
Тара для консервов
| Вид материала | Документы |
- Дефекты консервов, 69.64kb.
- Курсовой проект по предмету: «Организация и технология коммерческой деятельности»., 239.55kb.
- Геше Джампа Тинлей, 2008 © И. С. Урбанаева, составление, редактирование, примечания,, 5492.17kb.
- Программа курса химии для 8-11 классов общеобразовательных, 925.22kb.
- Название проекта, 13.17kb.
- Прайс – лист товаров: тара, упаковочный материал на обмен / бартер, 102.61kb.
- Технология мясорастительных консервов эмульсионного типа для людей с высокой физической, 269.27kb.
- Рабочая программа по дисциплине Тара и ее производство По специальности 261201., 288.45kb.
- Учебное пособие Для студентов специальности 260504 «Технология консервов и пищеконцентратов», 1863.92kb.
- Упаковочной индустрии, 21.47kb.
ТАРА ДЛЯ КОНСЕРВОВ
В консервном производстве применяются два вида тары: герметичная и негерметичная. К первому виду относится металлическая, стеклянная и в некоторой степени полимерная и из комбинированных материалов. Ко второму виду относится деревянная, бумажная и картонная тара.
Металлическая тара
Основной материал для этой тары — белая жесть. В последние годы для изготовления металлической тары внедряются алюминиевые сплавы, хромированная и алюминированная жесть.
Металлическая тара изготавливается на консервных предприятиях в жестянобаночных цехах. Жесть поставляется металлургическими заводами. Она выпускается толщиной ,0,18—0,36 мм. Для изготовления консервной тары более пригодна жесть холоднокатаная. В зависимости от толщины жесть имеет соответствующий номер. Например, жесть толщиной 0,20 мм имеет № 20. Для консервных банок применяется листовая жесть № 20, 22, 25, 28, 32 и 36 и рулонная — № 18, 20, 22, 25, 28, 32 и 36.
На поверхность жести наносится слой олова горячим или электролитическим способом. Жесть электролитического лужения (ЭЖК) более экономична, так как толщина оловянного покрытия составляет 0,6—0,8 мкм на каждой стороне листа, т. е. в 3 раза меньше, чем при горячем лужении. Однако такая жесть имеет повышенные коррозионные свойства, а это, в свою очередь, требует более высоких качеств лакового покрытия.
Металлические цилиндрические и фигурные банки могут быть сборными и цельноштампованными. Первые имеют корпус и два конца (донышко и крышка). Корпус герметизируется паяным или сварным продольным швом. Концы соединяются с корпусом поперечным швом. Для герметизации применяются специальные пасты. Цельноштампованные банки не имеют продольного и нижнего закаточного шва.
По действующему стандарту регламентированы геометрические размеры банок (диаметр, высота, вместимость, для фигурных и другие размеры), каждой банке присвоен соответствующий номер (табл. 1).
Конструкция сборной цилиндрической банки с указанием основных размеров и конструктивных элементов показана на рис. 3. Достаточная герметичность достигается специальным двойным
Таблица 1
| № банки | Вместимость, смз | Диаметр, мм | Наружная высота Н, мм | Номер жести для | ||
| внутренний Л | наружный D | |||||
| корпусов банок | концов банок | |||||
| 25 | 155 | 50,5 | 54,0 | 84,0 | 18(20) | 20(22) |
| 9 | 370 | 72,8 | 76,0 | 95,0 | 20(22) | 22(25) |
| 43 | 445 | 72,8 | 76,0 | 114,0 | 20(22) | 22(25) |
| 12 | 580 | 99,0 | 103,0 | 82,0 | 22(25) | 25(28) |
| 13 | 895 | 99,0 | 103,0 | 124,0 | 22(25) | 25(28) |
| 14 | 3030 | 153,1 | 157,1 | 172,5 | 25(28) | 28(32) |
| 47 | 4770 | 153,1 | 157,1 | 267,5 | 25(28) | 28(32) |
| 15 | 8880 | 215,0 | 218,0 | 250,0 | 28(32) | 32(36) |
закаточным швом с уплотнительной пастой. Схема образования двойного закаточного шва показана на рис. 4. Рабочие органы закаточных машин — ролики. Закаточный ролик первой операции предварительно подгибает края конца под отогнутый фланец корпуса, а закаточный ролик второй операции окончательно формирует закаточный шов. Внутри такого шва имеется пленка высушенной пасты.
