
Арматура трубопроводная. Сварка и контроль качества. Сварные соединения. Технические требования взамен ост 26-07-755-73
| Вид материала | Документы |
СодержаниеКомплексы методов контроля сварочных швов Конструктивные элементы Конструктивные элементы Конструктивные элементы Конструктивные элементы Конструктивные элементы |
- Отраслевой стандарт контроль неразрушающий сварные соединения трубопроводов радиографический, 1314.21kb.
- Государственный стандарт союза сср сварка, пайка и термическая резка металлов гост, 487.3kb.
- Программа вступительного экзамена в аспирантуру по специальности 05. 03. 06 «Сварка, 131.86kb.
- Вопросы к контрольной работе по предмету, 70.36kb.
- 1. Сварка, 51.43kb.
- Государственный стандарт Cоюза сср гост 28702-90 (ст сэв 6791-89) "Контроль неразрушающий., 316.3kb.
- Государственный стандарт союза сср соединения сварные методы контроля качества, 127.6kb.
- Государственный стандарт союза сср сварка под флюсом. Соединения сварные основные типы,, 1065.41kb.
- Welded reinforcing products and inserts welded joints of reinforcement and inserts, 1262.53kb.
- Пояснительная записка к извещению №3 об изменении ост в 11 0998-99 «Микросхемы интегральные., 297.02kb.
Приложение 2
Обязателъное
Комплексы методов контроля сварочных швов
| Наименование | Комплексы контроля | ||||||||||||||||||||||||||||||||||||||
| метода | I | II | III | IY | Y | YI | YII | YIII | IX | X | XI | XII | XIII | XIY | XY | XYI | XYII | XYIII | XIX | XX | XXI | XXII | XXIII | XXIY | XXY | XXYI | XXYII | XXYIII | XXIX | XXX | XXXI | XXXII | XXXIII | XXXIY | XXXY | XXXYI | XXXYII | XXXYIII | XXXIX |
| 1.Внешний осмотр и измерение 2..Ультравуковой контроль 3.Радиографический контроль 4 .Контроль герметичности гелиевым течеискателем 5.Контроль капиллярными методами 6.Гидравлические испытания 7. Механичес-кие испытания 8.Металлогра-фические исследования 9.Испытание на межкристаллическую коррозию 10.Контроль плотности воздухом | + + + + + + + + | + + + + + + + | + + + + + + + | + + + + + + + | + + + + + + + | + + + + + + + | + + + + + + + | + + + + + + + | + + + + + + | + + + + + + | + + + + + | + + + + + | + + + + | + + + + + + + | + + + | + + + | + + | + | + + + + | + + + | + + + + | + + + | + + | + + + + | + + + + | + + | + + + | + + | + + + | + + | + + + | + + + | + + | + | + + + + | + + + + | + + + | + + + | + + + + |
| Условное Обозначение | Конструктивные элементы | Способ сварки | S | l | q | |||
| подготовленных кромок сварных деталей | сварного шва | номин. | предел. отклон. | номин. | предел. отклон. | |||
| C1 С2 | 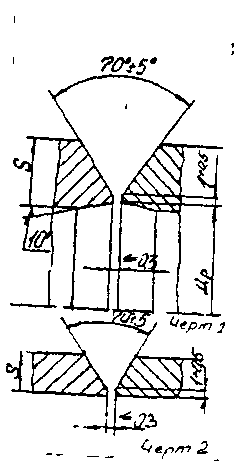 | 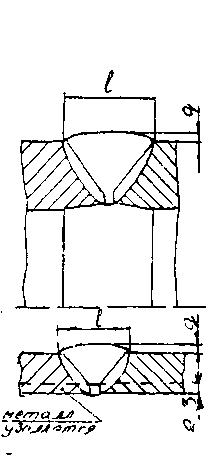 | 3 Р А П К | 2.5 3,0 3.5 4.0 4.5 5,0 6,0 7.0 8.0 9,0 10,0 12,0 14,0 16,0 | 6 8 10 10 10 10 11 12 14 15 17 20 23 26 | +2 -I +2 +3 -2 +4 -3 | 1.5 1,5 2 3 4 | +0.5 -0,5 +1.0 -0,5 +1,0 +1.0 + 1,0 |
