
Вестник Брянского государственного технического университета. 2010. №4(28)
| Вид материала | Документы |
СодержаниеСписок литературы |
- Вестник Брянского государственного технического университета. 2010. №2(26), 83.85kb.
- Вестник Брянского государственного технического университета. 2010. №1(25), 124.33kb.
- Вестник Брянского государственного технического университета. 2010. №1(25), 466.17kb.
- Вестник Брянского государственного технического университета. 2011. №4(32), 114.16kb.
- Вестник Брянского государственного технического университета. 2010, 281.4kb.
- Вестник Брянского государственного технического университета. 2008. №3(19), 168.61kb.
- Вестник Брянского государственного технического университета. 2008. №3(19), 114.86kb.
- Вестник Брянского государственного технического университета. 2008. №1(17), 121.05kb.
- Вестник Брянского государственного технического университета. 2008. №3(19), 138.83kb.
- Вестник Брянского государственного технического университета. 2011. №3(31), 389.65kb.
Вестник Брянского государственного технического университета. 2010. № 4(28)
УДК 681.5
О.Н. Федонин, Д.И. Петрешин, В.А. Хандожко, А.В. Агеенко
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ РАБОТЫ ТОКАРНО-РЕВОЛЬВЕРНОГО СТАНКА С ЧПУ 1В340Ф30 ПУТЕМ МОДЕРНИЗАЦИИ И НАСТРОЙКИ ЕГО СИСТЕМЫ УПРАВЛЕНИЯ1
Предложен способ проведения модернизации системы управления токарно-револьверного станка с ЧПУ 1В340Ф30. Приведена структурная схема системы управления станка. Представлены результаты влияния параметров системы управления на точность перемещения рабочих органов станка. Предложен способ повышения точности системы управления станка.
Ключевые слова: металлорежущий станок, система управления, модернизация, точность системы управления, станочные параметры.
Эксплуатация вполне работоспособных, но технически устаревших средств труда сдерживает рост производительности труда. Анализ предприятий Брянской области показывает, что большинство металлорежущих станков – это станки 80-х гг. выпуска, имеющие как физический, так и моральный износ. Если физический износ можно устранить проведением капитального ремонта, включающего восстановление направляющих, замену деталей шпиндельного узла, ходовой части приводов и т.д., то моральный износ систем управления можно устранить только модернизацией, включающей замену системы числового программного управления, системы управления приводами подач, датчиков обратной связи. [4]
Под модернизацией станков понимается приведение их в соответствие с современными требованиями путем внесения частичных изменений и усовершенствований в конструкцию станков с целью повышения их эффективности.
Модернизация систем управления может включать замену:
- УЧПУ и измерительной системы;
- УЧПУ, системы управления приводами и измерительной системы;
- УЧПУ, системы управления приводами, двигателей и измерительной системы.
Самым дешевым вариантом модернизации является первый вариант, а самым дорогостоящим - третий. Выбор варианта модернизации зависит от экономических возможностей предприятия, а также от технического состояния системы управления. Например, довольно часто системы управления приводами подач находятся в хорошем состоянии, в этом случае наиболее приемлемым является первый вариант.
Примером модернизации металлорежущего станка может служить модернизация системы управления станка мод. 1В340Ф30, имеющегося на кафедре «Автоматизированные технологические системы» Брянского государственного технического университета. Данный станок имеет вертикальную восьмипозиционную головку на крестовом суппорте и предназначен для выполнения разнообразных токарных работ (в основном при обработке сложных деталей со ступенчатым и криволинейным профилем).
Для данного станка выбран первый вариант модернизации.
Вместо морально устаревшего устройства ЧПУ «Электроника НЦ-31» было установлено устройство ЧПУ NC-201M [5]. Данное устройство позволяет управлять четырьмя координатами, в том числе шпинделем, и контролировать положение органов перемещения с помощью фотоэлектрических датчиков (энкодеров).