Жестяные банки изготавливаются на автоматизированных линиях производительностью 300—400 банок в минуту.
Концы для банок (крышку и донышко) штампуют на автоматических прессах. С целью придания крышке и донышку упругости для предупреждения деформации банки и нарушения герметичности двойного закаточного шва на них делают специальный рельеф в виде концентрических кругов.

Рис. 3. Сборпая цилиндрическая банка:
I — поперечный шов; 2 — крышка; з — корпус; 4 — донышко
Основные размеры и вместимость круглых банок, применяемых для плодоовощных консервов

После штамповки концы поступают на завивочные машины, а затем на пастонакладоч-ный автомат, где на завитые края наносится из форсунки тонкий слой водно-аммиачной пасты. Водно-аммиачная паста представляет собой раствор натурального или синтетического каучука в воде с аммиаком, с добавлением белой глины (каолина), казеина, вазелинового масла, канифоли и других компонентов. После нанесения пасты концы направляются в сушильную печь. После сушки донышки подаются к закаточной машине, где они прикатываются к корпусам, а крышки передаются на склад, откуда по мере необходимости — в технологический цех.
На корпусе банки для придания дополнительной прочности могут быть предусмотрены ребра жесткости (зиги), не нарушающие защитного покрытия.
К готовым банкам предъявляются следующие требования: на внутренней поверхности корпуса не допускаются морщины и трещины на продольном шве, порезы, накаты и волнистость поперечного шва, перекос в нахлестке продольного шва более чем на 0,5 мм, утолщение паяльной нахлестки продольного шва, превышающее удвоенную толщину жести более чем на 0,25 мм, сквозные царапины лакового покрытия, перегорелость и отслоение лаковой пленки.
Внутреннее лаковое или эмалевое покрытие банок и крышек должно быть стойким при стерилизации в модельных растворах: дистиллированной воде, 2%-ном растворе винной кислоты, 3%-ном растворе поваренной соли, 3%-ном растворе уксусной кислоты.
Модельные растворы после стерилизации должны оставаться светлыми, прозрачными, без мути и осадка. На лаковом покрытии не должно быть видимых изменений по сравнению с контрольны-! ми образцами, не подвергавшимися стерилизации. Испытания проводят в автоклаве при температуре 120±2°С в течение 50 мин.
В консервном производстве также применяется тара из алюминия, который обладает хорошей штампуемостью, поэтому из определенных марок сплавов можно получить банки с индексом штам-пуемости, равным 1, т. е. отношение диаметра к высоте банок равно единице. Особые требования в этом случае предъявляются к лаковому покрытию. Оно также должно обладать эластичностью, хорошей адгезией (прилипанием) к алюминию. При штамповке лаковое покрытие не должно нарушаться.
Для металлических банок под плодоовощные консервы используются листы из алюминиево-магниевых сплавов АМг2 и АМг5 толщиной 0,3 мм.
Алюминиевые тубы, предназначенные для фасования соков, томатной пасты, джема, меда, пюреобразных продуктов из плодов и овощей, изготавливаются из горячекатаного алюминия марок Aß и А7.
Алюминиевые тубы изготавливаются методом глубокой вытяжки на прессах. Для защиты от коррозии внутренняя поверхность тубы покрывается двойным слоем лака путем распыления. Наружная поверхность грунтуется эмалью, поверх которой наносится красочная этикетка.
Тубы герметизируются посредством колпачков-бушонов, изготовленных прессованием или литьем из полиэтилена или полистирола.
Наполнение и укупоривание туб с консервируемым продуктом осуществляются на специальных тубонаполнительных машинах. На этих машинах продукт через открытую хвостовую часть поступает в тубу с герметизированным носиком. После заполнения хвостовая часть тубы сплющивается двойным замком. Герметически укупоренные тубы с продуктом пастеризуются или стерилизуются.
Стеклянная тара
Большая часть плодоовощных консервов фасуется в стеклянную тару.
