
Круглопильный станок применяется для раскроя пиломатериалов, заготовок, щитов, плит, клееной фанеры
| Вид материала | Лабораторная работа |
СодержаниеПрактическая работа |
- 195027, Санкт-Петербург, ул. Магнитогорская, д. 51 Бизнес-центр«крол»,офис 319, 709.62kb.
- Состоялось расширенное заседание Подкомитета по мебельной промышленности, производству, 94.92kb.
- Бюллетень ассоциация предприятий, 732.16kb.
- Материально-техническое обеспечение моу гимназии №25, 78.58kb.
- Укция приспособлений и сокращаются их габаритные размеры, так как вся поверхность приспособлении, 138.01kb.
- Осенакатной специализированный станок модели кж 1843, 72.85kb.
- Тянуще-правильное устройство машины непрерывного литья заготовок, 584.76kb.
- Уголовный процесс, 1106.99kb.
- 4 Выбор заготовок и способов их изготовления, 1308.48kb.
- Фрезерные станки, 33.79kb.
Лабораторная работа №2
Пиление на круглопильном станке
КРУГЛОПИЛЬНЫЙ СТАНОК
Теоретическая часть
Круглопильный станок применяется для раскроя пиломатериалов, заготовок, щитов, плит, клееной фанеры. По назначению разделяются на станки для продольной, поперечной распиловки и универсальные.
На рисунке 45, а показан универсальный круглопильный станок модели Ц-6, предназначенный для продольной и поперечной распиловки досок, брусков и щитов. Кроме основной работы, продольного и поперечного распиливания древесины на станке, используя различные приспособления, можно производить срезание фасок, устанавливая линейку под нужным углом по отношению к плоскости стола. Устанавливая направляющую линейку на заданном расстоянии от пильного диска и регулируя стол, можно выбирать четверти, пазы, гребни, запиливать проушины, шипы.
Станина станка — литая, коробчатой формы. Внутри нее на двух связанных между собой, шарнирно закрепленных плитах крепится в подшипниках пильный вал 1 и электродвигатель. Электродвигатель и пильный вал кинематически связаны между собой клиноременной передачей.
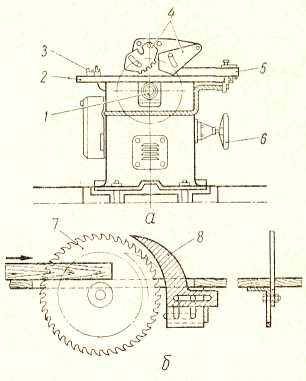
Рис. 45. Схема универсального круглопильного станка Ц-6(а):
/ — ножевой вал; 2 — стол; 3 — упорный угольник; 4 — ограждение; 5 — направляющая линейка; 6 — маховичок механизма установки ножевого вала по высоте; б — схема установки расклинивающего кожа; 7 — пильный диск; 8 — расклинивающий нож
Положение пильного вала и электродвигателя в вертикальной плоскости можно изменять с помощью маховичка 6, который связан винтом с гайкой, закрепленной на верхней плите. Натяжение ремней выполняется регулировкой длины штанги, соединяющей плиты.
На столе 2 предусмотрено отверстие для пильного диска и продольный паз, в котором может скользить передвижной упорный угольник 3. На столе же закрепляется направляющая линейка 5 и ограждение пильного диска 4.
Расклинивающий нож (рис. 45, б) устанавливают в плоскости пильного диска при пилении вдоль волокон. Его располагают позади диска на расстоянии 10—15 мм от вершины зубьев. Для плоских дисков
толщина ножа равна толщине пропила или на 0,2 мм превышает его.
Дисковые пилы в поперечном сечении бывают с плоским и коническим диском.
Пилы с плоским диском (рис. 46, а) в форме круглого плоского диска одинаковой толщины с насеченными зубьями разного профиля (предусмотрены четыре профиля зубьев пил) имеют диаметры 125— 150 мм и толщину 3,5 мм. Ширина пропила 3,5—4,5 мм.
Конические пилы (рис. 46, б, в, г) используют главным образом для профильного пиления пиломатериалов на дощечки толщиной 8—10 мм. Они дают чистый и узкий пропил 1,7—2,5 мм.
Чисторежущие (строгальные) пилы (рис. 46, б) применяют для получения чистых поверхностей пропила. Это возможно благодаря особой их конструкции, не требующей развода зубьев пил.
Дисковые пилы с пластинками из твердого сплава типа В?\15 применяют для древесностружечных плит, пиломатериалов, фанеры и т. п., а ВКП —для профильного распиливания клееной и цельной древесины.

Р
 ис. 46. Конструкции дисковых пил:
ис. 46. Конструкции дисковых пил:а — плоские; б — правоконические; в — левоконические; г — двухсторонние конические; д — строгальные (D — наружный диаметр пилы, d — диаметр посадочного отверстия).
Практическая работа
Цель. Ознакомление с устройством круглопильного станка Ц-6 и его управлением, формирование первоначальных умений по пилению.
Оборудование, инструмент, приспособления. Круглопильный станок Ц-6, дисковые пилы для продольного и поперечного распиливания, толкатели, пиломатериалы, цветные плакаты, паспорт станка.