Структурная схема системы управления на основе устройства ЧПУ NC201-M представлена на рис. 1.
В соответствии со структурной схемой были разработаны электрические схемы системы управления станка. Управление электрооборудованием станка, а также контроль над ходом технологического процесса и состоянием системы осуществляются с помощью СЧПУ NC201-M через внешний модуль дискретных входов/выходов NC110-41D, который обеспечивает согласование дискретных входов/выходов модулей I/O УЧПУ с каналами электроавтоматики управляемого оборудования.
Рис. 1. Структурная схема системы управления
Устройство ЧПУ управляет системами смазки и гидравлики, приводом главного движения, приводом подач, револьверной головкой. Помимо этого, устройство ЧПУ контролирует наличие давления в системах смазки и гидравлики, положение продольного и поперечного суппортов, зажим револьверной головки, а также его положение. В случае аварии размыкается аварийная цепь и выключается технологическое оборудование.
У
 правление приводами подач осуществляется подачей управляющего напряжения от ЦАП.
правление приводами подач осуществляется подачей управляющего напряжения от ЦАП.Использование устройства ЧПУ NC201-M потребовало замены датчиков положения. На ходовых винтах через соединительную муфту были установлены фотоэлектрические датчики ЛИР-158А (рис.2).
Д
Рис. 2. Схема установки ЛИР-158А
ля согласования СЧПУ с токарно-револьверным станком 1В340Ф30 была выполнена характеризация. Характеризацией называется процедура настройки модулей на определенные параметры и характеристики. Она осуществляется путем записи файлов характеризации в память СЧПУ. С помощью этих файлов СЧПУ получает всю информацию, необходимую для функционирования программного обеспечения, управляющего технологическим процессом обработки деталей.
В файле FCRSYS содержатся параметры объявления памяти и имен файлов характеризации, в файле AXCFIL – параметры управления осями, в файле PGCFIL - параметры управления технологическим процессом, а в файле IOCFIL - параметры программы логики станка.
После завершения процедуры характеризации СЧПУ ещё не способна управлять металлорежущим станком. В связи с этим составлена программа управления вспомогательными механизмами станка - программа логики станка. Программа логики создавалась с помощью встроенного языка PLC. PLC - это программное средство для реализации логики станка между СЧПУ и управляемым металлорежущим станком. На программу логики станка было получено свидетельство в Объединенном фонде электронных ресурсов «Наука и образование» [6].
Основные этапы модернизации систем управления металлорежущих станков с ЧПУ показаны на рис. 3.
В
 ажным этапом модернизации системы управления станка является настройка параметров файлов характеризации. С помощью настройки параметров СЧПУ можно повысить точность оборудования, не изменяя его механическую часть, стоимость которой зачастую в 10 и более раз превосходит стоимость самой системы числового программного управления.
ажным этапом модернизации системы управления станка является настройка параметров файлов характеризации. С помощью настройки параметров СЧПУ можно повысить точность оборудования, не изменяя его механическую часть, стоимость которой зачастую в 10 и более раз превосходит стоимость самой системы числового программного управления.В
Рис. 3. Блок-схема модернизации металлорежущих станков
 России в эксплуатации находятся несколько тысяч токарных станков с ЧПУ, в которых используются различные системы ЧПУ. Основные их функции - это выполнение логической, геометрической и терминальной задач. В частности, геометрическая задача, от выполнения которой зависит точность обработки, решается с помощью традиционных алгоритмов. При этом не учитываются параметры настройки системы ЧПУ, влияющие на динамику и точность обработки [1 - 3].