На консервные предприятия стеклянные банки поступают со стеклотарных заводов. Процесс изготовления банок предусматривает получение термостойкой продукции, иначе при горячем розливе, стерилизации и последующем охлаждении будет значительный бой тары.
В консервной промышленности используются банки с номинальной вместимостью от 100 до 10000 см3.
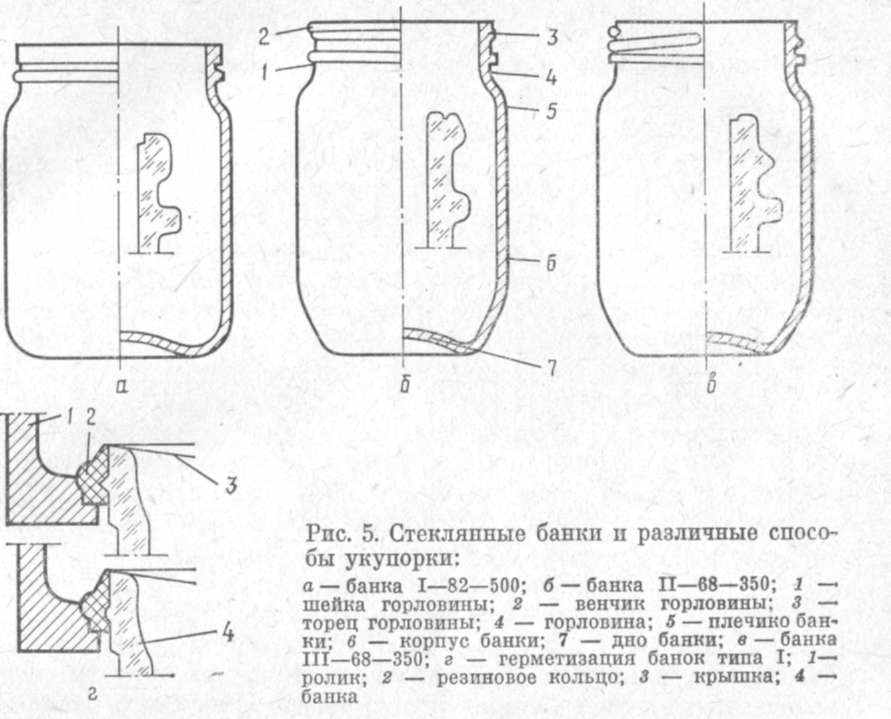
Венчики горловины банок в зависимости от способа укупорки изготавливаются различных типов: I — обкатной, II — обжимный, III — резьбовой. Первый тип представляет собой широко распространенный в СССР способ укупорки СКО. Второй — довольно широко распространенный в других странах тип укупорки Евро-кап и III тип — Евро-твист или Твист-офф. На рис. 5 показаны венчики банок и способы укупорки, применяемые в СССР.
Для банок, изготавливаемых и используемых в СССР, принято следующее условное обозначение, которое указывает тип венчика, его диаметр, вместимость банки и стандарт, по которому изготавливается банка. Например, банка по ГОСТ 5717—81 с обкатным типом укупорки, с диаметром венчика равным 82 мм и вместимостью 500 см3 имеет обозначение 1—82—500 ГОСТ 5717—81.
Для фасования соков, напитков и соусов применяют узкогорлые бутылки вместимостью от 200 до 500 см3, укупориваемые корончатыми крышками (кронен-пробками), изготовленными из белой или хромированной жести. Для создания герметичности внутрь пробки вкладывается прокладка из пищевой резины или полимеров. На укупорочных автоматах осуществляется обжим корончатых краев вокруг венчика горловины бутылки. Такой способ укупоривания позволяет обеспечить герметичность тары и предупредить срыв крышек при пастеризации соков и газированных напитков.
Стеклянная тара для консервной промышленности должна удовлетворять определенным требованиям по качеству и геометрическим размерам (табл. 2).
Для изготовления используется бесцветное (иногда полубелоеУ стекло. Допускаются зеленоватые оттенки. По качеству банки должны соответствовать требованиям СТ СЭВ 738—77.
