
Исследование удлиненных ступенчатых прибыльных слитков для полых поковок
| Вид материала | Исследование |
- Создание асимметричных мембран в виде полых волокон из полиэфирсульфона методом двойной, 199.98kb.
- Название мероприятия, 255.33kb.
- Программа курса "e-Маркетинг: Шаги к успеху" (2003-04), 78.19kb.
- Какие существуют современные исследования в сфере оплаты труда и мотивации? На каких, 560.88kb.
- Автореферат диссертации на соискание ученой степени, 255.58kb.
- Лекция №4 Физические упражнения на удлиненных переменах, 106.97kb.
- Итие и взаимосвязь систем измерений веса, длины, объема и площади, денежного счета,, 418.91kb.
- Методические указания к выполнению курсовой работы по дисциплине «Организация туризма», 429.53kb.
- Образец оформления статьи, 100.4kb.
- Лекции Лабораторные, 56.23kb.
На правах рукописи
Бод Константин Юлиевич
Исследование удлиненных ступенчатых прибыльных слитков для полых поковок
Специальность 05.16.02
«Металлургия чёрных, цветных и редких металлов»
АВТОРЕФЕРАТ
диссертации на соискание учёной степени
кандидата технических наук
Волгоград – 2006
Работа выполнена на кафедре Технология материалов Волгоградского государственного технического университета.
Научный руководитель: доктор технических наук, профессор
Жульев Сергей Иванович
Официальные оппоненты: доктор технических наук,
Куклев Александр Валентинович.
кандидат технических наук,
Макарычева Елена Владимировна.
Ведущее предприятие: ЗАО «Волгоградский Металлургический Завод «Красный октябрь».
Защита состоится “20” декабря 2006г. в 1500 часов на заседании диссертационного совета Д 217.035.02 в Федеральном государственном унитарном предприятии «Центральный научно-исследовательский институт чёрной металлургии им. И.П. Бардина» по адресу 105005, Москва, 2-я Бауманская ул., д. 9/23.
С диссертацией можно ознакомиться в библиотеке ЦНИИЧЕРМЕТ им. И.П. Бардина.
Автореферат разослан ” 17 ” ноября 2006 г.
Ученый секретарь
диссертационного совета Т.П. Москвина
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы. Производство металлоемких изделий для энергетической, судостроительной, машиностроительной отраслей связано с получением поковок из крупных стальных слитков. Наиболее часто используемые при этом кузнечные слитки имеют значительную по относительному объему прибыльную часть и отличаются между собой отношением высоты тела к среднему диаметру и конусностью граней. Влияние этих параметров изучено и описано в литературе такими исследователями, как Скобло С.Я., Ефимов В.А., Жульев С.И., Ойкс Г.Н., Явойский В.И. и др.Машиностроительные предприятия, имеющие соответствующий парк литейной оснастки, позволяющей получать слитки развесом от 1 до 200т и выше, производят поковки самой широкой номенклатуры: штамповые кубики, валы, ротора толстостенные трубы, обечайки, корпусные детали и др. При этом готовые изделия могут быть длинномерными длиной до 24 метров или наоборот иметь диаметр до 5,5 метров.
Традиционная ориентация параметров крупного кузнечного слитка на получение плотной осевой зоны сильно ограничивает возможности получения низких величин обрези и трудоемкости процесса ковки при изготовлении такой широкой гаммы кованных изделий.
В связи с этим актуально расширение возможных геометрических форм крупных кузнечных слитков, обеспечивающих приближение их параметров к размерам готового изделия. При этом достигается большая изотропность показателей механических свойств по их длине и сечению.
Диссертационная работа выполнена в рамках проекта Министерства промышленности, науки и технологии 6/354-03 «Разработка технологии производства металлургических заготовок повышенной однородности для изделий тяжелого машиностроения» (2003 г.) по распоряжению №3.900/41-68 от 26.03.2003.
Цель работы: Повышение выхода годного и достижение более высокой стабильности свойств по длине и сечению полых крупногабаритных кованных изделий переменного наружного сечения.
Для достижения поставленной цели было необходимо решить следующие задачи:
— разработать параметры удлиненных ступенчатых сдвоенных прибыльных кузнечных слитков и рассчитать композиции литейных форм для их отливки;
— исследовать строение реального удлиненного сдвоенного ступенчатого слитка и его усадочные дефекты;
— математическим моделированием выявить параметры усадочных дефектов и напряженное состояние металла при затвердевании слитков;
—исследовать строение опытного слитка новой геометрии и качественные параметры металла ступенчатых поковок переменного сечения откованных из него.
Методы исследования. Экспериментальная часть работы выполнена с применением методов оптической микроскопии, методик для определения механических свойств материалов, а также разработанных новых оригинальных методик с использованием компьютерных программ – определение плотности дендритной структуры металла «МГП»,
Научная новизна:
1. выявлены параметры усадочных дефектов, распределение ликвирующих элементов и кристаллическое строение ступенчатого сдвоенного удлиненного прибыльного слитка;
2. математическим моделированием широкой гаммы слитков от 4 до 233 т определены закономерности развития усадочных раковин и структурных зон при разных температурах разливки, объемах прибыли, в слитке новой геометрии;
3. установлено соотношение объемов верхней и нижней частей ступенчатого слитка обеспечивающее отсутствие усадочных дефектов в его нижней части.