России в эксплуатации находятся несколько тысяч токарных станков с ЧПУ, в которых используются различные системы ЧПУ. Основные их функции - это выполнение логической, геометрической и терминальной задач. В частности, геометрическая задача, от выполнения которой зависит точность обработки, решается с помощью традиционных алгоритмов. При этом не учитываются параметры настройки системы ЧПУ, влияющие на динамику и точность обработки [1 - 3]. В
Рис. 4. Траектория перемещения инструмента, имеющая идеальный круговой контур
России и за рубежом, несмотря на многообразие систем ЧПУ, отсутствуют рекомендации и методики по комплексной настройке их параметров. Одной из причин этого является различие в организации управления данными параметрами (компенсация люфта в приводе подач, коэффициенты усиления ПИД-регулятора и др.).
Оценить влияние параметров настройки системы управления, учитывающих типовые погрешности, на точность обработки возможно с помощью графиков, полученных программой «Осциллограф», входящей в базовое программное обеспечение системы ЧПУ NC-201M.
С этой целью был отработан круговой контур (рис.4), заданный в кадре управляющей программы G90 G94 G2 X10 Z-150 R70 F100. В режиме осциллографирования получена погрешность выполнения кругового контура (рис.5).
Ошибка рассчитывается как R=R1-R2, где R1 – действительный радиус дуги в текущем тике, рассчитываемый по позиции датчиков двух осей; R2 – радиус, заданный в кадре круговой интерполяции.