Механическую прочность банок определяют по сопротивлению усилию сжатия в направлении вертикальной оси корпуса банок, которое не должно быть менее 3000 Н. Сопротивление усилию ежа-\' тия в направлении, перпендикулярном к стенкам корпуса, не должно быть менее 1200 Н. Эта величина имеет важное значение, так как при укупоривании банка подвергается воздействию зна-
Таблица 2
| Номеп Вместимость, смз венчика | Тип укупорки | Диаметр цилиндрической части, мм | Общая высота банки Н, мм | Масса 100 шт, кг, не более | |
| горлови- номи-ны нальная | полная | ||||
| 58 100 58 200 58 250 68 350 82 500 82 650 82 800 82 1000 82 2000 82 3000 82 5000 82 10000 | 130±3 225±7 280±Ю 385±10 560±15 700±15 865±15 1060±20 2080 ±30 3200±50 5200±100 10300±150 | II I, II I II, III І, II, III I II І, II, III І, II, III I, II, III II, III І, II | 64-! 64-х 71-а 72_3 89_„ 89_, 93_, 105_2 133., 154_2 172_, 220_, г, | 65_і 100-! 100-! 125-а 118-, 141-2 162_2 162_а 207_з 236_з 286_„ 380-, | 11,0 15,5 17,0 21,0 25,5 30,0 35,5 41,0 75,0 96,0 130,0 240,0 |
чительных усилий. При стерилизации консервов внутри банок развивается довольно большое давление вследствие того, что крышки имеют незначительный рельеф и при заполнении остается определенный объем воздушного пространства. В соответствии с требованиями стандарта банки вместимостью до 1000 см3 должны выдерживать внутреннее избыточное давление 400 кПа, вместимостью от 1000 до 3000 см3—не менее 300 кПа, от 3000 до 5000 см3— не менее 0,15 кПа.
Консервные банки должны обладать термостойкостью, что обеспечивается правильным проведением процесса отжига стекла при изготовлении банок. Возможность термического боя при охлаждении больше, чем при нагревании. Перед направлением банок в технологический цех они выборочно подвергаются термическому испытанию при переносе их из горячей воды в холодную. Они должны выдерживать перепад температур в 45°С при вместимости до 1000 см3, а свыше 1000 см3 - 40°С.
В стеклянной таре не допускаются непровары, пузыри, непрозрачные включения. Дефектами стеклянной тары являются посечка (микроскопические и капиллярные трещины), шлиры (стекловидные прозрачные включения), подпрессовка (выступы стекла, искажающие нормальную форму банки). Стандартом устанавливается количество допускаемых указанных дефектов.
Стекляпные банки поступают на консервный завод упакованные в короба из гофрированного картона с перегородками. Мелкая тара может перевозиться на поддонах, обтянутых термоусадочной пленкой. Бутылки и мелкие банки могут транспортироваться в джутовых мешках с соломой или стружкой.
Размеры стеклянных банок, используемых для фасования плодоовощных консервов
Тара из полимерных материалов
В последнее время для фасования консервов используется полимерная тара.
Из пленочных материалов изготавливаются пакеты для упаковки плодов и овощей, замороженных и сушеных плодов, овощей и готовых блюд. Эти пакеты могут быть изготовлены из одного материала (полиэтилен, целлофан, полипропилен и др.), а также из комбинированных материалов, состоящих из нескольких слоев, в том числе для некоторых материалов используются алюминиевая фольга или картон. Из таких материалов изготавливается мягкая или полужесткая тара, в которую фасуются соки, соусы, готовые вторые блюда. Консервы в такой таре могут подвергаться стерилизации. Для удобства транспортировки и предупреждения механических повреждений пакеты вкладываются в картонные короба. Такая упаковка называется «мешок в коробке».
Для получения жесткой полимерной тары используют термостойкую пленку из поливинилхлорида (ПВХ), а также полистирола. Изготовление тары и упаковка консервов осуществляются на автоматических фасовочно-упаковочпых линиях.
Для фасования соков и напитков используются комбинированные материалы на основе плотной бумаги или картона. Для этих целей преимущественно используется фольгированный картон с нанесением с обеих сторон термопластичного материала, например полиэтилена. Фасование продукции в такую тару осуществляется в асептических условиях или с добавлением консервирующих веществ (сорбиновой кислоты или ее солей).
