
Тема: сварка алюминия и его сплавов
| Вид материала | Документы |
- Флюсы и рециклинг алюминия, 130.43kb.
- Программа вступительного экзамена в аспирантуру по специальности 05. 03. 06 «Сварка, 131.86kb.
- «Электрошлаковая сварка», 183.55kb.
- Процесс получения и свойства нанопорошков алюминия, приготовленных из массивных алюминиевых, 31.57kb.
- Реферат по курсу стонх на тему «Свойства алюминия и его сплавов», 110.32kb.
- Реферат по курсу материаловедение на тему «Свойства алюминия и его сплавов», 115.17kb.
- Тема урока: «Алюминий – химический элемент, простое вещество». Цели урока: Обучающая, 76.59kb.
- Викторина по теме: «Зарубежная Европа», 54.85kb.
- Электрохимическое окрашивание сплавов алюминия в условиях нестационарных режимов электролиза, 860.42kb.
- Тема: алюминий и его сплавы лекция 14 Алюминий и его сплавы, 32.28kb.
ИНСТРУКЦИОННАЯ КАРТА
Тема: СВАРКА АЛЮМИНИЯ И ЕГО СПЛАВОВ
Учебно-производственные задания. I - сварка деформируемых алюминиевых сплавов, II - сварка литейных алюминиевых сплавов.
Цель заданий: научиться получать качественные сварные соединения при сварке алюминиевых сплавов с различными свойствами.
I Сварка деформируемых алюминиевых сплавов
1. Подготовить пластины из сплава АМг6 размером 200х100х6 мм под сварку встык с V-образной разделкой кромок.
- Удалить с кромок металл под углом 30-35°
(рис. 1) на строгальном или фрезерном станке.
О
 чистить кромки пластин на ширине 25-30 мм от грязи, жиров, масел, красок с помощью напильников, шаберов и проволочных стальных щеток, изготовленных из проволоки
чистить кромки пластин на ширине 25-30 мм от грязи, жиров, масел, красок с помощью напильников, шаберов и проволочных стальных щеток, изготовленных из проволоки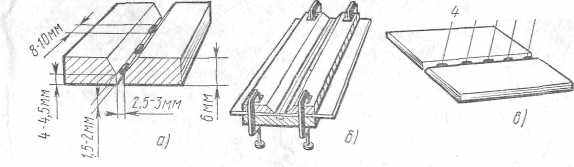 Рис. 1
Рис. 1 2 1 3 5
Рис. 2
диаметром не более 0,15 мм, исключающих получение грубых рисок на поверхности детали.
Запрещается использовать для очистки шлифовальные круги и наждачную бумагу.
- Продолжить очистку пластин путем обезжиривания и травления. Промыть пластины и присадочную проволоку в течение 10 мин в щелочном растворе, состоящим из 20-25 г едкого натрия и 20-30 г угле
кислого натрия на 1 дм3 воды при температуре 65° С.
- Протравить пластины и проволоку в течение 2 мин в 25%-ном растворе ортофосфорной кислоты или в 15%-ном растворе азотной кислоты.
- Промыть пластины и проволоку в горячей, а затем в холодной воде. Протереть салфеткой и про сушить до полного удаления влаги.
- Собрать стыковое соединение с равномерным зазором по всей длине на прихватках (рис. 2, а). При выполнении прихваток флюс наносить только на присадочную проволоку. Высота прихваток 4-4,5 мм, длина 8-10 мм, расстояние между прихватками 80-100 мм.
При выполнении прихваток соединяемые детали закрепить в специальном приспособлении (рис. 2, б), исключающем их взаимное перемещение. Прихватки ставить, начиная от середины стыка (рис. 2, в).
2. Подготовить флюс АФ-4А (№ 6). Флюс, хранящийся в герметичной таре, развести в мягкой (лучше дистиллированной) воде до кашеобразной консистенции в фарфоровой, фаянсовой, стеклянной или эмалированной посуде.
 Следует помнить, что при разведении годного флюса водой выделяется теплота, негодный флюс теплоты не выделяет. Так как разведенный флюс приходит в негодность через 4-5 ч, то рекомендуется приготовлять его непосредственно перед сваркой и в количестве, не превышающем необходимого.