Круговой контур, задаваемый в кадре круговой интерполяции, совпадает с осью абсцисс. Из графика видно несоответствие траектории перемещения вершины инструмента, заданной в кадре управляющей программы, и реальной траектории. На одной части длины окружности диаметр превышает номинальное значение, а на другом участке диаметр уже меньше номинального.
Н
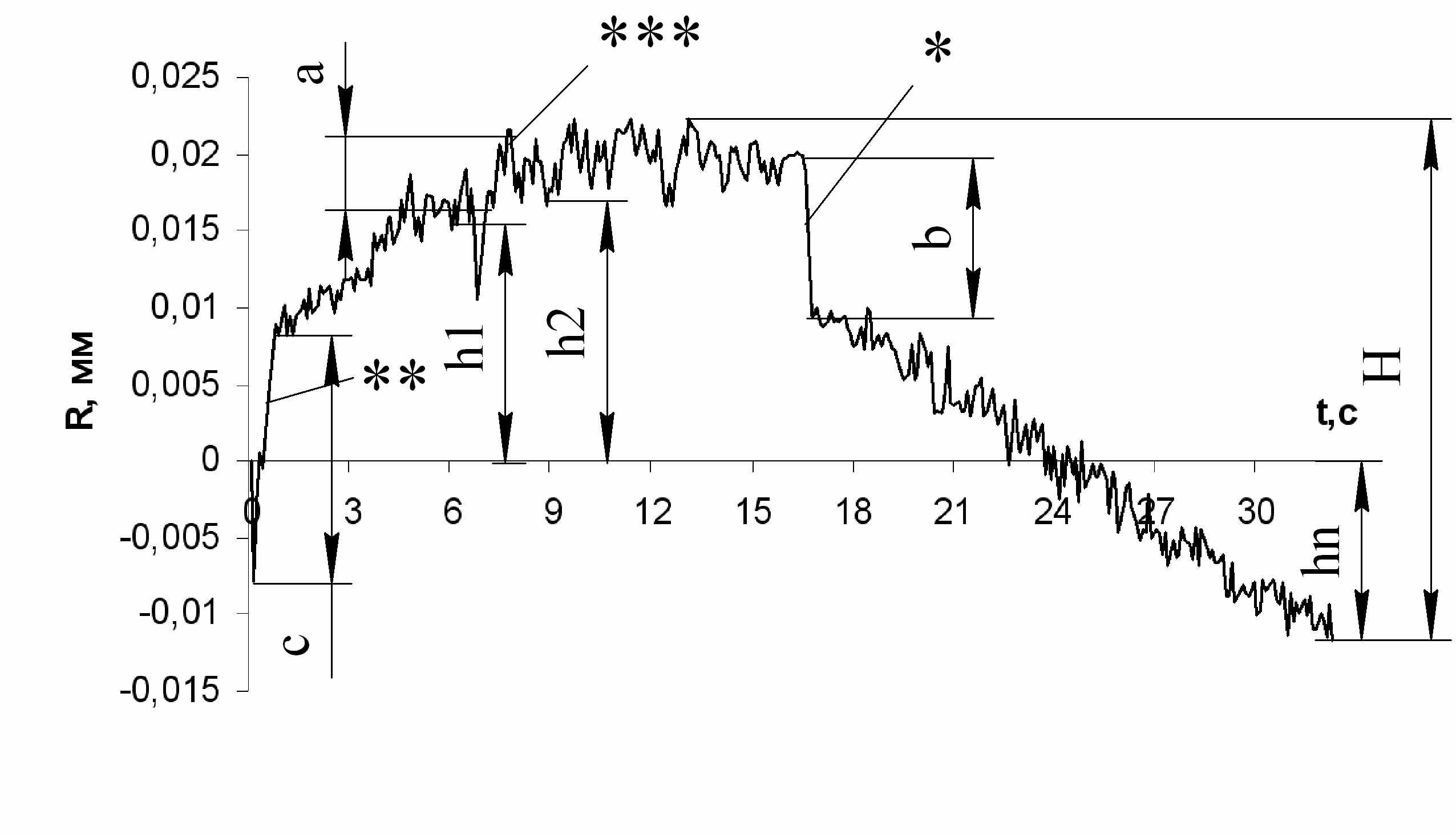
Рис. 5. График траектории движения инструмента, отличающейся от геометрически правильной: * – участок смены направления движения инструмента; ** – участок нечувствительности привода; *** – участок, вызванный погрешностью способа управления
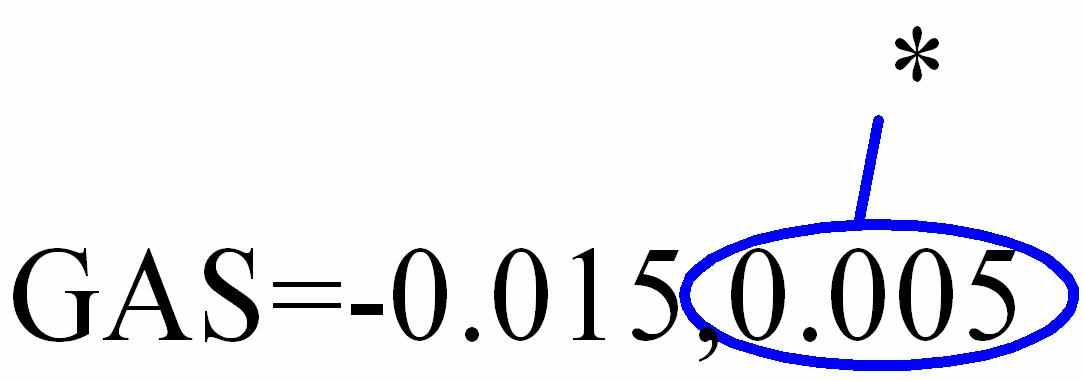
 а участок * оказывает влияние люфт при смене направления, а также величина силы трения покоя, вызванной мгновенной остановкой привода при смене направления оси. Для измерения люфта следует переместить привод на некоторую величину, заведомо большую, чем величина этой зоны, в направлении «плюс», а затем в направлении «минус». Разность между значениями погрешности при движении в «плюс» и в «минус» будет являться люфтом в этой точке. Данную последовательность действий необходимо повторить для других точек. Компенсировать погрешность, вызванную люфтом, можно записью в инструкцию GAS файла AXCFIL среднего значения этой погрешности (мм) (рис. 6).
