
В. М. Кульечев технологический регламент проведения аттестации сварщиков и специалистов сварочного производства
| Вид материала | Регламент |
СодержаниеРоссийская федерация Аттестационное удостоверение специалиста сварочного производства Форма вкладыша к аттестационному удостоверению специалиста Российская федерация |
- 1 При представлении к аттестации сварщика работодатель (заявитель) направляет в аттестационный, 1036.76kb.
- Технологический регламент проведения аттестации сварщиков и специалистов сварочного, 1269.34kb.
- Технологический регламент проведения аттестации сварщиков и специалистов сварочного, 1040.78kb.
- Итоги деятельности Системы аттестации сварочного производства в 2009 году и задачи, 79.12kb.
- Проблемы и перспективы развития сварочного производства республики беларусь, 94.41kb.
- Рабочая программа по дисциплине «Сварочные материалы» для специальности 12. 05., 186.3kb.
- Рабочая учебная программа по дисциплине «Теория сварочных процессов» для специальности, 229.04kb.
- Отчёт по самообследованию ноу впо «среднерусский гуманитарно-технологический институт», 1810.96kb.
- 1. Общие положения, 349.36kb.
- Рабочая программа дисциплины Закреплена за кафедрой: Оборудование и технология сварочного, 637.32kb.
Форма аттестационного удостоверения специалиста сварочного производства
| РОССИЙСКАЯ ФЕДЕРАЦИЯ RUSSIАN FEDERАTION НАЦИОНАЛЬНЫЙ АТТЕСТАЦИОННЫЙ КОМИТЕТ ПО СВАРОЧНОМУ ПРОИЗВОДСТВУ (НАКС) NАTIONАL АTTESTАTION COMMITTEE ON WELDING PRАCTICE (NАCWP) Аттестационное удостоверение специалиста сварочного производства уровень ____ (аттестованный _____) Speciаlist In Welding Production Certificаte level______ (certified _______) | | стр.2 | ||||||
| | Выдано | | ||||||
| | | (наименование аттестационного центра) | ||||||
| | № | | ||||||
| | | (номер аттестационного удостоверения) | ||||||
| | Фамилия | | | Место для фото- графии 3х4 | | |||
| | Surnаme | | | | ||||
| | Имя | | | | ||||
| | First nаme | | | | ||||
| | Отчество | | | | ||||
| | Middle nаme | | | | ||||