Технические сведения. Диаметр пильного диска выбирают в зависимости от толщины распиливаемого материала. Вершины зубьев пилы должны выступать из распиливаемого материала на 5—10 мм.
Закрепляют диск на пильном валу с помощью зажимных шайб, одна из которых служит для передачи диску крутящего момента и фиксируется относительно вала шпонкой, а другая свободно надевается на вал после установки диска. Диск зажимается между шайбами гайкой.
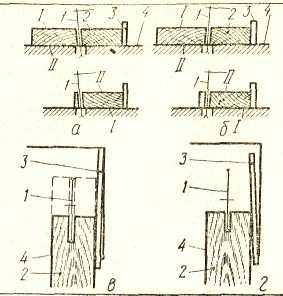
Рис. 48. Положение пильного диска относительно стола и линейки:
а и б — при непараллельности ножевого вала поверхности стола; в и г — при не-параллелыюсти линейки плоскости диска; / и // — пласти; / — пильный (ножевой) диск; 2 — заготовка; 3 — направляющая линейка; 4 —' стол станка.
Настраивают станок на ширину заготовки, устанавливая направляющую линейку строго параллельно пильному диску на расстоянии от него, равном ширине выпиливаемой доски. Затем выпиливают одну-две заготовки и замеряют ширину их верхних и нижних пластей в четырех местах на расстоянии 30—40 мм от торцов. Станок считается настроенным, если результаты измерения отличаются от заданных на величину, предусмотренную допуском.
Различие в ширине верхней и нижней пластей может быть следствием неперпендикулярности плоскости пильного диска плоскости стола (рис. 48, а) или того, что базовая кромка не перпендикулярна пласти.
Чтобы установить истинную причину брака, следует взять для распиловки доску, ширина которой более двойной ширины выпиливаемой заготовки. После первого реза доску поворачивают нижней пластью вверх, чтобы базовой боковой кромкой была только что образованная поверхность пропила; после второго пропила вновь замеряют ширину пластей выпиленной заготовки. Если размеры пласти совпадают, то дефект получается из-за неперпендикулярности первой кромки к пласти, а не из-за плохой настройки станка. Различие же в размерах пластей указывает на перекос вала. В этом случае нужно выверить положение пильного вала, установив его строго параллельно столу (рис. 48, б).
Когда направляющая линейка не параллельна плоскости пилы (рис. 48, в), происходит отклонение заготовки от направляющей линейки или зажим заготовки между пилой и линейкой. Это очень опасно, так как полотно сильно перегревается и может лопнуть. Для устранения этого дефекта нужно ослабить крепление направляющей линейки и установить ее строго параллельно пильному диску, после чего снова закрепить.
На станке необходимо работать вдвоем: один (станочник) равномерно подает материал, плотно прижимая его к плоскости стола и направляющей линейке, а другой (подсобный) принимает распиленный материал. При подаче материала надо стоять сбоку от плоскости пилы так, чтобы отброшенный материал в случае обратного удара не попал в работающего.
В процессе работы следует проверять периодически ширину и
прямолинейность распиливаемого материала, шероховатость поверхности пропила. При работе на станке обязательно должны быть установлены расклинивающий нож и ограждение диска. Категорически запрещается заканчивать пропил, подавая заготовку рукой. Заготовка проталкивается специальным деревянным толкателем. Ограждение верхней части пилы в процессе работы должно автоматически опускаться таким образом, чтобы открытыми оставались зубья пилы, находящиеся в распиливаемой древесине. Необходимо, чтобы толщина расклинивающего ножа не превышала ширины развода зубьев пилы более чем на 0,5 мм, а нож отстоял от зубьев не дальше чем на 10 мм.
На станке нельзя распиливать брусья, превышающие по толщине высоту пильного диска над столом.
При работе на станках из-за их неисправностей возникает брак. Неисправности станков, виды брака, их причины и способы устранения приведены в таблице 12.
Задание:
Подобрать пильные диски требуемого диаметра и профиля
зубьев для выполнения конкретной работы.
Установить диск на станке, проверить его крепление. Не
включая станок, убедиться в отсутствии биения диска.
Проверить надежность ограждения и правильно его устано
вить, установить линейку на заданную ширину пиления.
Осуществить пуск станка и проверить его наладку на задан
ную ширину пиления пропуском нескольких заготовок.
Произвести раскрой пиломатериалов по длине и ширине по
заданным размерам.
На станке ФПШ-5 выполнить перечисленные задания на пиль
ном агрегате.
Сравнить и оценить удобство в работе, ее безопасность,
качество пиления на станках Ц-6 и ФПШ-5.
Вопросы:
Расскажите о назначении универсального круглопильного
станка.
Перечислите основные узлы круглопильного станка и их
назначение.
Какие правила техники безопасности надо соблюдать при
работе на круглопильных станках?
В чем заключается подготовка рабочего места и станка перед
работой?
Как ограждается пильный диск станка?
Какие виды брака могут быть получены при работе на уни
версальном круглопильном станке? Расскажите о причинах, их
вызывающих, и способах устранения.