а участок * оказывает влияние люфт при смене направления, а также величина силы трения покоя, вызванной мгновенной остановкой привода при смене направления оси. Для измерения люфта следует переместить привод на некоторую величину, заведомо большую, чем величина этой зоны, в направлении «плюс», а затем в направлении «минус». Разность между значениями погрешности при движении в «плюс» и в «минус» будет являться люфтом в этой точке. Данную последовательность действий необходимо повторить для других точек. Компенсировать погрешность, вызванную люфтом, можно записью в инструкцию GAS файла AXCFIL среднего значения этой погрешности (мм) (рис. 6). Д
Рис. 6. Строка файла характеризации AXCFIL (инструкция GAS):
* - значение, необходимое для компенсации люфта
Рис. 7. Строка файла характеризации AXCFIL (инструкция FRC): * – параметр для записи значения времени компенсации; ** - параметр для записи значения скорости компенсации
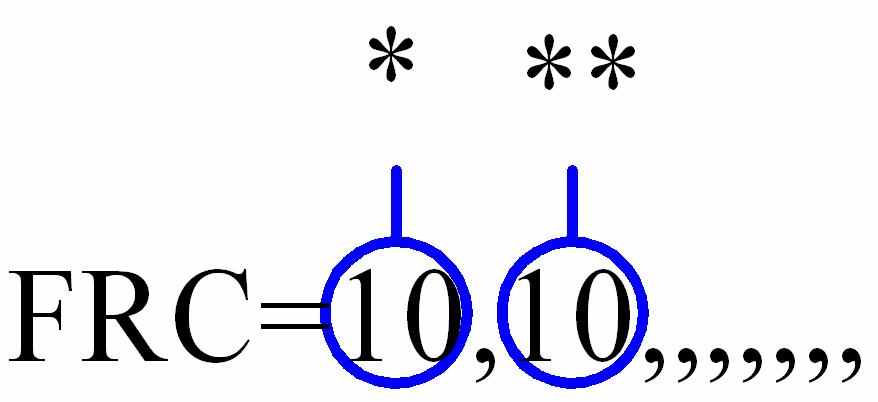 ля компенсации погрешности, вызванной трением покоя, необходимо в инструкции FRC файла AXCFIL (рис. 7) установить значение скорости (мм/мин), прибавляемое к текущему значению скорости при смене направления движения (параметр **), а также время действия компенсации трения покоя (параметр *).
ля компенсации погрешности, вызванной трением покоя, необходимо в инструкции FRC файла AXCFIL (рис. 7) установить значение скорости (мм/мин), прибавляемое к текущему значению скорости при смене направления движения (параметр **), а также время действия компенсации трения покоя (параметр *). Величина участка ** (рис. 5) зависит от величины скоростной компенсации и чувствительности привода. Для устранения участка ** следует отключить скоростную компенсацию (UEP=1) и записать в инструкцию GAS файла AXCFIL величину мертвой зоны (рис. 8), т.е. величину нечувствительности привода.
З
 ону нечувствительности привода можно определить, задавая перемещения, соответствующие минимально допустимым перемещениям для УЧПУ. Вел
ону нечувствительности привода можно определить, задавая перемещения, соответствующие минимально допустимым перемещениям для УЧПУ. Вел Рис. 8. Строка файла характеризации AXCFIL (инструкция GAS): * - значение, необходимое для компенсации мертвой зоны
ичина перемещения, при которой привод начнет перемещаться, будет являться величиной нечувствительности привода. Перед измерением необходимо обеспечить отсутствие люфта привода.