Практическая ценность. Предложен, исследован и опробован в производстве новый кузнечный слиток для полых длинномерных изделий переменного сечения, позволяющий минимизировать кузнечные отходы, трудоемкость ковки и повысить качество металла кованных изделий, стабилизировав показатели механических свойств металла за счет усреднения величин укова по длине;
Внедрение удлиненных ступенчатых кузнечных слитков на ФГУП ПО «Баррикады» (г. Волгоград) дало экономический эффект 808,4 тыс. руб. за счет снижения кузнечной обрези на 8% и трудоемкости ковки на 30%.
Основные положения, выносимые на защиту:
— результаты исследования кристаллической структуры нового сдвоенного ступенчатого прибыльного слитка с меньшей нижней частью и слитка сравнения;
— результаты исследования химической неоднородности и механических свойств поковок, получаемых из сдвоенного ступенчатого слитка с меньшей нижней частью;
— результаты моделирования влияния технологических параметров разливки и ковки стальных слитков на размеры усадочных дефектов в изделиях;
— результаты сравнения механических характеристик поковок патронов противовеса изготовленных из удлиненного прибыльного сдвоенного и сдвоенного ступенчатого с меньшей нижней частью;
Апробация работы. Материалы диссертационной работы докладывались на 2 международных конференциях (Волгоград, 2002 г., Самара 2005.), а также на ежегодных научно-технических конференциях ВолгГТУ (20022005 гг.).
Публикации. По теме диссертации опубликовано 17 печатных работ, в том числе 3 статьи в центральных рецензируемых журналах.
Структура и объём диссертации. Диссертация состоит из введения, 6 глав, общих выводов, списка литературных источников и приложения, содержит 144 страницы машинописного текста, 73 рисунка, 19 таблиц, приложение и список литературы из 107 наименований.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении изложены: актуальность, структура работы, научная новизна и практическая ценность и полученных результатов.
В первой главе рассмотрены существующие в настоящее время стальные слитки используемые для ковки на прессах. Данные слитки могут быть укороченные, нормальной высоты и удлиненные, так же прибыльными и бесприбыльными. При этом, как правило, каждый слиток отливается в свою изложницу, что делает ряд их типоразмеров дискретным.
Анализ литературных данных показал что, основной причиной отбраковки крупных длинномерных поковок является неудовлетворительное качество металла исходного слитка.
Используемый в настоящее время для ковки широкой номенклатуры крупных заготовок прибыльный слиток имеет ряд недостатков.
Во-первых, количество типоразвесов слитков ограничено парком литейной оснастки, увеличение которого экономически нецелесообразно из-за повышения расходов материалов, потребности иметь дополнительные площади для их складирования и т.д. При этом узкая номенклатура слитков приводит для определенных поковок, в основном крупных, к снижению выхода годного в результате большого остатка металла. Приведены результаты статистической обработки данных, характеризующих величины выхода годного и отходов, образующихся в процессе ковки наиболее характерных заготовок, из-за ограниченного выбора кузнечных слитков. Отходы металла при ковке составляют значительную величину (32...42 %).
Во-вторых, получение длинномерных изделий, из нормальных прибыльных слитков с (Н/D-2,0...2,5) связано с большой трудоемкостью ковки, а именно, необходимостью протяжки заготовки большого диаметра до требуемых размеров. При этом из-за большего количества промежуточных нагревов заготовки высоки общие затраты.
В-третьих, данные слитки имеют значительную по относительному объему прибыльную часть (18-25%), удаляемую в отход, которая служит для восполнения усадки нижерасположенных объемов тела. Использование подобной прибыли оправдано при получении заготовок для сплошных изделий.
В случае изготовления полых деталей, обечаек, труб, колец, корпусных изделий и др. применение слитков с массивной прибылью нецелесообразно.
В-четвертых, прибыльные нормальные слитки не всегда оптимальны с точки зрения качества металла. Их геометрические параметры (конусность, отношение Н/D, величина прибыли) подобраны таким образом, чтобы иметь плотную осевую зону в теле. Однако при минимальной физической неоднородности металла в слитке имеется значительная химическая неоднородность.
В-пятых, при значительном укове металла в длинномерных изделиях показатели механических свойств по длине и сечению имеют существенные различия.
По этим причинам существенно расширить номенклатуру получаемых слитков позволило использование удлиненных сдвоенных слитков с прямой и обратной конусностью тела. Данные слитки, отливаемые в составные из двух полуформ изложницы, используются для изготовления длинномерных полых заготовок. При этом в качестве полуформ используются имеющиеся на предприятии изложницы.
Во второй главе приведены сведения о материале исследований. Описаны методики исследования химической неоднородности по пробам, отобранным с различных горизонтов исследуемых слитков, определение влияния укова на механические свойства металла в крупногабаритных ступенчатых поковках изготовленных из сдвоенных прибыльных слитков переменного сечения с меньшей нижней частью.
Описана методика исследования слитков по ряду параметров, с применением компьютерной программы: химическому составу стали, количеству кристаллов, их величине, длине и углу наклона к горизонтали наибольших осей дендритов. По совокупности этих параметров определяли границы структурных зон слитков.