Следует помнить, что при разведении годного флюса водой выделяется теплота, негодный флюс теплоты не выделяет. Так как разведенный флюс приходит в негодность через 4-5 ч, то рекомендуется приготовлять его непосредственно перед сваркой и в количестве, не превышающем необходимого.3. Подготовить присадочную проволоку СвАМгб или СваМг61 диаметром 4-5 мм. Очистить ее поверхность по технологии, рассмотренной в п. 1,3. . 4. Выполнить стыковое соединение.
- Для сварки сплава АМгб толщиной 6 мм применить горелку с наконечником, обеспечивающим мощность пламени из расчета 75 дм3 на 1 мм толщины металла.
- Пламя горелки отрегулировать до нормального. Рис. 3
- Установить сварочное пламя под углом почти 90° к поверхности детали в начале сварки. Затем по мере нагрева деталей угол наклона уменьшить
до 45-50°.
- Угол наклона присадочного металла уменьшать до 20° при приближении к краю детали. Одновременно следует увеличить скорость сварки.
- Поддерживать расстояние от ядра до поверхности изделия в пределах 3-5 мм.
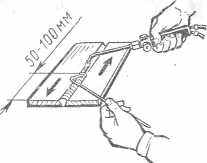
- Сварку выполнить за один проход правым способом и только в нижнем положении. Концом мундштука выполнять колебательные движения.
- Сварку начать, отступив от края на 50-100 мм. Затем заварить оставленный участок в обратном направлении (рис. 3). Процесс сварки вести быстро и непрерывно, без отрыва сварочного пламени от ванны
расплавленного металла. Присадочный металл плавить только в пределах сварочной ванны расплавленного металла шва.
- После окончания сварки (при вынужденных перерывах) горелку отводить от расплавленной ванны постепенно, чтобы избежать резкого охлаждения шва и образования трещин.
- В случае перерывов в сварке ранее наложенные швы перекрыть на длине 6-10 мм.
- Не допускается вторичный проход по уже выполненному шву для улучшения его внешнего вида.
- Образец перевернуть, очистить корень шва и
прилегающие к нему кромки стальной щеткой. Осмотреть корень шва с целью выявления дефектов в виде глубоких несплавлений, натеков и др.
- При отсутствии дефектов проварить корень шва.
- Удалить остатки шлаков и флюсов для предотвращения развития коррозии. Флюсы удалить непосредственно после окончания сварки (не позднее чем через 1 ч) промыванием поверхности швов и прилегающих
к ним участков основного металла проточной горячей водой 60—80°С с помощью волосяных щеток, затем 2%-ным раствором хромового ангидрида той же темпе ратуры и проточной горячей водой.
- Промытые детали высушить в сушильном шкафу при температуре 110-180°С или горячим воздухом при 60-110° С.
- Проверить качество промывки путем нанесения 2%-ного раствора азотнокислого серебра на промытую поверхность. Если поверхность недостаточно промыта, на ней образуется белый осадок. В этом случае промывку повторить.
4.17. Проверить внешним осмотром качество сварного соединения корневого шва.
II. Сварка литейных алюминиевых сплавов
1. Газовую сварку применяют для исправления дефектов в отливках с использованием присадочного материала того же состава, что и основной металл (СвАК12, СвАК5). Применяют также латунные прутки длиной 600-650 мм, диаметр d которых выбирается в зависимости от толщины стенки отливки б:
d, мм 4-5 6-8 8-10 10-12
б, мм 3-8 8-12 12-14 15 и более
- Подготовка к сварке принципиально не отличается от подготовки деталей из деформируемых сплавов.
- Технология газовой сварки отливок из алюминиевых сплавов мало отличается от технологии, применяемой для заварки деталей из деформируемых сплавов.
Обычно отливки из силумина подогревают до температуры 350-400°С в электропечах. Крупногабаритные отливки иногда заваривают непосредственно в нагревательных устройствах. В этих случаях сварку выполняют горелками с удлиненным наконечником