Х
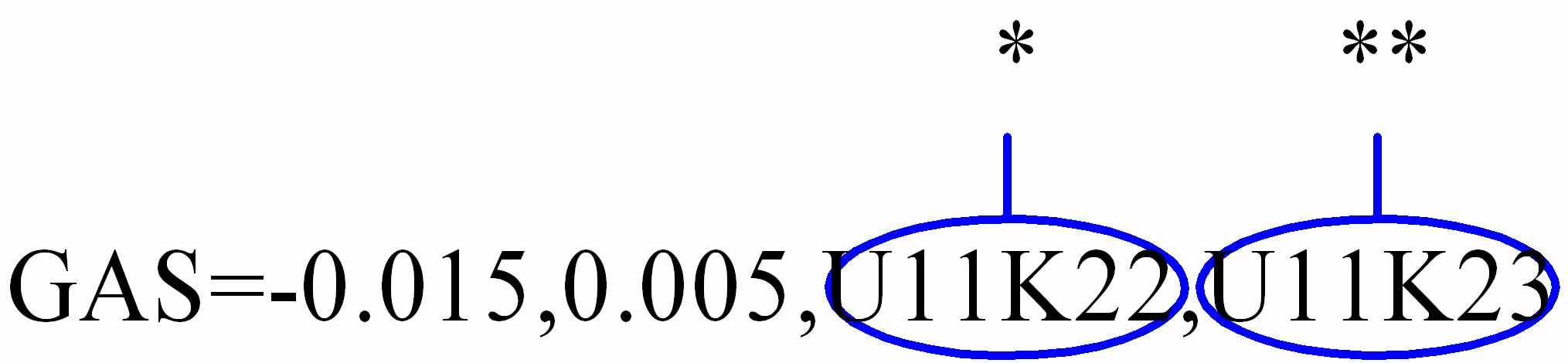 арактер изменения графика (рис. 5) в течение времени обработки свидетельствует о наличии накопленной погрешности, включающей в том числе погрешность ходового винта. Максимальную величину отклонения кругового контура H можно уменьшить с помощью компенсации дрейфа приводов (
арактер изменения графика (рис. 5) в течение времени обработки свидетельствует о наличии накопленной погрешности, включающей в том числе погрешность ходового винта. Максимальную величину отклонения кругового контура H можно уменьшить с помощью компенсации дрейфа приводов ( Рис. 9. Строка файла характеризации AXCFIL
(инструкция GAS): * - сигнал чтения смещения нуля;
** - сигнал компенсации
смещения нуля