| | Год рождения | | | | ||||
| | Dаte of birth | | M.П. | | ||||
| | | | | | | |||
| стр. 3 | | стр. 4 | ||||||
| № удостоверения | | № удостоверения | ||||||
| Допущен к: | | | | |||||
| | (Вид производственной деятельности и наименование групп опасных технических устройств) | | Срок действия удостоверения продлен до | | ||||
| | | На основании решения аттестационной комиссии | | |||||
| | | Протокол № | от | |||||
| | Руководитель АЦ | (подпись) | Фамилия И.О | |||||
| | М.П. | | ||||||
| | Срок действия удостоверения продлен до | | ||||||
| Протокол № от | | На основании решения аттестационной комиссии | | |||||
| Удостоверение действительно до | | Протокол № | от | |||||
| Руководитель АЦ | (подпись) | Фамилия, И.О | | Руководитель АЦ | (подпись) | Фамилия И.О | ||
| М.П. | | М.П. | | |||||
Форма вкладыша к аттестационному удостоверению специалиста
| стр.2 | | стр.3 | |||
| РОССИЙСКАЯ ФЕДЕРАЦИЯ | | № вкладыша Допущен к: | |||
| НАЦИОНАЛЬНЫЙ АТТЕСТАЦИОННЫЙ КОМИТЕТ ПО СВАРОЧНОМУ | | (вид производственной деятельности, наименования опасных технических устройств) | |||
| ПРОИЗВОДСТВУ | | | |||
| (НАКС) | | | |||
| | | | |||
| ВКЛАДЫШ | | | |||
| к аттестационному удостоверению | | | |||
| специалиста сварочного производства | | | |||
| _____ уровня (аттестованный ________) | | Протокол № | _________________ | ||
| | | Вкладыш действителен до окончания срока действия удостоверения | |||
| (Фамилия И.О.) | | ||||
| | | | |||
| № _____________________ к удостоверению №________________ | | Руководитель аттестационного центра | подпись, дата | Фамилия, И.О. | |
| (без удостоверения недействительно) | | М.П. | |||
Приложение 22
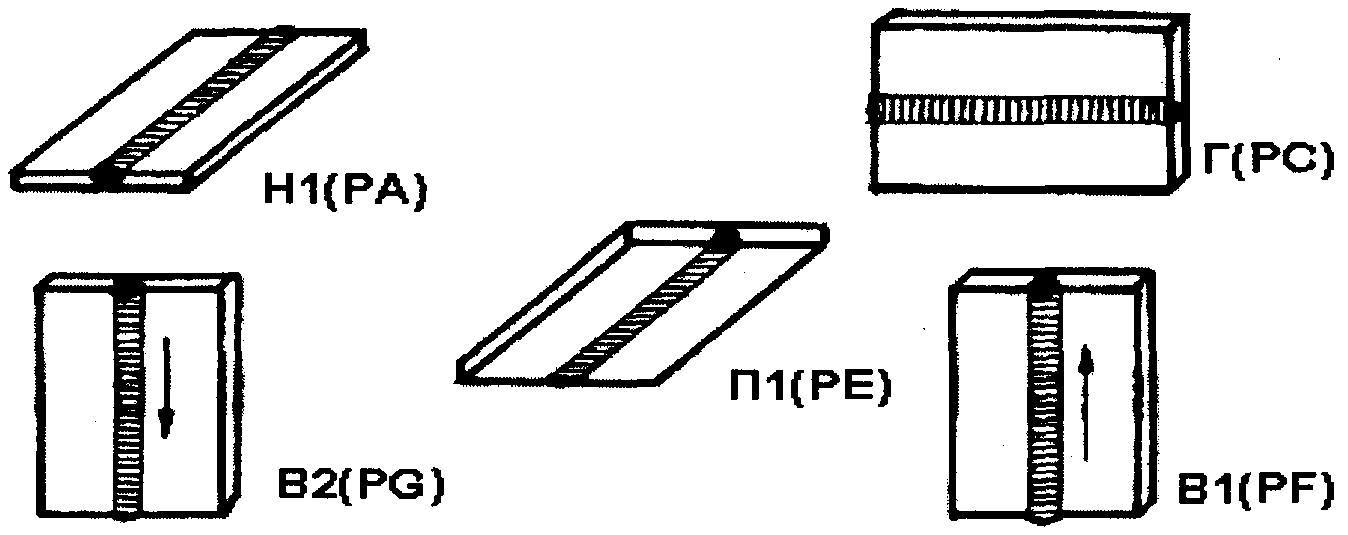
а)
б)
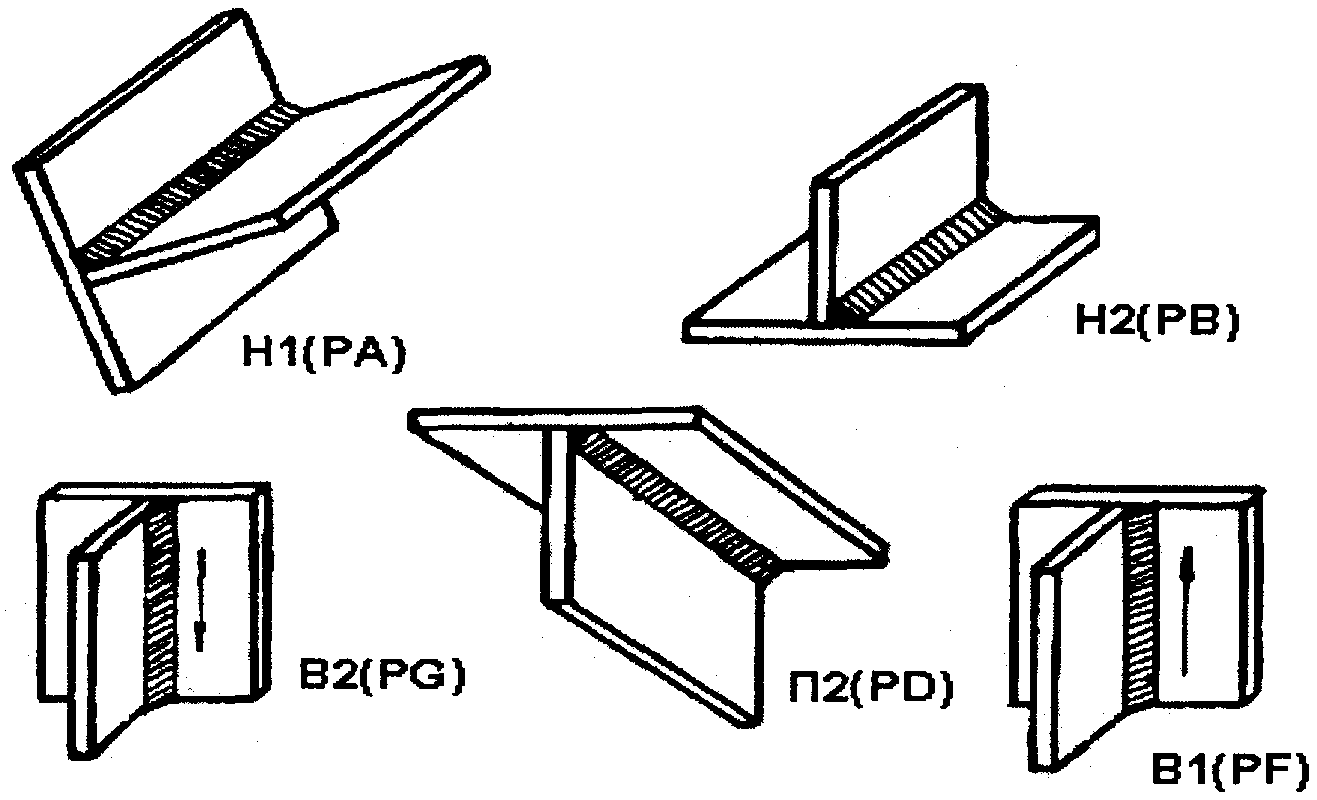
Рис.1. Положения при сварке стыковых (а) и тавровых (б) соединений листов:
Н1 - нижнее; Г - горизонтальное; Н2 - нижнее тавровых соединений; В1 - вертикальное (сварка снизу вверх); В2 - вертикальное (сварка сверху вниз); П1 - потолочное; П2 - потолочное тавровых соединений.