Полимерные материалы используются также для изготовления ящиков, применяемых на консервных заводах для транспортировки сырья и полуфабрикатов при изготовлении консервов. Такая тара изготавливается методом литья. Она имеет различую форму и вместимость.
Деревянная и картонная тара
Для фасования консервированной продукции на консервных предприятиях используются бочки, барабаны и деревянные ящики.
В зависимости от назначения бочки изготавливаются вместимостью от 15 до 250 дм3. Наиболее распространены в консервной промышленности бочки вместимостью 50—100 дм3. В бочки фасуются повидло, варенье, джемы, томатная паста, сульфитирован-ные плоды п пюре, соленые и квашеные овощи.
Бочки изготавливаются пз бука, дуба, осины и других пород дерева.
Для придания герметичности при фасовании в сухотарную бочку вкладывается полиэтиленовый мешок из пленки толщиной 0,2 мм.
Фанерные барабаны изготавливают из трехслойной березовой, осиновой или сосновой фанеры. В фанерные барабаны, как и в бочки, вкладываются полиэтиленовые мешки.
Деревянные ящики делаются тесовыми (в качестве транспортной тары для консервов, пустой стеклотары) и фанерными (для фасования мармелада, повидла, цукатов, сушеных плодов и овощей, халвы и т. д.).
Ящики изготавливают сплошными для отправки консервов на дальние расстояния и в районы Крайнего Севера. Ящики с просветами используют для упаковки консервов при транспортировке на малые и средние расстояния. Для транспортировки и хранения пустых и наполненных банок большой вместимости используют клети — решетчатые ящики.
Фанерные ящики, как и барабаны, изготавливают из трехслойной фанеры. Детали ящика скрепляются гвоздями или проволочными скобами.
Для упаковки консервов и сушеной продукции широко применяется картонная тара, изготавливаемая из гофрированного или плотного картона. Банки укладываются в короба в один-два слоя, после чего клапаны ящика заклеиваются обандероливающей лентой.
Короба из влагопрочного картона (пропитанного парафином) используются для упаковки замороженной продукции.
Кроме этой тары на овощесушильных предприятиях используется бумажная тара (крафт-мешки, изготовленные из многослойной бумаги). Вместимость мешков от 25 до 50 кг.
Учет консервной продукции
В связи с выпуском продукции в различных видах тары по форме, размерам и вместимости возникает необходимость использования единой учетной единицы. В Советском Союзе принята система исчисления консервированной продукции в условных банках. Условная банка в зависимости от ассортимента рассчитывается двумя способами — исходя из массы продукции или объема банки.
В учетных единицах исчисляют все виды продукции, фасованной в металлическую, стеклянную и деревянную тару, за исключением солений, квашений, замороженной продукции, сушеных фруктов, овощей и различных полуфабрикатов, которые исчисляются в единицах массы (в т, тыс. т).
Из консервированной продукции, исчисляемой в условных банках по массе, учитываются плодовые и ягодные маринады, томатные (сок, в том числе и для детского питания, томаты протертые, напиток, паста и пюре, соусы), аджика, плодовые и ягодные соки натуральные, с сахаром, мякотью, концентрированные, повидло, желе, пюре, соусы, пасты, приправы, плоды и ягоды протертые или дробленые с сахаром, варенье, джем, конфитюры, цукаты, мед искусственный с использованием сиропов из-под цукатов, сиропы, плодовые и ягодные смеси, напитки, коктейли, подварки, начинки, экстракты, консервы плодовые и ягодные для детского и диетического питания, арбузный сок.
Для этой продукции за учетную единицу принята масса консервов 400 г.
Для определения коэффициента пересчета физических банок в условные используется формула
/С=М/400,
где к _ коэффициент пересчета; М — масса нетто продукции в физической банке, г; 400 — масса условной банки, г.
Для концентрированных продуктов при определении коэффициентов пересчета рассчитываются поправочные коэффициенты, равные отношению фактического и базового содержания сухих веществ.