инструкция GAS). Для этого используются сигналы чтения и компенсации смещения нуля (рис. 9). Данные сигналы д
 олжны быть прописаны в программе логики.
олжны быть прописаны в программе логики. Д
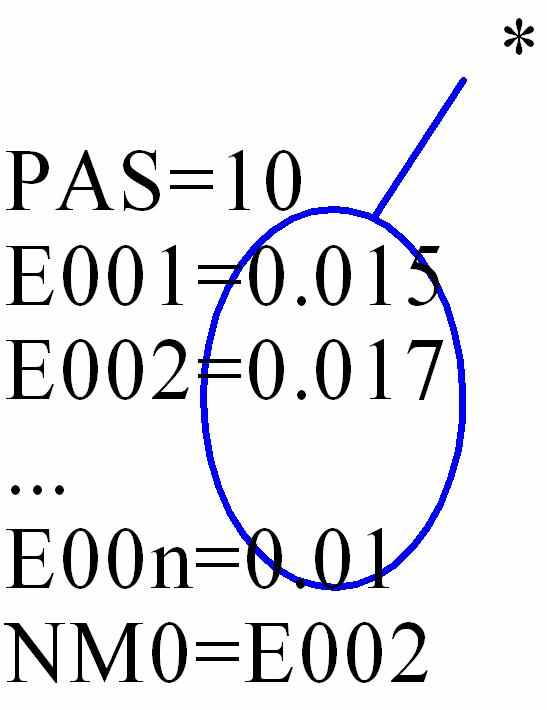
Рис. 10. Третья секция файла характеризации AXCFIL: * - значения ,необходимые для компенсации геометрических ошибок
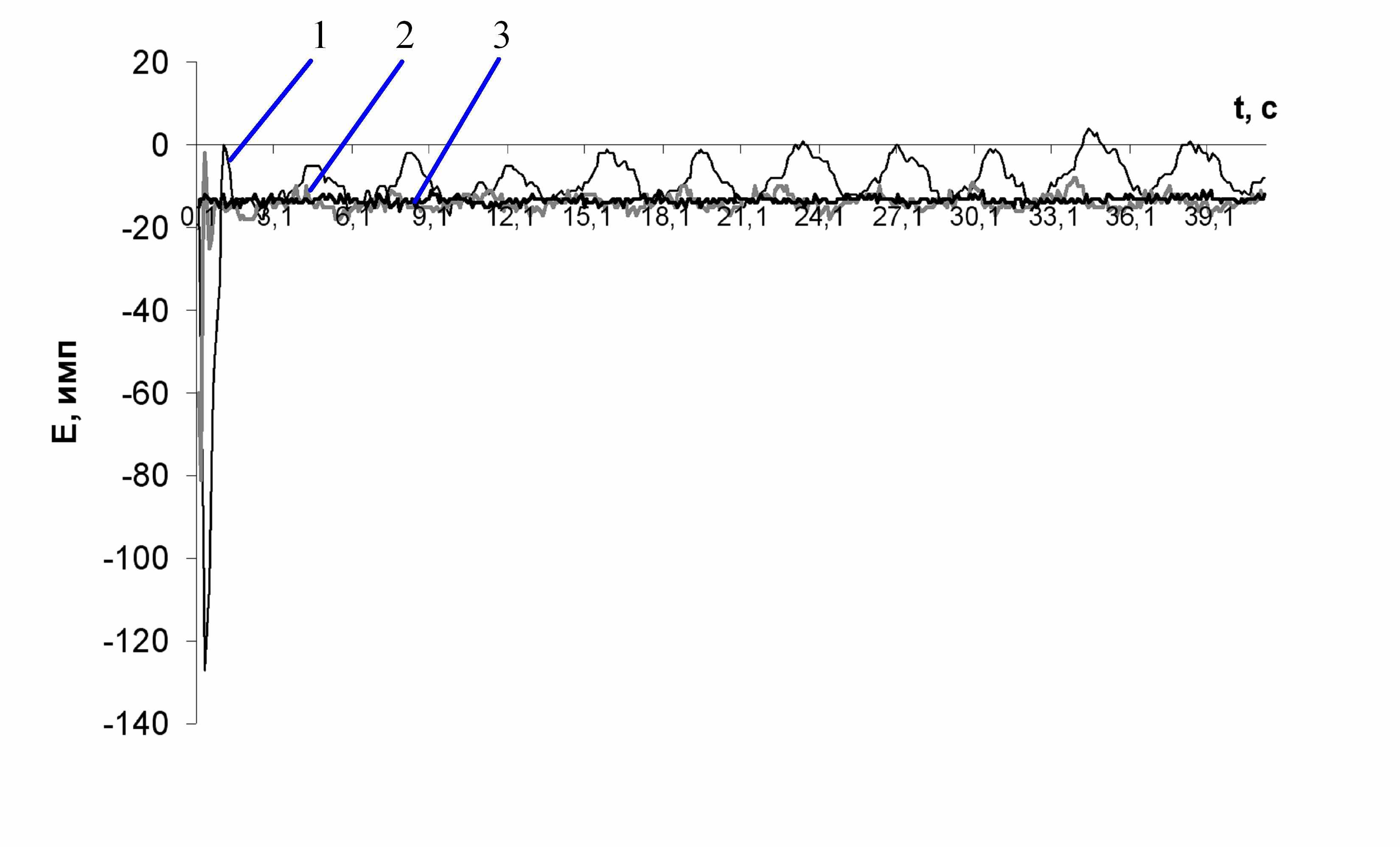
Рис. 11. График величины рассогласования оси X токарно-револьверного станка 1В340Ф30:1,2,3 – отработка кадров со скоростями 1000, 500 и 10 мм/мин соответственно
ля компенсации геометрических ошибок следует измеренные значения h1, h2,…, hn указать в третьей секции файла AXCFIL в инструкции EXX (рис. 10). Кроме того, в этой секции необходимо указать шаг коррекции (инструкция PAS), а также точку микронуля (инструкция NM0).