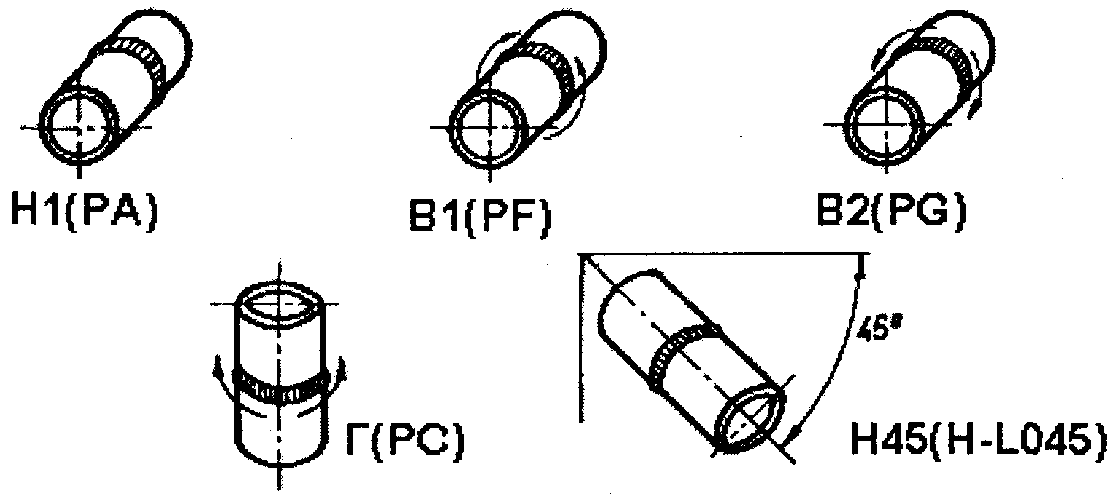
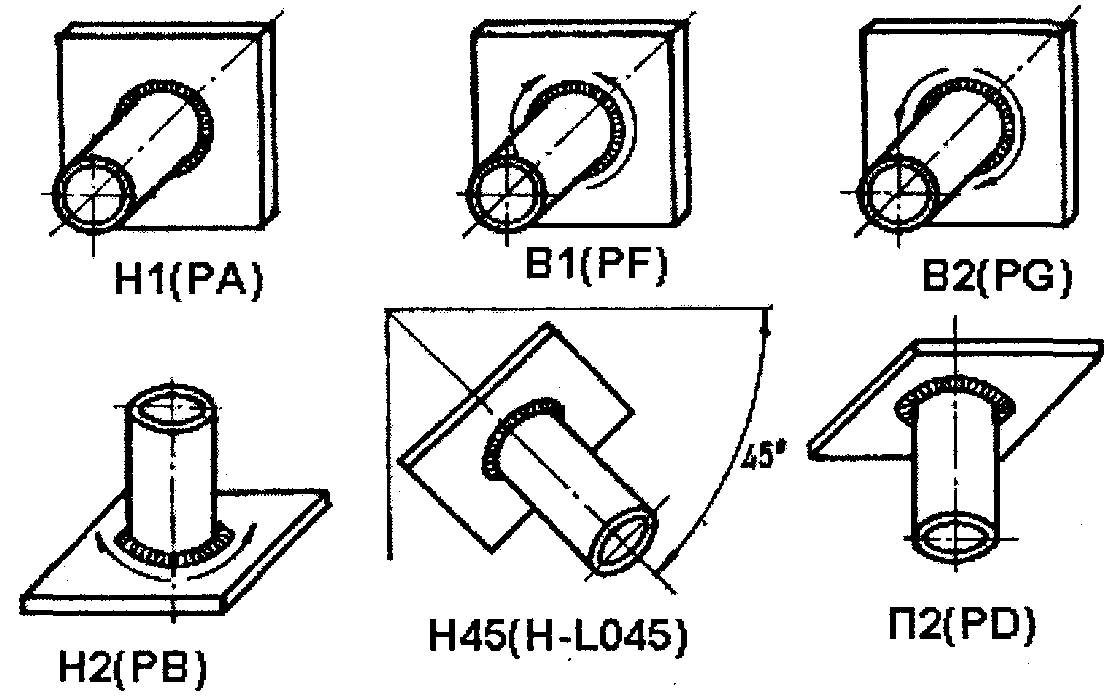
Рис.2. Положения при сварке стыковых (а) и угловых (б) соединений труб:
Н1 - нижнее при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) с поворотом; Н2 - нижнее при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом; В1 - переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота (на подъем);
В2 - переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота (на спуск); Г - горизонтальное при вертикальном расположении осей труб, свариваемых без поворота или с поворотом; Н45 - переменное при наклонном расположении осей труб (трубы), свариваемых (привариваемой ) без поворота; П2 - потолочное при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом.
