
«Условности машиностроительного черчения»
| Вид материала | Методическое пособие |
- Зубчатые передачи широко применяются в различных механизмах для передачи вращательного, 94.52kb.
- 2 Выбор электродвигателя и кинематический расчёт, 560.35kb.
- 2 Выбор электродвигателя и кинематический расчёт, 342.64kb.
- Курсовая подготовка учителей изо и черчения, 11.03kb.
- Тема: История развития черчения, 109.58kb.
- «формирование концепции развития машиностроительного комплекса россии», 99.79kb.
- «О финансово-экономическом состоянии и перспективах развития машиностроительного комплекса, 226.3kb.
- Го комплекса и собственников машиностроительного холдинга зао «Корпорация «Сплав» (далее, 443.29kb.
- Методы поиска идей и создания инноваций, 1291.23kb.
- 1 Общие сведения о системах радиосвязи, 1033.28kb.
ИЗОБРАЖЕНИЕ РЕЗЬБЫ
Все резьбы, независимо от их типа, изображаются на чертежах условно в соответствии с ГОСТ 2.311-68.
Основная условность заключается в проведении сплошной толстой линии вместо выступов резьбы и тонкой сплошной линии вместо впадин, витки резьбы не изображаются. Границу резьбы упрощенно изображают прямой, перпендикулярной к оси изображения; эта прямая, если она видимая, выполняется сплошной толстой линией.
3.1. Изображение наружной резьбы
Изображение резьбы содержит линии, соответствующие оси резьбы, наружному и внутреннему диаметрам резьбы и границе резьбы. Резьбу на стержне изображают сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими линиями – по внутреннему диаметру (рис. 9).
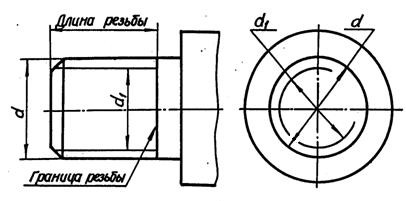
Рис.9
При изображении на плоскости, параллельной оси резьбы, тонкая линия должна пересекать границу фаски на конце стержня и доходить до сплошной линии, ограничивающей резьбу.
При изображении резьбы на плоскости, перпендикулярной к оси резьбы, тонкую линию окружности внутреннего диаметра резьбы проводят в виде дуги, примерно равной ¾ этой окружности. Разрыв окружности допускается делать в любом месте. Расстояние между сплошной и тонкой линиями обычно принимают равным не менее 0,8 мм и не более шага резьбы.
Не принято на этом виде показывать фаску, а также начинать и кончать тонкую линию на центровых (осевых) линиях.
3.2. Изображение внутренней резьбы
Резьбу в отверстии изображают в плоскости разреза сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими линиями – по наружному диаметру (рис. 10).
На виде, полученном проецированием на плоскость, перпендикулярную к оси резьбы, наружный диаметр резьбы изображают сплошной тонкой линией, приблизительно равной ¾ окружности, разомкнутой в любом месте.
Штриховку на разрезах и сечениях наносят до сплошных основных линий, соответствующих внутреннему диаметру резьбы в отверстии или наружному диаметру резьбы на стержне.
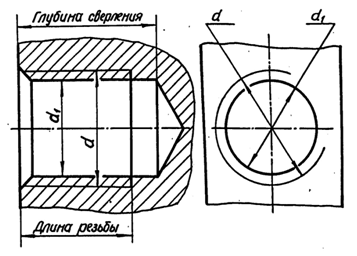
Рис. 10
3.3. Изображение специальных резьб
При изображении резьб нестандартного профиля обязательно выявлять профиль резьбы либо с помощью местного разреза, либо выносного элемента, указывая все необходимые размеры (наружный и внутренний диаметр резьбы, ширину впадины и шаг резьбы), а также и дополнительные данные: число заходов для многозаходной резьбы, направление для левой резьбы (рис. 11).