Описан комплекс математических моделей Crystal и методика работы с ним1. Опираясь на результаты металлографических исследований программа Crystal осуществляет построение многоцветных плоских графиков (полей): температурного поля, поля градиентов температур, поля распределения напряжений (осевых, окружных, радиальных, касательных), плотностей и давлений, распределение параметров и , а также рассчитывает параметры кристаллических зон слитков. Все эти поля могут быть построены для любого момента времени, начиная от начала кристаллизации.
В третьей главе приведены результаты исследования сдвоенного прибыльного ступенчатого слитка с меньшей нижней частью массой 4 т стали 25 (рис. 1, 2, табл. 1).
Таблица 1 - Геометрические характеристики и технологические параметры отливки удлиненного сдвоенного прибыльного слитка
| Тип слитка | Масса, т | Высота, мм | Н/D | Конусность на обе стороны, % | Относительный объем прибыли, % | Продолжительность отливки | |
| тело, мин | прибыль, мин | ||||||
| Сдвоенный ступенчатый с меньшей нижней частью | 4,07 | 2970 | 3,8 | 6,1 | 8,3 | 4'30'' | 1'00'' |
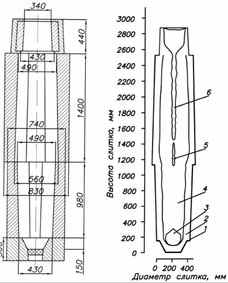
| Рисунок 1 - Геометрические размеры изложницы | Рисунок 2 - Схема структурных зон в сдвоенном ступенчатом слитке 1 – корковая зона; 2 – зона столбчатых кристаллов; 3 – конус осаждения; 4 – зона крупных различно ориентированных дендритов;5 – зона осевой рыхлости; 6 – усадочная раковина |
Корковая зона, состоящая из мелких неориентированных кристаллов по высоте, имеет толщину - 6 мм.
Зона столбчатых кристаллов также имеет различную ширину по высоте. В верхней половине слитка она шире, чем в нижней. Это вызвано большей толщиной и теплоемкостью верхней полуформы составной изложницы. Угол отклонения столбчатых дендритов от горизонтали составляют - 17...20 град. Большая величина отклонения дендритов наблюдается в подприбыльных горизонтах, что связано с тепловым влиянием прибыли.
Зона равноосных различноориентированных кристаллов расположена между зоной столбчатых кристаллов и осевой зоной. В верхней части слитка, с большим диаметром, кристаллы более крупные, и имеются шнуры внеосевой ликвации.
В нижней, более узкой части слитка, расположен конус из кристаллов, имеющий мелкокристаллическую структуру с различно ориентированными кристаллами. Поверхность этой зоны ограничена фронтом, растущим от стенок изложницы. Высота конуса в теле слитка 216 мм, и составляет 9 % от общей высоты тела. Высота конуса в этом слитке в 2,6...3 раза меньше, чем в обычных слитках такой же массы.
Меньшая протяженность конуса осаждения в удлиненных слитках объясняется увеличением доли горизонтального (бокового) фронта затвердевания по сравнению с нормальным слитком такой же массы. При одинаковой скорости оседания кристаллов, зависящей только от свойств расплава, в удлиненном слитке, имеющем большую высоту и скорость горизонтального затвердевания, большая часть оседающих кристаллов захватывается горизонтальным фронтом, не успевая достичь дна слитка. При незначительной высоте конуса существенная его часть удаляется при ковке в отходы, что позволяет снизить величину отрицательной ликвации в поковке.
Основные дефекты слитка сосредоточены в осевой зоне. Можно выделить два типа дефектов осевой зоны.
1) V-образные трещины;
2) усадочная раковина.
V-образные трещины в слитке с меньшей нижней частью расположены в верхней половине вдоль усадочной раковины на всем ее протяжении и ниже ее на 308 мм. Общая протяженность V-образных дефектов в этом слитке составляет 1073 мм.
Таким образом, в сдвоенном прибыльном слитке с меньшим нижним сечением все дефекты сосредоточены в узкой осевой зоне в верхней более широкой части. Максимальный диаметр дефектной зоны равен 51 мм, что составляет 10 % от диаметра слитка.
Исследование химической неоднородности проводили анализом проб из осевых темплетов слитка на спектральном анализаторе.
На рисунке 3 приведена схема распределения углерода, серы, фосфора в сдвоенном прибыльном ступенчатом слитке с меньшей нижней частью.
Металлографический анализ металла ступенчатого слитка показал, что в целом распределение неметаллических включений в объеме подчиняется тем же закономерностям, что и в обычном слитке. Верхняя зона слитка в большей степени обогащена сульфидами, низ - оксидами. Отмечается увеличение содержания сульфидов в направлении от края к центру слитка. Оксидная фаза распределяется по сечению слитка скачкообразно. В осевой зоне среднего горизонта наблюдается максимально содержание как сульфидов, так и оксидов.
В четвертой главе приведены результаты исследования расположения и характера усадочных дефектов, а также химической и структурной неоднородности удлиненного сдвоенного прибыльного слитка массой 2,99 т из стали марки 38Х2Н2МА.
Удлиненный сдвоенный прибыльный слиток с прямой и обратной конусностью соответственно в верхней и нижней части отливался в составную из двух полуформ изложницу (рис. 4, табл. 2).

Рисунок 3 - Схема распределения углерода, серы, фосфора в сдвоенном прибыльном ступенчатом слитке с меньшей нижней частью.