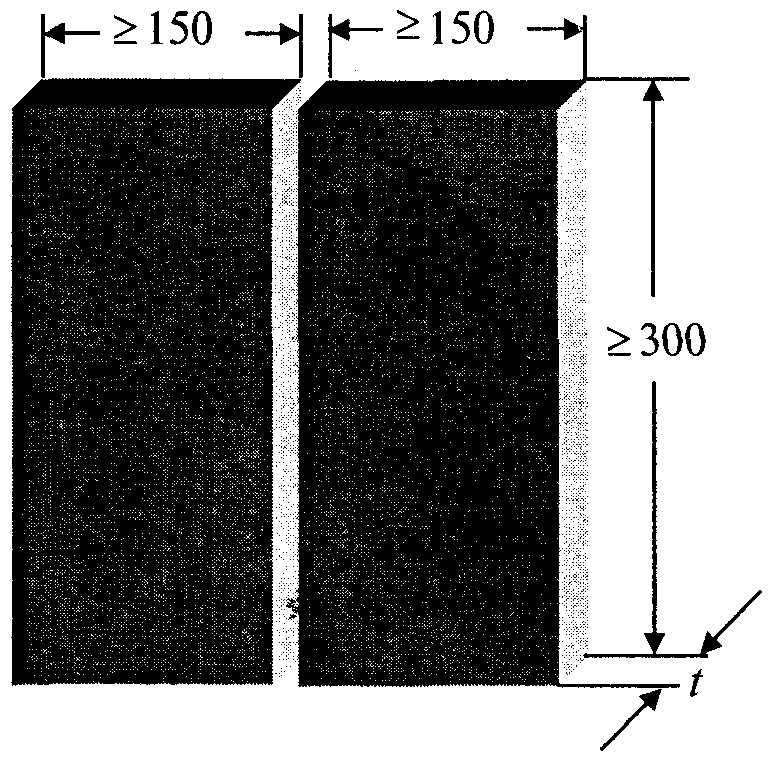
Рис.3. Размеры деталей для стыковых контрольных сварных соединений листов
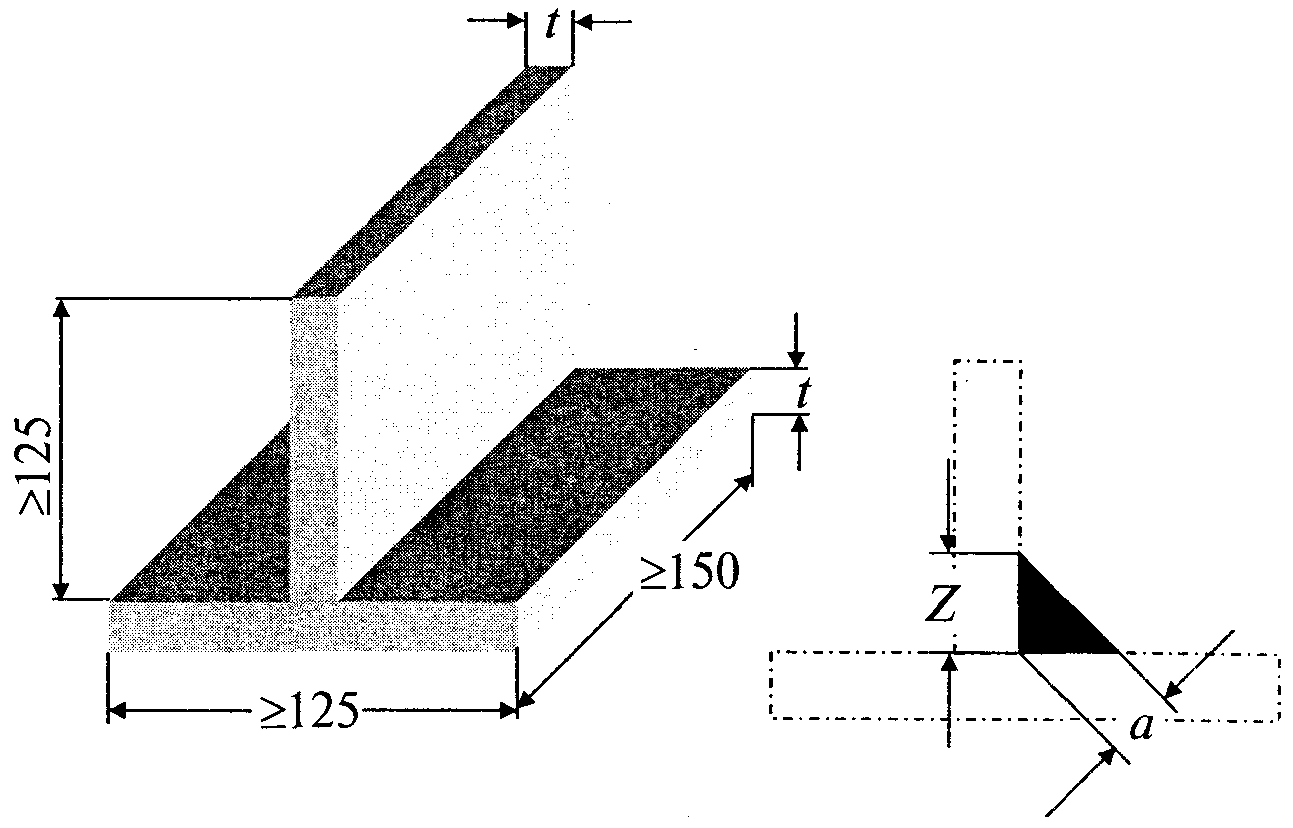
Рис.4. Размеры деталей для тавровых контрольных сварных соединений листов.
