
Вестник Брянского государственного технического университета. 2011. №4(32)
| Вид материала | Документы |
СодержаниеСписок литературы |
- Вестник Брянского государственного технического университета. 2011. №3(31), 389.65kb.
- Вестник Брянского государственного технического университета. 2011. №3(31), 141.24kb.
- Вестник Брянского государственного технического университета. 2011. №2(30), 81.9kb.
- Вестник Брянского государственного технического университета. 2010. №2(26), 83.85kb.
- Вестник Брянского государственного технического университета. 2008. №1(17), 121.05kb.
- Вестник Брянского государственного технического университета. 2008. №3(19), 168.61kb.
- Вестник Брянского государственного технического университета. 2008. №3(19), 138.83kb.
- Вестник Брянского государственного технического университета. 2008. №3(19), 114.86kb.
- Вестник Брянского государственного технического университета. 2011. №2(30), 213.37kb.
- Вестник Брянского государственного технического университета. 2010. №1(25), 124.33kb.
Вестник Брянского государственного технического университета. 2011. № 4(32)
УДК 621.01
А.В. Аверченков, Е.Ю. Кукло
АВТОМАТИЗАЦИЯ ПРОЦЕДУРЫ ВЫБОРА СОВРЕМЕННОГО ФРЕЗЕРНОГО МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА1
Рассмотрены вопросы автоматизированного подбора рационального режущего инструмента для фрезерной обработки. Проведено математическое моделирование и описаны разрабатываемые программные модули для автоматизации процедуры выбора режущего инструмента.
Ключевые слова: автоматизация, процедура выбора, инструмент, режимы резания, фрезерование, САПР, автоматизированная система, математическое моделирование.
Современные САПР широко применяются для сквозного автоматизированного проектирования, технологической подготовки, анализа и изготовления изделий в машиностроении, а также для электронного управления технической документацией. Тем не менее недостаточно автоматизированным остается процесс выбора инструмента для обработки деталей. Технологу при выборе инструмента приходится просматривать бумажные и электронные каталоги различных производителей, содержащие огромное количество наименований, на что уходит много времени. Кроме того, технолог ориентируется не на объективные критерии выбора, а в основном на рекламную информацию производителей. Разработанные производителями автоматизированные базы данных для выбора инструмента не позволяют выбирать инструмент различных производителей, а также изменять критерии выбора.
Для решения поставленной проблемы необходимо разработать автоматизированную систему [1; 2], предлагающую технологу как подходящий, так и наилучший для обработки детали металлорежущий инструмент различных производителей, а также наиболее эффективные тип обработки и режимы резания в соответствии с критериями, которые задаются пользователем. Разрабатываемая автоматизированная система подбора фрезерного инструмента ориентирована на поиск набора вариантов инструментов с возможностью сортировки по одному или нескольким критериям.
Ядром системы является база знаний, содержащая информацию об инструментах различных производителей, а также данные о режимах резания и критерии выбора наилучшего инструмента. Разрабатываемая система позволяет редактировать эту базу знаний как вручную, так и автоматизированно.
Для реализации автоматизированной системы используется средство разработки кроссплатформенных приложений Qt4, позволяющее запускать написанное с его помощью ПО в большинстве современных ОС путём компиляции программы для каждой ОС без изменения исходного кода. В настоящее время Qt4 поддерживает следующие операционные системы: MS Winsows, Mac OS X, Linux/X11 и др. Для обработки данных используется встраиваемая СУБД SQLite, также доступная для перечисленных платформ.
Потенциальными пользователями разрабатываемой системы являются инженеры-технологи машиностроительных предприятий, которым необходимо выбирать инструмент и назначать режимы резания для фрезерной обработки.
Информация о рекомендуемых программой инструменте и режимах резания передается непосредственно в CAM-систему, а также может быть просмотрена в удобном для пользователя виде.
Схема разрабатываемой системы в виде «черного ящика» представлена на рис. 1.
 Рис. 1. Схема разрабатываемой автоматизированной системы подбора инструмента
Рис. 1. Схема разрабатываемой автоматизированной системы подбора инструментаПользователю необходимо указать системе один из видов фрезерных операций, для которого будет подбираться инструмент (рис. 2).