Параметры основных структурных зон исследуемого слитка представлены на рисунке 5.
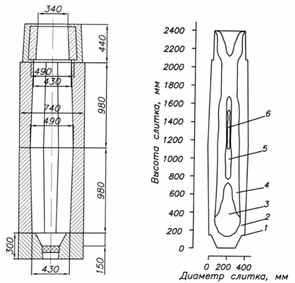
| Рисунок 4 – Геометрические размеры изложницы сдвоенного слитка | Рисунок 5 - Схема структурных зон в сдвоенном ступенчатом слитке 1-корковая зона; 2-зона столбчатых кристаллов; 3-конус осаждения; 4-зона различно ориентированных кристаллов; 5-зона осевой рыхлости; 6-вторичная усадочная раковина; |
Корковая зона имеет толщину 6 мм.
Ширина зона столбчатых кристаллов также меняется по высоте. Изменение ширины зоны столбчатых кристаллов в удлиненном сдвоенном слитке подчиняется тем же закономерностям, что и в нормальных прибыльных - максимум внизу минимум в подприбыльном горизонте. В удлиненном сдвоенном слитке на большей высоте ширина зоны столбчатых кристаллов постоянна и составляет 70 мм уменьшаясь до 40 мм в подприбыльном горизонте. Угол отклонения кристаллов от горизонта вверх увеличивается в верхних горизонтах до 17...18° в нижней и средней части равен 14...15°.
Таблица 2 - Геометрические характеристики и технологические параметры отливки удлиненного сдвоенного прибыльного слитка
| Тип слитка | Масса, т | Высота, мм | Н/D | Конусность на обе стороны, % | Относительный объем прибыли, % | Продолжительность отливки | |
| тело, мин | прибыль, мин | ||||||
| Удлиненный | 2,99 | 1960 | 3,98 | 6,1 | 10,3 | 3'33'' | 1'00'' |
Шнуры внеосевой ликвации в слитке массой 2,99 т отсутствуют.
В донной части слитка расположен конус осаждения имеющий мелкокристаллическую структуру с различноориентированными кристаллами. Поверхность этой зоны ограничена фронтом растущим от стенок изложницы и поддона. Высота конуса в теле удлиненного сдвоенного слитка равняется 320 мм, что составляет 16,3 % от высоты тела.
Изучение слитка показало, что удлиненный сдвоенный прибыльный слиток в основном по сечению имеет плотное строение. Все дефекты сосредоточены в узкой осевой зоне. Вторичная усадочная раковина изолирована мостом металла высотой 455 мм.
Сдвоенный прибыльный слиток имеет меньшую химическую неоднородность обусловленную более высокой скоростью его затвердевания из-за меньшего диаметра тела. С увеличением массы слитка химическая неоднородность металла по высоте и сечению возрастает.
В узкой осевой области, диаметром 13,2% сосредоточены все дефекты слитка: вторичная усадочная раковина, обогащенные неметаллическими включениями и ликватами объемы металла. При изготовлении полых изделий с диаметром осевого канала 30 % от диаметра поковки они будут полностью удалены.
Проведено сравнение различных характеристик трех слитков сдвоенного, ступенчатого с меньшей нижней частью и обычного (табл. 3).
Наблюдается существенное различие в параметрах основных структурных зон обычного и сдвоенных слитков.
Конус осаждения в обычном слитке заметно больше, чем в сдвоенных и составляет 43% от общей высоты слитка, тогда как в сдвоенном 16% и 8% в ступенчатом.
В обоих сдвоенных слитках наблюдается протяженная усадочная раковина в теле слитка, которой нет у обычного слитка. Однако сдвоенные слитки предназначены для получения полых поковок и усадочная раковина удаляется в выдру при прошивке слитка или высверливается.
Для сдвоенных слитков важен такой параметр, как максимальный диаметр осевой дефектной зоны, который у сдвоенного ступенчатого слитка равен 10% от диаметра слитка, что меньше чем у сдвоенного (13%).
Ширина зоны столбчатых кристаллов в абсолютных и в относительных значениях у обычного слитка меньше, чем у сдвоенных. Это связано с более высокой долей последовательной кристаллизации у сдвоенных слитков.
Основное преимущество сдвоенного ступенчатого слитка перед сдвоенным слитком постоянного сечения в том, что у первого слитка усадочная раковина простирается только в верхней половине слитка. Это дает возможность использовать нижнюю половину ступенчатого слитка для производства сплошных поковок.