| Условное Обозначение | Конструктивные элементы | Способ сварк | S | l | q | |||
| подготовленных кромок сварных деталей | сварного шва | номин. | предел. отклон. | номин. | предел. отклон. | |||
| С3 | 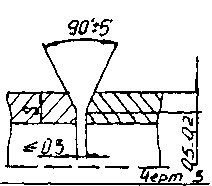 | 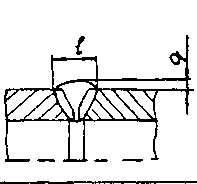 | З | 1,0 | 3 | +2 | 1 | ±0,5 |
| 2,0 | 4 | |||||||
| Смещение внутренних кромок деталей допускается не более 0,2 мм | ||||||||
| 3,0 | 5 | +2 | 1 | ±0,5 | ||||
| С4 | 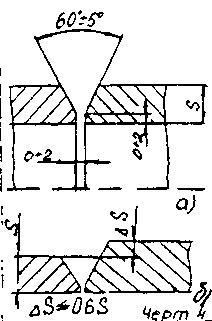 | 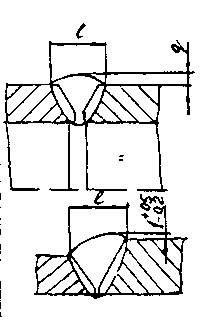 | ||||||
| 4,0 | 9 | +2 | 1,5 | |||||
| 5,0 | 10 | |||||||
| К Р А П | 6,0 | | +3 | 2 | ±0,5 | |||
| 7,0 | | |||||||
| 8,0 | | |||||||
| 9,0 | | 3 | ±1,0 | |||||
| 10,0 | | |||||||
| 12,0 | | +4 | 4 | ±1,0 | ||||
| 14,0 | | |||||||
| 16,0 | | |||||||
| Условное Обозначение | Конструктивные элементы | Способ сварк | S | l | q | |||
| подготовленных кромок сварных деталей | сварного шва | номин. | предел. отклон. | номин. | предел. отклон. | |||
| С5 | 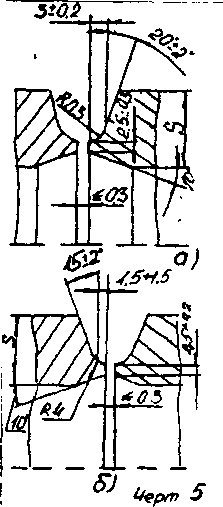 | 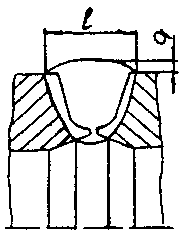 | К Р А П | 4,5 | 11 | +4 | 1 | +1,0 -0,5 |
| 5,0 | 11 | |||||||
| 6,0 | 12 | 2 | ±1,0 | |||||
| 6,5 | 12 | |||||||
| 7,0 | 13 | |||||||
| 8,0 | 13 | |||||||
| 9,0 | 14 | 3 | ±1,0 | |||||
| 10,0 | ||||||||
| 12,0 | 16 | +5 | ||||||
| 14,0 | 18 | +6 | 4 | ±1,0 | ||||
| 16,0 | ||||||||
| 18,0 | 25 | |||||||
| 20,0 | ||||||||
| 25,0 | ||||||||
| Условное Обозначение | Конструктивные элементы | Способ сварк | S | l | q | |||
| подготовленных кромок сварных деталей | сварного шва | номин. | предел. отклон. | номин. | предел. отклон. | |||
| С6 | 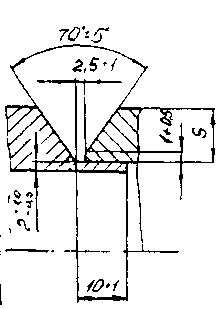 | 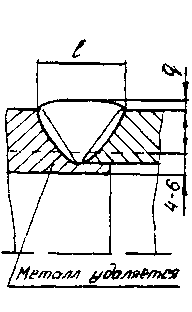 | З | 3,0 | 6 | +3 | 1 | ±0,5 |
| 4,0 | 7 | |||||||
| 5,0 | 8 | |||||||
| К Р П А | 6,0 | 10 | 2 | |||||
| 7,0 | 12 | |||||||
| 8,0 | 13 | |||||||
| 9,0 | 14 | |||||||
| 10,0 | 16 | +4 | 3 | ±1,0 | ||||
| 12,0 | 18 | |||||||
| 14,0 | 21 | |||||||
| 16,0 | 24 | |||||||
| 18,0 | 27 | |||||||
| 20,0 | 30 | |||||||
| Условное Обозначение | Конструктивные элементы | Способ сварк | S | l | q | |||
| подготовленных кромок сварных деталей | сварного шва | номин. | предел. отклон. | номин. | предел. отклон. | |||
| С7 | 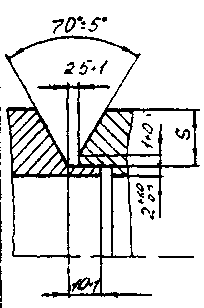 | 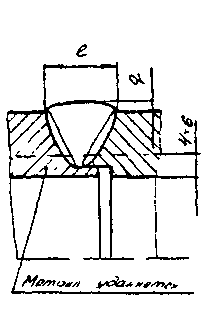 | З | 3,0 | 6 | +3 | 1 | ±0,5 |
| 4,0 | 7 | |||||||
| 5,0 | 8 | |||||||
| К Р П А | 6,0 | 10 | 2 | |||||
| 7,0 | 12 | |||||||
| 8,0 | 13 | |||||||
| 9,0 | 14 | |||||||
| 10,0 | 16 | +4 | 3 | ±1,0 | ||||
| 12,0 | 18 | |||||||
| 14,0 | 21 | |||||||
| 16,0 | 24 | |||||||
| 18,0 | 27 | |||||||
| 20,0 | 30 | |||||||