а)
б)
в)
г)


д)
е)
ж)
з)
Рис. 2. Виды фрезерных операций: а – фрезерование торцев; б – фрезерование уступов; в – фрезерование карманов; г – профильное фрезерование; д - точение фрезерованием; е - фрезерование пазов; ж - фрезерование отверстий; з - резьбофрезерование
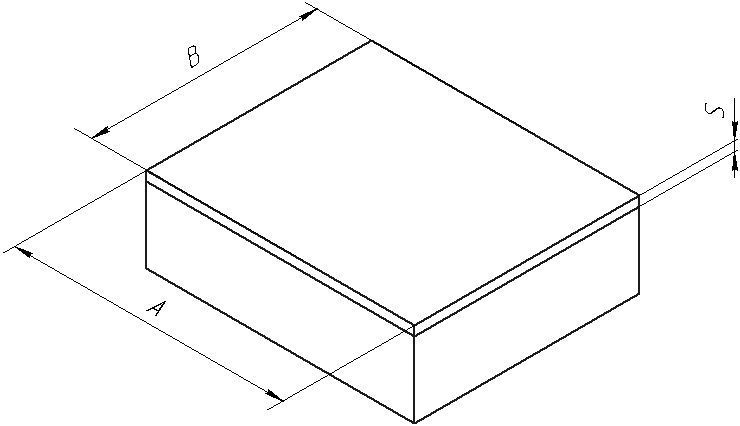
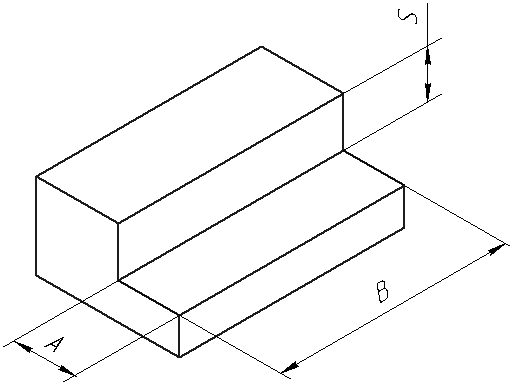
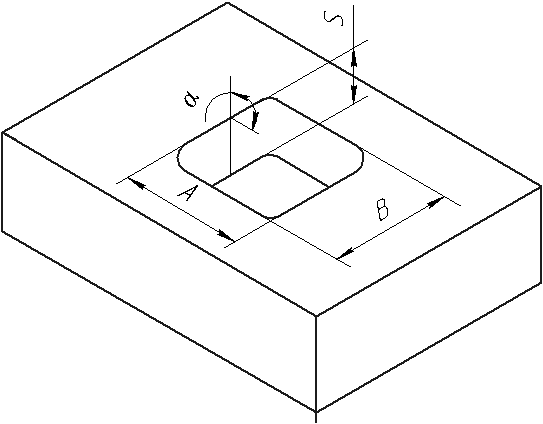
Для каждого вида фрезерных операций характерны свои параметры (рис. 3). Их удобно представить в табличной форме (таблица).
Для каждого линейного размера указываются его номинальная величина и допуск.
в)
а)
б)
г)
д)
е)
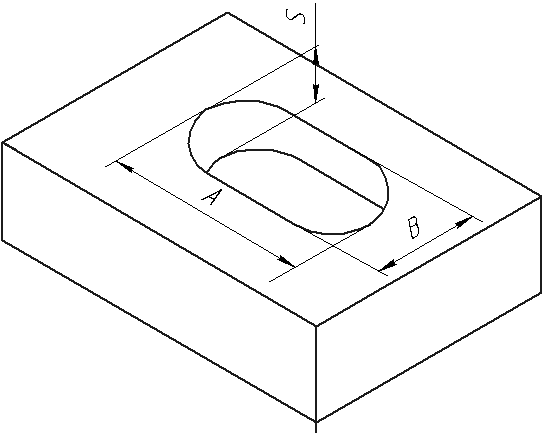
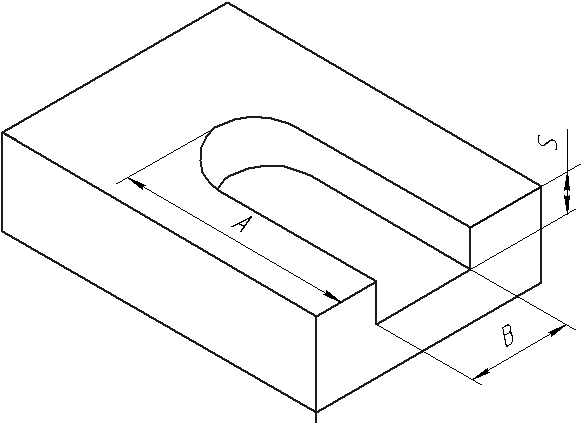
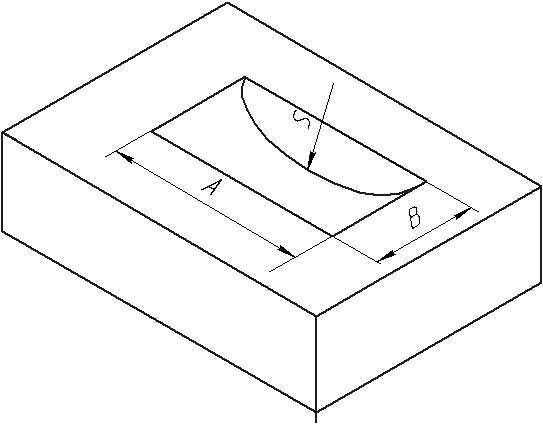
Рис. 3. Геометрические параметры фрезерных операций: а – торцевое фрезерование; б – фрезерование уступов; в – фрезерование карманов; г – фрезерование закрытых пазов; д – фрезерование открытых пазов; е – фрезерование круглых пазов
Таблица.
Параметры различных видов фрезерных операций
| Вид операции | A | B | S | R | α | D1 | D2 | Rzb | conf | otkr |
| Фрезерование торцев | + | + | + | - | - | - | - | - | - | - |
| Фрезерование уступов | + | + | + | - | - | - | - | - | - | - |
| Фрезерование карманов | + | + | + | + | + | - | - | - | - | - |
| Фрезерование пазов | + | + | + | - | - | - | - | - | + | + |
| Фрезерование фасок | + | + | + | - | - | - | - | - | - | - |
| Фрезерование отверстий | - | - | + | - | - | + | + | - | - | - |
| Резьбофрезерование | - | - | - | - | - | + | + | + | - | - |
| Профильное фрезерование | - | - | - | - | - | - | - | - | - | - |
| Точение фрезерованием | - | - | - | - | - | - | - | - | - | - |