Таблица 3 – Характеристики исследованных слитков
| п/п | Параметры структурной зоны | Удлиненный сдвоенный масса 2,99 т | Удлиненный ступенчатый с меньшей нижней частью масса 4т | Обычный прибыльный массой 4,5т. | |
| 1 | Толщина корковой зоны мм | 6 | 6 | 10/20 | |
| 2 | Ширина зоны столбчатых кристаллов мм | в нижней части | 70 | 90 | 60 |
| в верхней части | 70 | 110 | 45 | ||
| 3 | Высота конуса из кристаллов, мм/% | 320/16 | 216/8 | 685/43 | |
| 4 | Протяженность осевой дефектной зоны, мм/% | 1275/65 | 1078/37 | 720/52 | |
| 5 | Максимальных диаметр осевой дефектной зоны, мм/% | 65/13 | 51/10 | 100/15,6 | |
| 6 | Протяженность зоны усадочных полостей, мм/% | 1280/53 | 1150/40 | -------- | |
| 7 | Максимальный диаметр усадочной раковины в теле слитка, мм/% | 30/6 | 37/7 | -------- | |
| 8 | Расстояние от прибыли до максимального диаметра усадочной раковины в теле слитка, мм | 255 | 775 | -------- | |
| 9 | Высота подприбыльного моста, мм/% | 455/23 | -------- | 116/6 | |
| 10 | Положительная ликвация (%): – углерода – серы – фосфора | +20 +30 +16 | +28 +16 +33 | +12 +7 +18 | |
| 11 | Отрицательная ликвация (%): – углерода – серы – фосфора | -8 -16 -20 | -5 -16 -11 | -15 -27 -29 | |
| 12 | Суммарная ликвация (%): – углерода – серы – фосфора | 28 50 32 | 33 32 44 | 27 34 47 | |
Химическая неоднородность обычного прибыльного слитка существенна. Это выражается в наличии объемов металла с отрицательной ликвацией (конус осаждения), положительной ликвацией (осевая подприбыльная зона) и зоной внецентренной ликвации (тело слитка). С увеличением массы и диаметра тела слитка развитие ликвационных зон усиливается. Сдвоенные слитки отличаются более равномерным распределением основных ликвирующих элементов – в периферийных областях их ликвация незначительна, некоторый рост наблюдается в осевых объёмах и в районе вершины усадочной раковины, однако эти участки удаляются в отходы при последующей обработке, обеспечивая получение изделия с равномерным распределением углерода, серы и фосфора по длине.
В пятой главе проведен сопоставительный анализ экспериментальных и расчетных данных для ступенчатого слитка массой 4т представленный на рисунке 6. Достоверность результатов компьютерного моделирования проверена на опытных слитках. Получено близкое соответствие экспериментальных и расчетных данных по размерам структурных и дефектных зон, что дает возможность использовать разработанную модель для проектирования новых слитков и оценки опасности формирования дефектов в них, не производя натурного эксперимента.
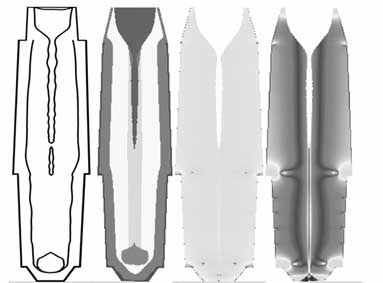
| Опытный ступенчатый слиток | Кристаллические зоны | Интенсивность напряжений | Критерий трещинообразования |
Рисунок 6 - Сопоставительный анализ экспериментальных и расчетных данных для ступенчатого слитка массой 4т
Проведен анализ технологического процесса получения кузнечного слитка, начиная от разливки и заканчивая его затвердеванием. Среди всех параметров были выбраны те, которые влияют на процесс кристаллизации слитка: относительный объем прибыли, начальная температура расплава, химический состав стали, длительность затвердевания.
Было рассмотрено влияние каждого из вышеперечисленных факторов в отдельности. Знание конкретного качественного и количественного влияния этих факторов позволит в определенной степени осуществлять управление процессом кристаллизации, добиться их бездефектности. Для этого было смоделировано и проанализировано множество слитков. Это множество было разбито на группы. Для «чистоты эксперимента» в каждую группу входили слитки, отличающиеся друг от друга одним параметром при неизменных остальных.
Были промоделированы следующие группы слитков:
1. С температурой заливки металла от 1540 до 1700C;
2. Слитки из различных сталей как углеродистых марок 08, 20, 35, 40, 45, У8, У12, так и легированных марок 30Х, 18ХГ, 30Г2, 30Н3, 30ХН3, 38Х2Н2МА, 38ХН3МФА, 4Х13;
3. Слитки с различным относительным объемом прибыли от 8,97% до 0 и слитки с недоливом;
4.Слитки различной массы от 4 до 233 т;
5. Слиток в различные моменты затвердевания (просчитан весь период его кристаллизации через 8 минут) и последующего охлаждения.
Составлена база данных литейной оснастки для ПО «Баррикады», в которой содержится информация о геометрических параметрах изложниц, поддонов и прибыльных надставок.
Расчеты показали, что напряженное состояние всех слитков качественно имеет одинаковый характер, есть количественные отличия – в поверхностных объемах и в осевой зоне, которые в зависимости от условий кристаллизации выражаются в большем или меньшем развитии зоны осевой рыхлости.
Получившиеся зависимости подтверждаются экспериментальными данными и объясняются с позиции теории объемно-последовательной кристаллизации слитка.
Знание расположения дефектных зон в слитке и факторов, влияющих на их возникновение и развитие, позволяет в определенной степени управлять процессом кристаллизации, уменьшать негативное влияние вредных факторов, снижать вероятность брака по осевой рыхлости, увеличивать выход годного.
В шестой главе приведены результаты исследования закова усадочных дефектов при ковке. Для этого были отлиты пять сдвоенных прибыльных слитков массой 9т из стали 38Х2Н2МА. При этом полуформами служили обычные изложницы используемые для отливки слитков массой 4,5 и 5,8 т нормальной высоты. Сборка изложниц производилась соосной установкой одной полуформы на другую и сопряжением их со стороны максимальных внутренних диаметров. Прибыльная надставка с меньшим внутренним сечением, чем наименьшее сечение изложницы так же соосно устанавливалась на узкий торец верхней полуформы. Масса прибыльной части слитка составляла, 8,3 %.
