алюминиевых сплавов до (1) и после (2) термической обработки
В результате проведенного анализа были выделены спектры частот акустических колебаний, обеспечивающие идентификацию отливок из алюминиевого сплава марки АК5М2 после термической обработки.