При t 6 мм, а 0,5t ; При t < 6 мм, 0,5t а (Z = 0,7t)
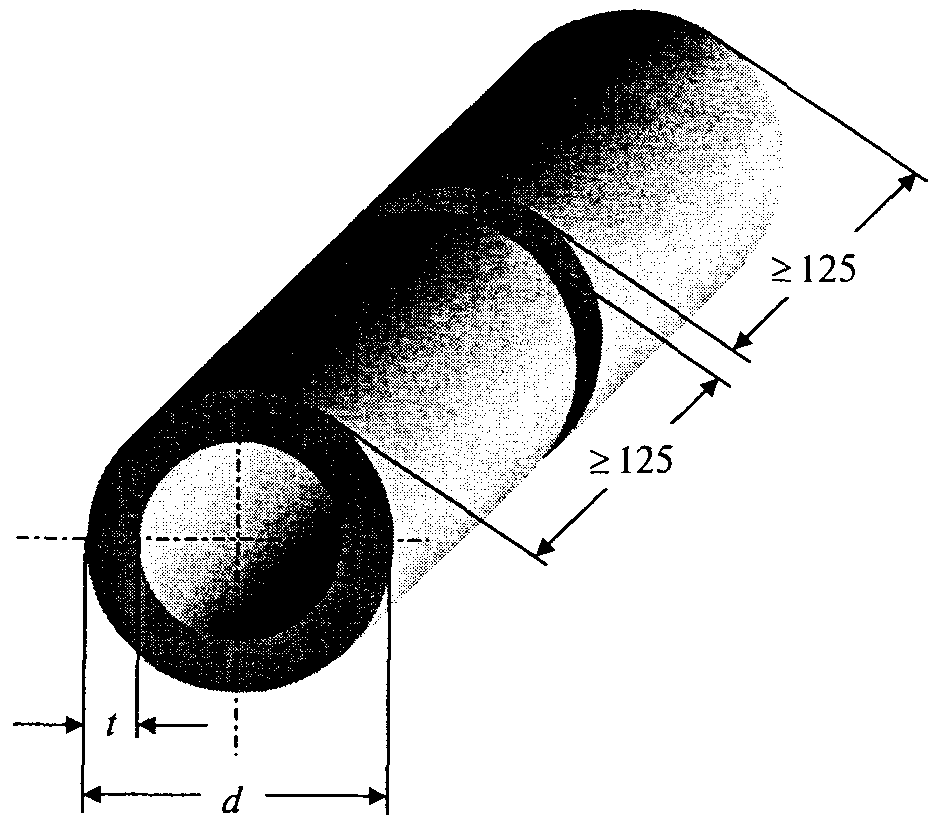
Рис.5. Размеры деталей для стыковых контрольных сварных соединений металлических труб
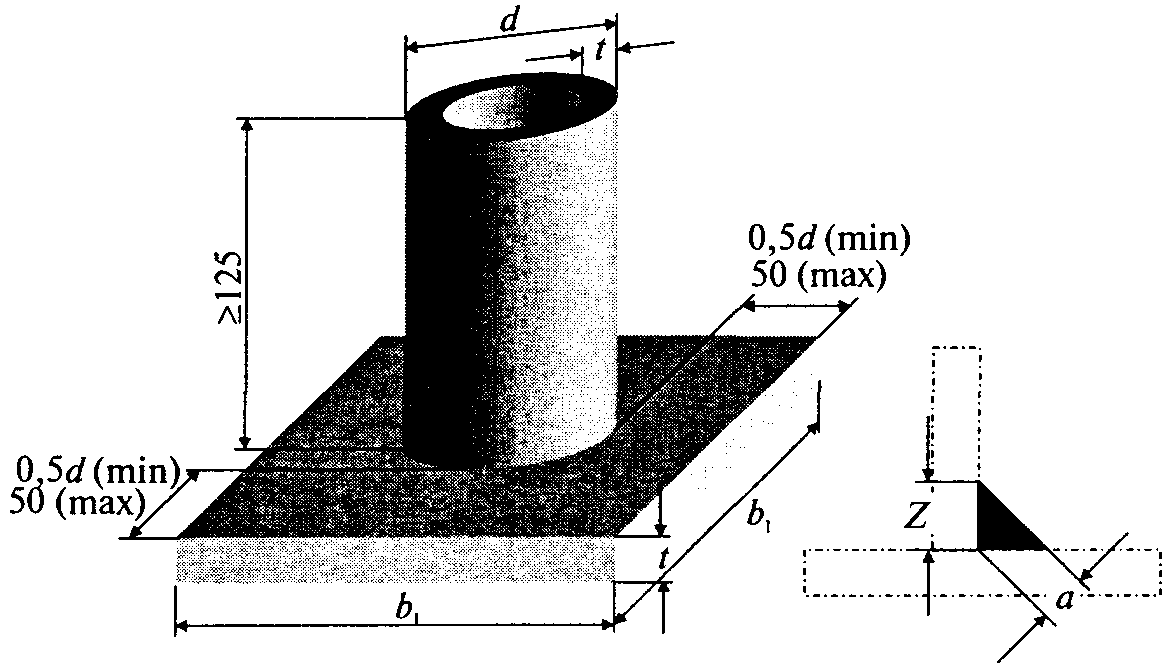
Рис.6. Размеры деталей для угловых контрольных сварных соединений труб между собой и труб с листами.
При t 6 мм, а 0,5t; При t < 6 мм, 0,5t а Z = 0,7t).