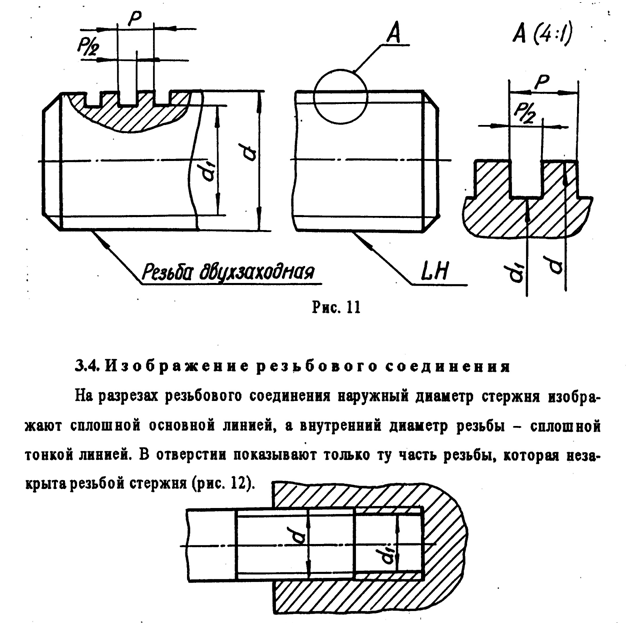
Рис. 11
3.4. Изображение резьбового соединения
На разрезах резьбового соединения наружный диаметр стержня изображают сплошной основной линией, а внутренний диаметр резьбы – сплошной тонкой линией. В отверстии показывают только ту часть резьбы, которая не закрыта резьбой стержня (рис. 12).
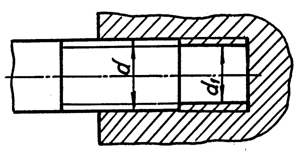
Рис. 12
На сборочных чертежах допускается условно изображать резьбу до конца отверстия.
-
ОБОЗНАЧЕНИЕ РЕЗЬБЫ НА ЧЕРТЕЖАХ
Обозначение стандартных резьб указывают по соответствующим нормативным документам. Условные обозначения резьб рассмотрены в гл. 2. Обозначение резьб на чертежах относят к ее наружному диаметру, за исключением трубной и конической резьб, которые обозначают на линиях-выносках, оканчивающихся стрелкой. Стрелку проводят от контура резьбы (сплошной основной линии) (табл. 1).
Таблица 1
| Типы резьб | Обозначение |
| Метрическая | 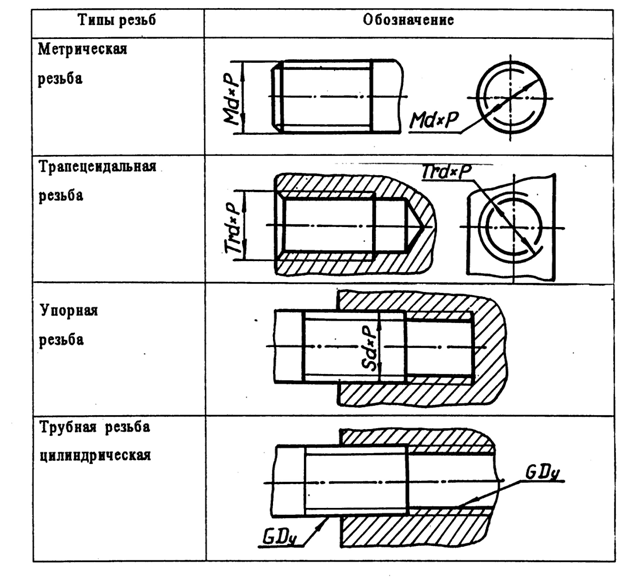 |
| Трапецеидальная | |
| Упорная | |
| Трубная резьба цилиндрическая | |
-
ТЕХНОЛОГИЧЕСКИЕ ЭЛЕМЕНТЫ РЕЗЬБЫ
В зависимости от условий и характера производства выполнение резьбы может осуществляться различными способами и инструментами. Для нарезания наружной резьбы применяется плашка, диаметр которой определяется диаметром и шагом резьбы. Метчик применяется для нарезания внутренней резьбы. Часто резьба нарезается на токарных или револьверных станках при помощи резца, заточенного в соответствии с профилем нарезаемой резьбы.