Примечание. A– длина фрезерования; B – ширина фрезерования; S – глубина фрезерования; R– радиус скругления; α - угол наклона поверхности; D1– исходный диаметр детали; D2– диаметр, получаемый при фрезеровании; Rzb – параметры резьбы; conf – конфигурация паза (плоский или круглый);otkr – открытый или закрытый паз.
Rzb =
где Rv– внешняя или внутренняя резьба; Rh – шаг резьбы; rz - количество заходов резьбы; Rt – тип резьбы (метрическая, цилиндрическая или треугольная).
Кроме геометрических данных детали входными данными, необходимыми для системы выбора инструмента, являются:
- Особенности детали:
Det =
где Kor - наличие литейной корки (определяет материал режущей поверхности); Zakr - сила закрепления; Podh - затруднительный подход; TSt - тонкая стенка.
TSt =
где Ts1, Ts2, … Tsn - набор поверхностей с тонкой стенкой.
- Данные о станке:
Stan =
где NAx - количество осей станка; P - мощность шпинделя; Mkr - крутящий момент шпинделя; SSh - размер шпинделя; RSh - расположение шпинделя (вертикальное/горизонтальное) [4].
- Технологические данные о детали (напрямую влияют на выбор инструмента). Для обработки некоторых поверхностей будет необходимо несколько инструментов – для черновой и чистовой операций.
TDet =
где Tochn - точность обработки; Kach - качество обработки; Mat – материал заготовки; Tverd - твердость заготовки (определяет материал режущей поверхности).
Tochn = < Tochn1, Tochn2, … Tochni, …, Tochnn >,
где Tochni – квалитет i-й поверхности; n – количество поверхностей.
Kach = < Kach1, Kach2, … Kachi, …, Kachn >,
где Kachi - шероховатость i-й поверхности; n – количество поверхностей.
Tverd =
где Tpov – поверхностная твердость заготовки (HB или HRC); Tv – объемная твердость материала (HB или HRC).
- Информация о закреплении: FZakr - сила закрепления заготовки, кН. Необходима для расчета режимов резания.
- Серийность производства. Для различной серийности производства может быть экономически более целесообразным применение различных инструментов.