а)
б)
в)
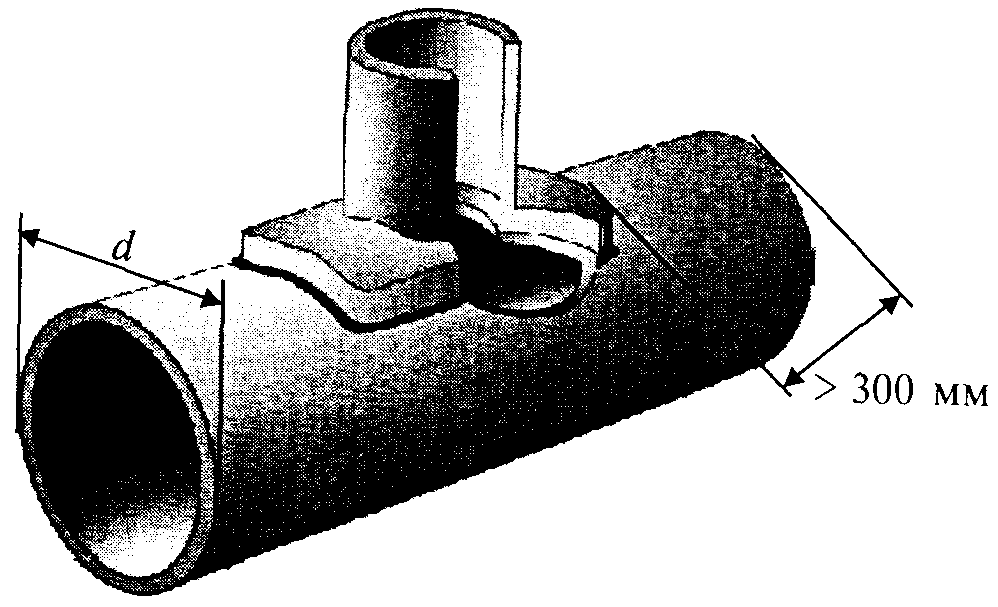
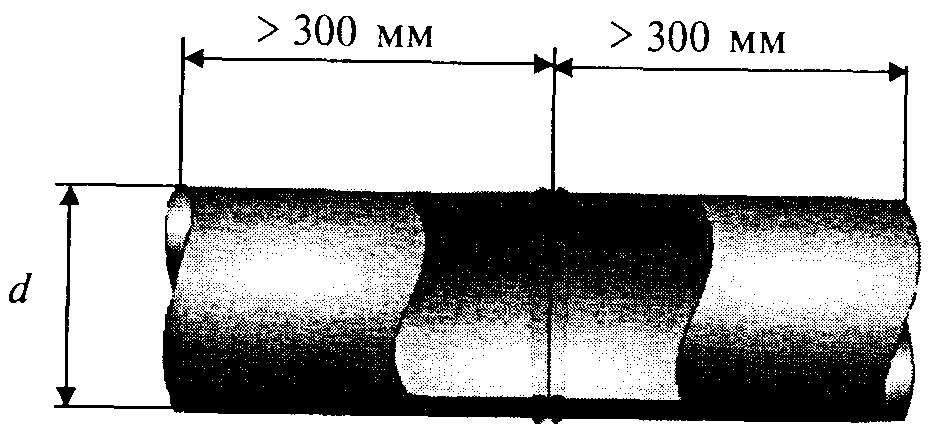
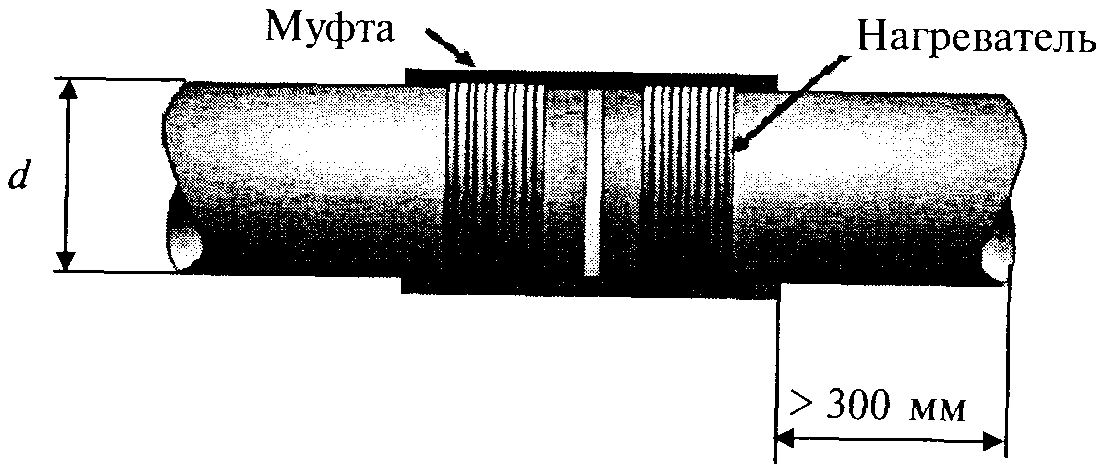
Рис.7. Типы контрольных сварных соединений при сварке труб из полимерных материалов:
а - стыковое соединение; б - соединение муфтой; в - соединение седловым ответвлением
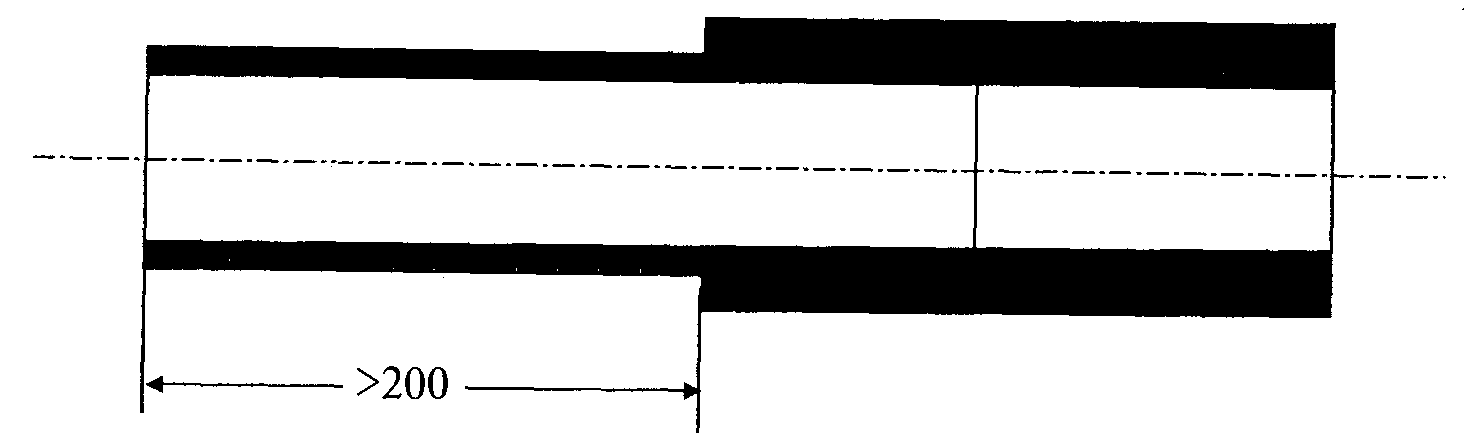
Рис.8. Контрольное сварное соединение типа Р
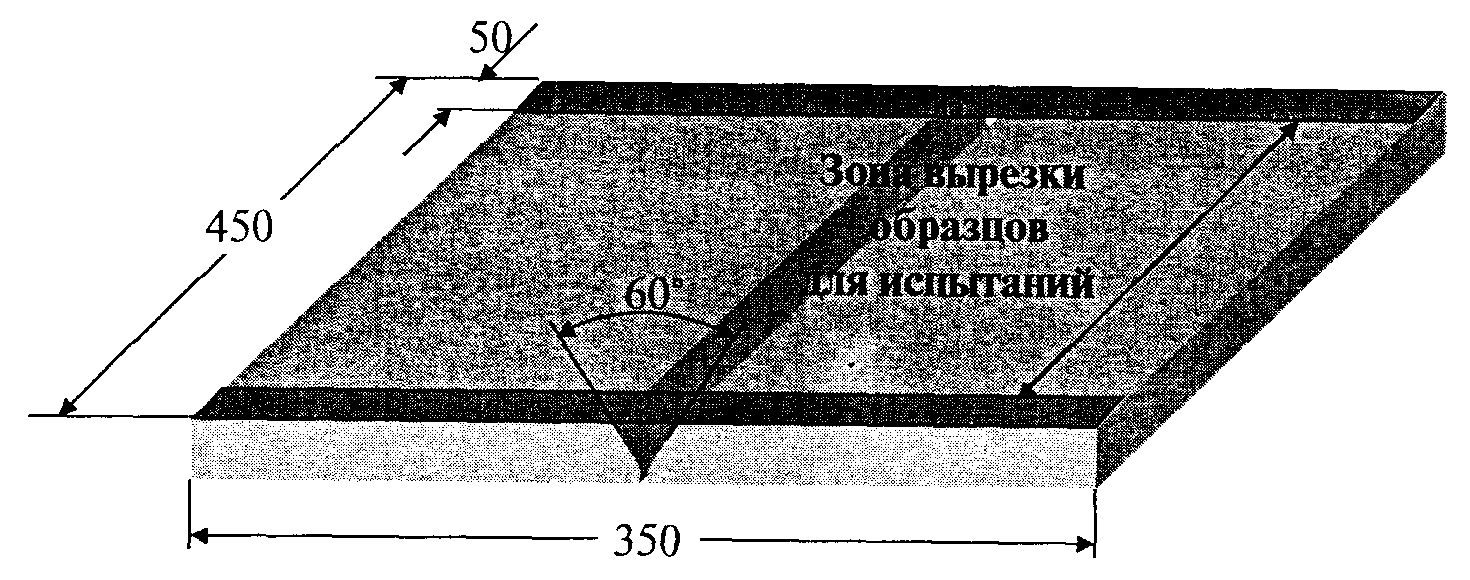