Резьбы имеют технологические элементы, связанные с выходом режущего инструмента из тела детали, к которым относятся: сбег, недорез, проточка и фаска. Технологические параметры резьбы зависят от угла заборной части резьбонарезающего инструмента и шага резьбы (параметры трубной цилиндрической резьбы зависят от диаметра условного прохода резьбы) и соответствуют ГОСТ 27148-86.
5.1. Сбег резьбы
Заборный участок плашки оставляет на стержне резьбу с постепенно уменьшающимся профилем. Длина участка неполноценной резьбы в конце резьбовой части детали, где глубина ее сходит на нет, называется сбегом резьбы. Сбег резьбы изображают сплошными тонкими линиями (рис. 13). Размер длины резьбы на стержне и в отверстии указывают, как правило, без сбега, но его учитывают при конструировании деталей.
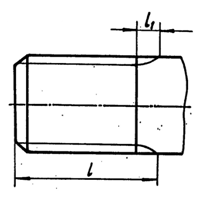
Рис. 13
5.2. Недовод резьбы
В случае, когда вырезаемая часть стержня ограничивается опорной поверхностью (буртиком, головкой, заплечником), при нарезании резьбы плашка во избежание поломки обычно не доводится до упора в эту поверхность. Величина ненарезанной части детали между концом сбега резьбы и упорной поверхностью называется недоводом резьбы. Недовод зависит от шага резьбы; он составляет не больше двух шагов, а для внутренней – не более трех шагов.
5.3. Недорез резьбы
Длина участка детали, состоящая из недовода и сбега при нарезании резьбы в упор называется недорезом (рис. 14).
Численные значения сбега и недовода резьбы стандартизованы ГОСТ 27148-86. Рекомендуется принимать длину участка недореза равной примерно трем шагам, но не более 0,5 d, где d – размер номинального диаметра резьбы.
5.2. Фаска
До нарезания резьбы на конце стержня и в начале отверстия выполняются фаски. Эти фаски представляют собой коническую поверхность, образующая которой составляет с осью резьбы угол 45. Фаски упрощают процесс нарезания резьбы и облегчают соединение между собой резьбовых деталей.
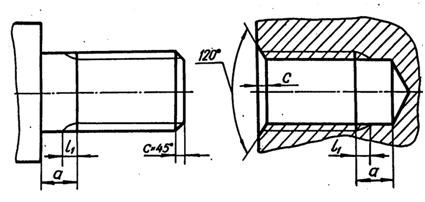
Рис. 14
5.5. Проточка
С целью облегчения процесса нарезания резьбы обычно выполняются наружные или внутренние проточки для выхода резьбонарезающего инструмента. Если на участке сбега резьбы заранее вытачивается канавка, то при нарезании резьбы режущая часть инструмента выйдет в нее, и резьба на всем протяжении имеет полный профиль. Проточки могут иметь прямоугольный или полукруглый профиль.
Диаметр наружной проточки выполняется несколько меньшим внутреннего диаметра резьбы, диаметр же внутренней проточки выполняется несколько большим наружного диаметра резьбы (рис. 15).
Форма и размеры наружных и внутренних проточек зависят от типа резьбы и ее шага и устанавливаются ГОСТ 27148-86.
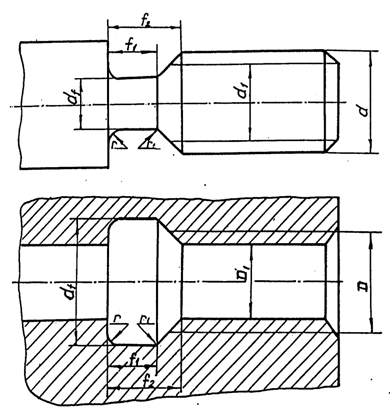
Рис. 15