Выбор инструмента осуществляется на основе следующих критериев:
- производительность;
- отсутствие вибраций;
- распределение сил резания (осевой и радиальной);
- экономичность (снижение затрат на обработку).
Выходными данными автоматизированной системы выбора инструмента являются:
- Данные об инструменте:
- фреза (производитель и маркировка, цена);
- пластина (производитель и маркировка, цена).
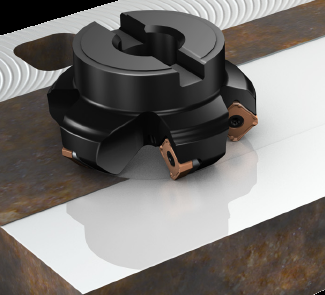
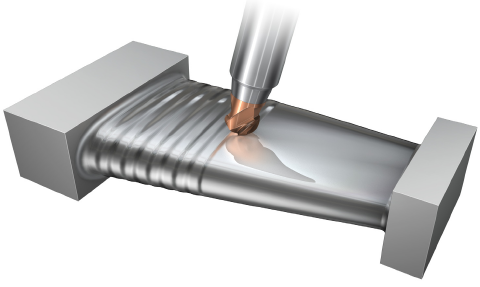
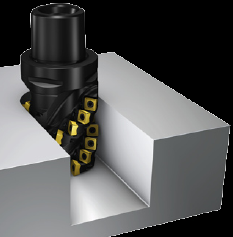
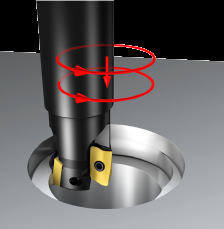
- Предпочтительный тип обработки в зависимости от способа перемещения инструмента (рис. 4):
- традиционное фрезерование;
- фрезерование с большими подачами;
- плунжерное фрезерование;
- фрезерование с врезанием;
- винтовая интерполяция;
- круговая интерполяция;
- линейное и круговое врезание;
- фрезерование по слоям;
- трохоидальное фрезерование.
- Режимы резания (скорость резания, подача на зуб).

а)
б)
в)
г)
д)
е)
Рис. 4. Основные типы фрезерных операций с точки зрения способа перемещения инструмента: а – фрезерование с большими подачами; б – плунжерное фрезерование; в – фрезерование с врезанием; г – винтовая интерполяция; д – круговая интерполяция; е – трохоидальное фрезерование
Разрабатываемая на основе проведенного исследования автоматизированная система ориентирована на решение следующих задач:
- сокращение трудозатрат технолога при выборе инструмента;
- повышение уровня проектных решений путем выбора рационального инструмента (экономия за счет выбора более дешевого, но не уступающего по качеству обработки инструмента; экономия времени обработки за счет выбора более производительного инструмента).
СПИСОК ЛИТЕРАТУРЫ
- Аверченков, В.И. Автоматизация выбора режущего инструмента для станков с ЧПУ: монография / В.И. Аверченков, А.В. Аверченков, М.В. Терехов, Е.Ю. Кукло. - Брянск: БГТУ, 2010. – 148с.
- Аверченков, В.И. Инновационные центры высоких технологий в машиностроении: монография / В.И. Аверченков, А.В. Аверченков, В.А. Беспалов, В.А. Шкаберин, Ю.М. Казаков, А.Е. Симуни, М.В. Терехов; под общ. ред. В.И. Аверченкова, А.В. Аверченкова. - Брянск: БГТУ, 2009.- 180с.
- Аверченков, В.И. Автоматизация подготовки управляющих программ для станков с ЧПУ: учеб. пособие для вузов / В.И. Аверченков, А.А. Жолобов , Ж.А. Мрочек, А.В. Аверченков, М.В.Терехов, Л.Б. Левкина, В.А. Шкаберин. – Брянск: БГТУ, 2010. –Ч.2.-213с.
- Аверченков, В.И. Станки с ЧПУ в машиностроительном производстве: учеб. пособие для вузов/ В.И. Аверченков, А.А. Жолобов , Ж.А. Мрочек, А.В. Аверченков, М.В.Терехов, Л.Б. Левкина. – Брянск: БГТУ, 2010. –Ч.1.-216с.
Материал поступил в редколлегию 14.10.11.
1 Исследование проведено в рамках гранта Президента Российской Федерации для государственной поддержки молодых российских ученых МК-417.2010.8.