Базовое содержание сухих веществ для концентрированных продуктов приведено ниже.
| Базовое содержание сухих веществ для концентрированных | |
| продуктов в сырье или соке | |
| Продукция | Базовое содержание |
| сухих веществ, % | |
| Концентрированные томатопродукты | 12 |
| Концентрированный томатный сок | 5 |
| Концентрированные соки | |
| яблочный | |
| вишневый | 12 |
| виноградный | 14 |
| клюквенный | 8 |
| мандариновый | 10 |
| гранатовый | 12 |
| Экстракты плодовые п ягодные | |
| яблочный, кизиловый, черешневый, | 9 |
| грушевый | |
| вишневый, брусничный, голубичный, | 7 |
| земляничный, клюквенный, красно- смородиновый, малиновый, черничный | 8 |
| гранатовый, абрикосовый, сливовый. | 10 |
| черносмородиновый, алычевый рябиновый, чсрноплоднорябиновый | 12 |
| виноградный | \'А |
| Пасты натуральные | |
| айвовая | 11 |
| виноградная | 16 |
| грушевая | 10 |
| яблочная | 10 |
| сливовая | 14 |
| персиковая | 9 |
По вместимости учитываются следующие консервы: мясные, сало-бобовые, мясо-растительные, грибные, овощные маринады, закусочные, обеденные, заправочные, натуральные, соки, соусы, полуфабрикаты для общественного питания из квашеных и соленых овощей, компоты, овощные для детского и диетического питания, хрен столовый, горчица.
Для этой продукции принята вместимость банки, равная 353 см3.
Расчетные переводные коэффициенты
Таблица 3
| Банки металлические сборные | Вместимость банок и бутылок, смЗ | Расчетные переводные коэффициенты | |
| физических банок в условные | условных банок в физические | ||
| 24 | 95 | 0,269 | 3,716 |
| 25 | 155 | 0,439 | 2,277 |
| 8 | 353 | 1,000 | 1,000 |
| 9 | 370 | 1,047 | 0,954 |
| 43 | 445 | 1,261 | 0,793 |
| 12 | 580 | 1,643 | 0,609 |
| 13 | 895 | 2,535 | 0,394 |
| 14 | 3020 | 8,555 | 0,117 |
| 47 | 4770 | 13,512 | 0,074 |
| 15 | 8820 | 24,985 | 0,040 |
| Банки алюминиевые | |||
| 1А | 100 | 0,283 | 3,530 |
| 2А, ЗА | 250 | 0,708 | 1,412 |
| 4А | 350 | 0,991 | 1,008 |
| 5А | 500 | 1,416 | 0,706 |
| Банки стеклянные | |||
| 1-58-100 | 100 | 0,283 | 3,530 |
| 1—58—200, II—58—200 | 200 | 0,566 | 1,765 |
| 1-58—250 | 250 | 0,708 | 1,412 |
| II—68—350, III—68—350 | 350 | 0,991 | 1,008 |
| 1—82—500 | 500 | 1,416 | 0,706 |
| 1—82-650 | 650 | 1,841 | 0,543 |
| 11—82—800 | 800 | 2,266 | 0,441 |
| 1-82-1000 | 1000 | 2,833 | 0,353 |
| 1—82-2000 | 2000 | 5,666 | 0,176 |
| 1-82—3000 | 3000 | 8,498 | 0,118 |
| 1-82—5000 | 5000 | 14,164 | 0,070 |
| 1-82-10000 | 10000 | 28,328 | 0,035 |
| Стеклянные бутылки | |||
| Х-КП-500 | 500 | 1,558 | 0,642 |
| V—КП— 330 | 330 | 0,935 | 1,070 |
| ХІ-КП-200 | 200 | 0,566 | 1,765 |
Коэффициенты пересчета, применяемые для консервной продукции, учитываемой по вместимости, приведены в табл. 3.
Чтобы перевести какое-то число физических банок в условные, надо это число умножить на переводной коэффициент, а чтобы перевести условные банки в физические, надо число условных банок разделить на переводной коэффициент.
Для удобства учета выпускаемой продукции в промышленности используются также следующие единицы: тысяча условных банок (туб) и миллион условных банок (муб).