Влияние величины укова на свойства металла изучали на четырех ступенчатых поковках, которые были откованы из верхней половины слитка. Нижняя донная часть слитков была использована для ковки штатных сплошных поковок. Из верхней части каждого слитка откована ступенчатая поковка с таким расчетом, чтобы в каждом сечении 1-4 (рис. 7) были одни и те же величины уковов: 2,5; 4,0; 6,0; 9,5.
Термически обработанные поковки были разрезаны для испытаний на механические свойства и исследования макроструктуры.
В таблице 4 приведены максимальные и минимальные значения прочностных характеристик металла ступенчатых поковок при разных величинах, укова, соответствующих меняющимся сечениям слитка.
Как следует из представленных данных полученные поковки, отличаются большой однородностью прочностных характеристик металла по длине заготовки. Стабильность величин механических свойств металла поковок позволяет значительно упростить процесс их термообработки, за счет исключения необходимости нагрева концов заготовки на разную температуру после закалки.
Таблица 4 – Минимальные и максимальные значения прочностных характеристик в сечениях слитка
| Уков | Показатель МПа | Сечение 1 | Сечение 2 | Сечение 3 | Сечение 4 | ||||
| min | max | min | max | min | max | min | max | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 2,38-2,45 | σт | 686 | 715,4 | 686 | 715,4 | 676,2 | 715,4 | 666,4 | 686 |
| в | 862,4 | 901,6 | 862,4 | 901,6 | 852,6 | 901,6 | 842,8 | 862,4 | |
| 3,60-3,90 | σт | 686 | 715,4 | 676,2 | 695,8 | 676,2 | 705,6 | 676,2 | 686 |
| в | 862,4 | 882 | 862,4 | 882 | 862,4 | 891,8 | 852,6 | 862,4 | |
| 5,20-5,90 | σт | 695,8 | 735 | 705,6 | 735 | 686 | 705,6 | 695,8 | 695,8 |
| в | 872,2 | 911,4 | 891,8 | 911,4 | 862,4 | 891,8 | 872,2 | 872,2 | |
| 9,25-9,55 | σт | 715,4 | 744,8 | 715,4 | 744,8 | 715,4 | 744,8 | 715,4 | 715,4 |
| в | 901,6 | 931 | 882 | 921,2 | 901,6 | 931 | 882 | 901,6 | |
Дополнительным исследованиям на механические свойства подвергалась поковка В-6429, представляющая из себя патрон противовеса, которая была порезана по схеме приведённой на рисунке 8.
Для сравнения механических характеристик поковки В-6429, изготовленной из экспериментального сдвоенного ступенчатого слитка с меньшей нижней частью, были взяты значения свойств, полученные у аналогичного изделия, которое было отковано из сдвоенного прибыльного слитка с постоянным сечением.
Исследование механических свойств показало, что на верхней половине поковки прочностные и пластические свойства у поковок, изготовленных из сравниваемых слитков близкие, а на нижней половине изделия расходятся. Прочностные характеристики у сдвоенного слитка с постоянным сечением на первой половине поковки выше, чем у ступенчатого слитка. А значения ударной вязкости к середине поковки из обычного сдвоенного слитка повышаются по сравнению со ступенчатым слитком. Данные различия в механических характеристиках патронов противовесов, откованных из сравниваемых слитков, вероятно, объясняются тем, что данная поковка является полой, ступенчатой и при её изготовлении из сдвоенного прибыльного слитка постоянного сечения окончательный уков будет различный на ступенях поковки. А при изготовлении патрона противовеса из сдвоенного прибыльного слитка с переменным сечением величины укова по длине изделия менялись незначительно, что сказывается на равномерности механических свойств металла по длине. Данный факт так же подтверждается данными таблицы 5, из которой видно, что результаты расчёта коэффициента равномерности механических свойств более стабильны по длине поковки, откованной из ступенчатого слитка.