Рис.9. Контрольное сварное соединение типов V; X
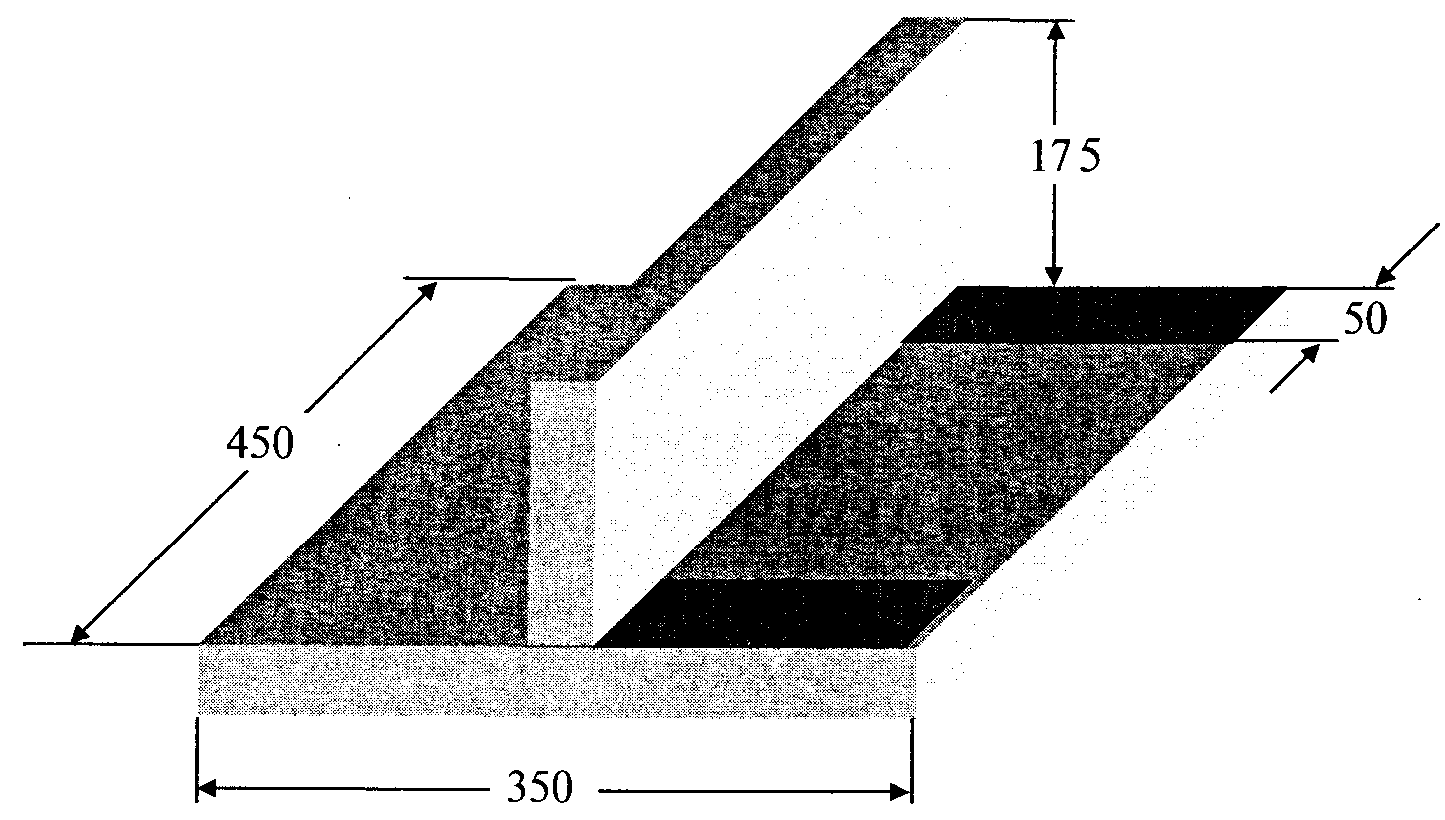
Рис.10. Контрольное сварное соединение типов ТБ; ТV; ТХ
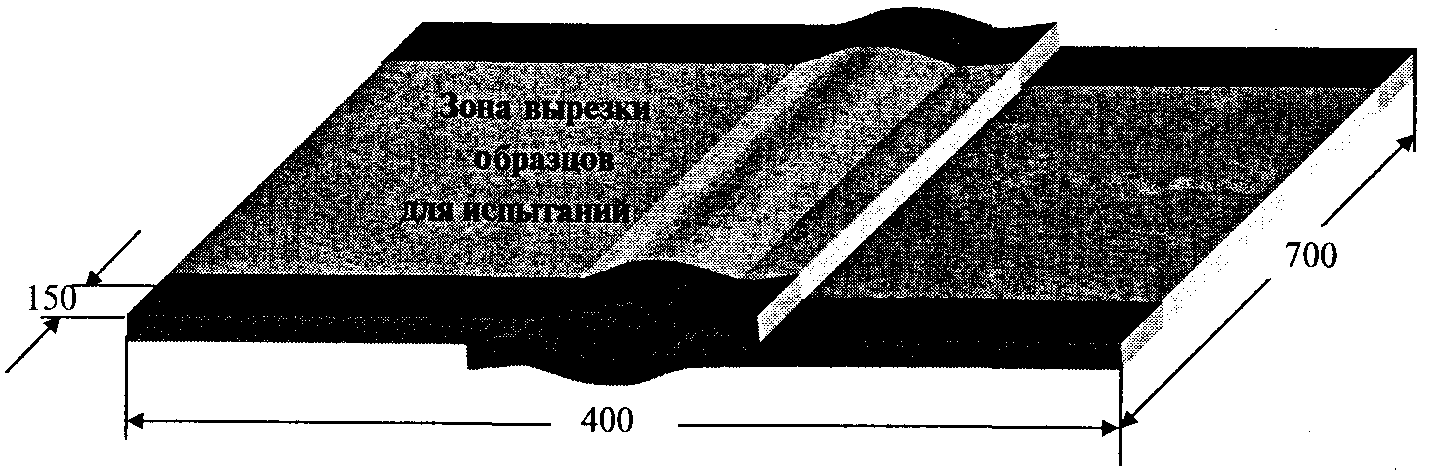
Рис.11. Контрольное сварное соединение типа H