В результате при отработке кадра управляющей программы система ЧПУ будет учитывать значения параметров настройки привода и тем самым компенсировать соответствующие погрешности.
На точность воспроизведения траектории перемещения инструмента оказывает влияние точность позиционирования, зависящая от величины рассогласования E, получаемой как разность между расчетным числом импульсов, соответствующим величине перемещения, заданной в кадре управляющей программы, и числом импульсов от датчика перемещения, соединенного с ходовым винтом через муфту.
Для получения графика величины рассогласования были отработаны несколько кадров управляющей программы с различными скоростями подачи (рис.11).
Из графика видно, что величина рассогласования существенно повышается с увеличением подачи. Уменьшить величину рассогласования возможно путем регулировки привода. В УЧПУ NC-201M имеется возможность регулировки привода с помощью инструкции GM0 (рис.12).
K

Рис.12. Строка файла характеризации AXCFIL (инструкция GM0)
C=7,5; KV=16,667.
Величина рассогласования рассчитывается по формуле
e=максимальная скорость/KV·60.
Для токарно-револьверного станка 1В340Ф30 оптимальной является скорость 6821 мм/мин, при которой величина рассогласования составляет 1мм.
В результате проведенных исследований выявлено, что на точность кругового контура влияют следующие факторы: неправильная настройка привода, неправильно установленные коэффициенты усиления, ошибка рассогласования, скоростная и интегральная составляющие ПИД-регулятора, дрейф привода, жесткость механики.
Модернизация системы управления токарно-револьверного станка с ЧПУ 1В340Ф30 позволила значительно сократить количество электроаппаратуры (электромагнитных реле, диодов и т.д.), а часть функций (переключение обмоток главного двигателя, выбор позиции револьверной головки) реализовать программно. Повысилась точность станка за счет уменьшения его дискретности (применение 14-разрядного ЦАП и фотоэлектрического датчика с числом импульсов 2500), а также благодаря правильной настройке параметров системы управления.
СПИСОК ЛИТЕРАТУРЫ
- Коровин, Б.Г. Системы программного управления промышленными установками и робототехническими комплексами: учеб. пособие для вузов/ Б.Г. Коровин, Г.И. Прокофьев, Л.Н. Рассудов. - Л.: Энергоатомиздат, Ленингр. отд-ние, 1990. - 352 с.
- Кузнецов, Ю.Н. Станки с ЧПУ: учеб. пособие / Ю.Н. Кузнецов. - Киев: Высш. шк., 1991. - 278 с.
- Ротач, В.Я. Алгоритмы и программы расчетов настройки ПИ- и ПИД-регуляторов по переходным характеристикам системы/ В.Я. Ротач, В.Ф. Кузищин, С.В. Петров // Автоматизация в промышленности. – 2009.-№12. - С.12-16.
- Судьин, Е.Ф. Модернизация станков с ЧПУ: учеб. пособие для слушателей заоч. курсов повышения квалификации ИТР по техн. обслуживанию, ремонту и модернизации оборудования в условиях перевооружения и интенсификации машиностроит. пр-ва / Е.Ф. Судьин. – М.: Машиностроение, 1990. – 40 с.
- Устройство числового программного управления NC201-M. Техническая документация. – СПб.: Балт-Систем. - 280 с.
- Свидетельство о регистрации электронного ресурса №15576 «Программа логики станка токарно- револьверного с вертикальной головкой на крестовом суппорте повышенной точности 1В340Ф30»/О.Н. Федонин, Д.И. Петрешин, В.А. Хандожко, А.В. Агеенко// Объединенный фонд электронных ресурсов «Наука и образование».
Материал поступил в редколлегию 27.11.10.
1 Исследование выполнено в рамках ФЦП «Научные и научно-педагогические кадры инновационной России» на 2009-2013 гг.