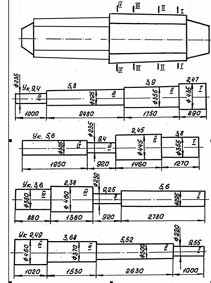
Рисунок 7– Опытные ступенчатые поковки
I, II, III, VI – участки с различными степенями укова
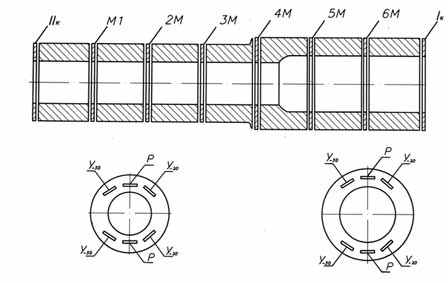
Рисунок 8 – Схема порезки поковки В-6429 из экспериментального слитка на диски для испытаний
Iк и IIк – концевые диски отбираемые при штатном контроле; 1М...6М – диски для детального контроля; У-50 и У+20 – ударные образцы для испытаний при -50 и +20С соответственно; Р – разрывные образцы
Таблица 5 – Сравнение распределения коэффициента равномерности механических свойств для поковок изготовленных из различных слитков
| Механические свойства | Сдвоенный прибыльный слиток | Сдвоенный прибыльный ступенчатый слиток | Снижение величины разброса механических свойств, раз | ||
| Разница между максимальным и минимальным значениями | Коэффициент равномерности механических свойств, W, % | Разница между максимальным и минимальным значениями | Коэффициент равномерности механических свойств, W, % | ||
| 1 | 2 | 3 | 4 | 5 | 6 |
| Предел пропорциональности, σпц, МПа | 190 | 18,3 | 24,6 | 2,4 | -6,9 |
| Предел текучести, σт, МПа | 150 | 13,1 | 67 | 6,0 | -2,2 |
| Предел прочности, σв, МПа | 255 | 20,3 | 68 | 5,6 | -3,7 |
Продолжение таблицы
| 1 | 2 | 3 | 4 | 5 | 6 |
| Относительное удлинение, δ % | 3 | 25,3 | 2 | 15,5 | -1,5 |
| Относительное сужение, ψ, % | 16 | 44,5 | 11 | 29,4 | -1,4 |
| Ударная вязкость при +20°С, KCV+20, кДж/м2 | 160 | 38,7 | 137 | 31,1 | -1,2 |
| Ударная вязкость при -50°С, KCV-50, кДж/м2 | 140 | 51,2 | 117, 6 | 33,7 | -1,2 |
Коэффициент равномерности механических свойств у ступенчатого слитка превышает этот же показатель у сдвоенного сплошного на 20%, а порой даже в 3-6 раз. При этом максимальный эффект достигнут на прочностных показателях (пределе прочности и пределе пропорциональности).
ОБЩИЕ ВЫВОДЫ
- Разработаны параметры и подобрана литейная оснастка для большой гаммы крупных кузнечных прибыльных слитков массой от 4 до 233 т с переменным наружным сечением (более широкой верхней частью) для полых ступенчатых поковок;
- Выявлены структурные и ликвационные параметры, характеризующие качество металла ступенчатого сдвоенного удлиненного прибыльного слитка;
- Математическим моделированием широкой гаммы слитков от 4 до 233 т определены закономерности развития усадочных раковин и областей с повышенным напряженным состоянием при разных температурах разливки, объемах прибыли, различных марок стали в слитке новой геометрии;
- Установлено преобладание последовательного механизма кристаллизации над объёмным в удлинённых слитках, что и обеспечивает вытянутую вдоль оси форму усадочной раковины, а также меньшее развитие осевой рыхлости в диаметре, что позволяет существенно расширить номенклатуру полых изделий, изготовленных из слитка новой геометрии;
- Разработана, опробована и внедрена технология ковки полых длинномерных поковок с переменным наружным сечением из удлиненных ступенчатых малоприбыльных кузнечных слитков;
- Достигнуто повышение стабильности характеристик механических свойств готовых длинномерных изделий в 1,5-4 раза, за счёт большей структурной однородности литого металла и снижения развития дефектов усадочного и ликвационного характера;
- Внедрение на Волгоградском ФГУП ПО «Баррикады» новых кузнечных слитков для полых длинномерных изделий ступенчатого профиля позволило снизить отбраковку, а также уменьшить количество термических переработок готовых изделий, что дало повысить выход годного на 8% и снизить трудоемкость ковки на 30%. Экономический эффект на опытной партии кованных изделий переменного наружного сечения составил 808,4 тыс. руб.
Основные положения диссертационного исследования опубликованы в следующих работах:
1. Жульев С.И., Бузинов Е.И., Бод К.Ю., Шамрей В.А., Посламовская Ю.А. Моделирование напряженного состояния стальных слитков при затвердевании. // Сталь.- 2006. №7. с. 21-22
2. Гузенков С.А., Жульев С.И., Бод К.Ю. Прогнозирование конструкционной прочности изделий из высокочистой стали. // Металлургия машиностроения. №2 – 2005.
3. Гузенков С.А., Жульев С.И., Сергеев В.И., Бод К.Ю. Разработка рациональных приемов при выплавке особочистой стали.// Металлург. – 2003. №10. с. 39-41.
4. Совершенствование состава шихты при выплавке особочистой стали / Жульев С.И., Гузенков С.А., Сергеев В.И., Бод К.Ю. // Современные проблемы металлургического производства: Сб. тр. междунар. науч.-техн. конф., Волгоград, 1-3 октября 2002г. /ВолгГТУ и др. – Волгоград, 2002. - С. 59-62.
5. Особенности формирования структурных зон в крупных стальных слитках / Живов М.Е., Фоменко А.П., Бод К.Ю., Шамрей В.А., Посламовская Ю.А. // Высокие технологии в машиностроении: Матер. Междунар. науч. – техн. конф., Самара, 20 – 22 окт. 2005 / Самар. Гос. Техн. ун – т. – Самара, 2005. – С.178 –180.
6. Причины возникновения внутренних трещин в крупных кузнечных слитках и разработка мероприятий по их устранению / Посламовская Ю.А., Бод К.Ю., Живов М.Е., Фоменко А.П. // Высокие технологии в машиностроении: Матер. Междунар. науч. – техн. конф., Самара, 20 – 22 окт. 2005 / Самар. Гос. Техн. ун – т. – Самара, 2005. – С.216 – 218.
7. Совершенствование технологических параметров отливки с целью получения стабильных по механическим свойствам поковок / Руцкий Д.В., Федоров Д.Н., Шамрей В.А., Бод К.Ю., Фоменко А.П. // Высокие технологии в машиностроении: Матер. Междунар. науч. – техн. конф., Самара, 20 – 22 окт. 2005 / Самар. Гос. Техн. ун – т. – Самара, 2005. – С.219 – 222.
8. Исследование структурной неоднородности в сдвоенном бесприбыльном слитке / Федоров Д.Н., Мозговой А.В., Руцкий Д.В., Фоменко А.П., Бод К.Ю. // Высокие технологии в машиностроении: Матер. Междунар. науч. – техн. конф., Самара, 20 – 22 окт. 2005 / Самар. Гос. Техн. ун – т. – Самара, 2005. – С.234 – 236.
9. Исследование закономерностей формирования литейной конусности стальных слитков / Шамрей В.А., Федоров Д.Н., Руцкий Д.В., Бод К.Ю., Фоменко А.П., Живов М.Е. // Высокие технологии в машиностроении: Матер. Междунар. науч. – техн. конф., Самара, 20 – 22 окт. 2005 / Самар. Гос. Техн. ун – т. – Самара, 2005. – С.240 – 242.
10. К механизму формирования дугообразных трещин в кузнечном слитке / Шевкун Г.П., Петрова В.Ф., Масловская Н.С., Бод К.Ю., Фоменко А.П. // Высокие технологии в машиностроении: Матер. Междунар. науч. – техн. конф., Самара, 20 – 22 окт. 2005 / Самар. Гос. Техн. ун – т. – Самара, 2005. – С.243 – 244.
11. Бод К.Ю., Жульев С.И. Исследование структурных зон сдвоенных ступенчатых слитков // Х Региональная конференция молодых исследователей Волгоградской области, г. Волгоград, 8 – 11 ноября 2005г.: Тезисы докладов / ВолгГТУ и др. – Волгоград, 2005. – С.137 – 138.
12. Расчет и анализ дефектов в кузнечных слитках / к.т.н. Е.И. Бузинов, асп. К.Ю. Бод, А.П. Фоменко, асп. Ю.М. Шелухина, д.т.н. С.И. Жульев. // Сборник Металлургия и металловедение в машиностроении. – Волгоград, 2006. – с. 11-28.
13. Влияние технологических параметров на развитие объемной ликвации в крупногабаритных поковках / к.т.н. Д.В. Руцкий, асп. К.Ю. Бод, д.т.н. С.И. Жульев. // Сборник Металлургия и металловедение в машиностроении. – Волгоград, 2006. – с. 34-42.
14. Применение сдвоенных бесприбыльных слитков для производства полых поковок. / к.т.н. Д.Н. Фёдоров, асп. А.В. Мозговой, асп. К.Ю. Бод, д.т.н. С.И. Жульев. // Сборник Металлургия и металловедение в машиностроении. – Волгоград, 2006. – с. 31-34.
15. Повышение качества трубных поковок из стали 38ХН3МФА, изготавливаемых из сдвоенных прибыльных слитков массой более 20т с повышенным выходом годного металла в заготовку / к.т.н. Д.В. Руцкий, асп. К.Ю. Бод, д.т.н. С.И. Жульев. // Сборник Металлургия и металловедение в машиностроении. – Волгоград, 2006. – с. 53-65.
16. Производство особоответственных кованных изделий из высокочистой стали / С.А. Гузенков, асп. К.Ю. Бод, д.т.н. С.И. Жульев. // Сборник Металлургия и металловедение в машиностроении. – Волгоград, 2006. – с. 65-71.
17. Исследование макроструктуры удлиненных сдвоенных прибыльных слитков с переменным сечением / к.т.н. Д.В. Руцкий, асп. К.Ю. Бод, д.т.н. С.И. Жульев. // Сборник Металлургия и металловедение в машиностроении. – Волгоград, 2006. – с. 71-76.
Личный вклад автора в опубликованные работы. Все выносимые на защиту научные и практические результаты получены автором лично и в соавторстве.
В работах [6, 8, 9, 10, 11, 13, 17] автором приводятся данные, полученные в результате исследования макроструктурной, физической и химической неоднородности крупных стальных слитков различной геометрии и технологии отливки. В работах [3, 7] приведены результаты оптимизации параметров кузнечного слитка, позволившей повысить выход годного металла из слитка в поковку. В статье [5] приведены данные по исследованию закономерностей фазообразования при кристаллизации крупных кузнечных слитков. В статье [1, 12] представлены результаты, полученные с помощью компьютерного моделирования, определяющие закономерности формирования структурных зон в теле прибыльного сдвоенного ступенчатого слитка с меньшей нижней частью, а так же влияние геометрических и технологических параметров на степень их развития. В работе [2, 4, 14, 15, 16], автором предложены оптимальные технологические режимы и геометрические параметры слитков с целью получения качественных поковок.
Подписано в печать __________ Заказ №___ Тираж 100экз. Печ. л. ____.
Формат 60 х 84 1/16. Бумага офсетная. Печать офсетная.
Типография «Политехник»
Волгоградского государственного технического университета.
400131, Волгоград, ул. Советская,35
1 Комплекс состоит из шести взаимосвязанных моделей. Разработан сотрудниками кафедры «Сопротивление материалов» проф. Багмутовым В.П. и доц. Захаровым И.Н., адаптирован аспирантами кафедры «Технология материалов»