
1. Общие положения
| Вид материала | Документы |
- Одобрен Советом Федерации 11 июля 2008 года Раздел, 2086.04kb.
- И в срок Для приобретения полной версии работы щелкните по Содержание Общие положения, 36.48kb.
- Принят Государственной Думой 27 сентября 2002 года Одобрен Советом Федерации 16 октября, 3283.83kb.
- Методические рекомендации к разработке рабочих программ учебных дисциплин. Общие положения, 67.97kb.
- 1. Общие положения, 622.12kb.
- 1. Общие положения, 814.49kb.
- Принят Государственной Думой 22 апреля 2011 года Одобрен Советом Федерации 27 апреля, 757.89kb.
- Принят Государственной Думой 11 октября 2002 года Одобрен Советом Федерации 30 октября, 467.11kb.
- Методические указания по обследованию специальных металлургических кранов рд 10-112-6-03, 1763.74kb.
- Одобрен Советом Федерации 5 декабря 2001 года Часть первая. Общие положения Раздел, 22176.68kb.
Введено в действие в ОАО ЦТД Диаскан»
приказом от 21.08.2007 г. № 738а
1. Общие положения
- Настоящие Дополнительные требования разработаны с целью приведения аттестации специалистов сварочного производства I÷IV уровней, привлекаемых к работам на объектах системы МН ОАО «АК «Транснефть» в соответствие с требованиями действующих руководящих документов, регламентирующих проведение сварочно-монтажных работ и допуск специалистов сварочного производства на объектах системы ОАО «АК «Транснефть».
- Настоящий документ разработан в развитие Дополнительных требований к аттестации сварщиков и специалистов сварочного производства, допускаемых к работам на объектах системы магистральных нефтепроводов допускаемых к работам на объектах системы магистральных нефтепроводов ОАО «АК «Транснефть», разработанных в соответствии с Протоколом совещания представителей ОАО «АК «Транснефть» и НАКС от 28.03.02 г. и утвержденных Первым вице-президентом ОАО «АК «Транснефть» 14.01.2003, с учетом Изменений №№ 1÷3 к Дополнительным требованиям к аттестации сварщиков и специалистов сварочного производства, а также с учетом Положения об аттестации сварщиков и специалистов сварочного производства системы МН ОАО «АК «Транснефть», утвержденного 30.01.2001.
- Настоящий документ устанавливает дополнительные требования к проверке профессиональных навыков и знаний сварщиков и специалистов сварочного производства I÷IV уровней при их аттестации в соответствии с ПБ 03-273-99 и РД 03-495-02 на право допуска к работам на объектах магистральных нефтепроводов ОАО «АК «Транснефть», подведомственных Ростехнадзору России.
- Проведение аттестации сварщиков и специалистов сварочного производства, занятых на объектах ОАО «АК «Транснефть», осуществляется аттестационными центрами системы САСв (АЦ) выбор, которых ОАО «АК «Транснефть» осуществляет по согласованию с НАКС.
ОАО «АК «Транснефть» осуществляет контроль их деятельности.
- Проведение практического и теоретического экзаменов при аттестации аттестационные центры НАКС (АЦ) осуществляют совместно с аттестационными учебными центрами ОАО «АК «Транснефть» (АУЦ), действующими на основании настоящих Дополнительных требований, и зарегистрированными в реестре НАКС в качестве аттестационных пунктов (АП) выбранных АЦ.
В исключительных случаях, по согласованию с территориальными органами Ростехнадзора и ОАО «АК «Транснефть», возможно проведение практического экзамена сварщиков, занятых на объектах ОАО «АК «Транснефть», в других АП, зарегистрированных в реестре НАКС в составе АЦ из списка, согласованного с ОАО «АК «Транснефть».
Аттестационные учебные центры (АУЦ) ДАО МН ОАО «АК «Транснефть» создаются и действуют в структурных подразделениях, филиалах ДАО МН.
- При проведении аттестации сварщиков и специалистов сварочного производства, занятых на объектах ОАО «АК «Транснефть», в аттестационные комиссии должны входить аттестованные в соответствии настоящими, либо предыдущими Дополнительными требованиями специалисты ОАО «АК «Транснефть».
- Настоящие Дополнительные требования отменяют действие Дополнительных требований к аттестации сварщиков и специалистов сварочного производства, допускаемых к работам на объектах системы магистральных нефтепроводов допускаемых к работам на объектах системы магистральных нефтепроводов ОАО «АК «Транснефть», утвержденных Первым вице-президентом ОАО «АК «Транснефть» 14.01.2003, а также Изменений №№ 1÷3 к ним.
- Положения настоящих «Дополнительных требований к аттестации сварщиков и специалистов сварочного производства, допускаемых к работам на объектах системы магистральных нефтепроводов ОАО «АК «Транснефть», обязательны для всех структурных подразделений ДАО МН ОАО «АК «Транснефть» и сторонних подрядных организаций, сварщики и специалисты сварочного производства II-IV уровней которых привлекаются к проведению работ на объектах системы МН ОАО «АК «Транснефть».
- Аттестационные удостоверения, выданные до введения настоящих «Дополнительных требований к аттестации сварщиков и специалистов сварочного производства, допускаемых к работам на объектах системы магистральных нефтепроводов ОАО «АК «Транснефть», действительны до срока их окончания. Продлению удостоверения, выданные до введения настоящих Дополнительных требований не подлежат.
- Особенности применения РД 03-495-02
при проведении аттестации сварщиков, допускаемых к работам на объектах системы магистральных нефтепроводов ОАО «АК «Транснефть
К п. 1.1 В заявке на аттестацию указываются объекты магистральных нефтепроводов, а также виды сварочных работ, на сварку которых аттестуется сварщик.
К заявке в аттестационный центр прилагаются следующие документы:
- две фотографии размером 3х4 см;
- справка (или заверенная отделом кадров копия) об отсутствии медицинских противопоказаний работать сварщиком;
- справка отдела кадров организации о стаже работы сварщиком (копия трудовой книжки);
- документ, подтверждающий начальную профессиональную подготовку и квалификационный разряд (не ниже 4-го по ОКЗ 016-94);
- копию удостоверения о прохождении специальной подготовки перед аттестацией.
К п. 1.2 Объем теоретических знаний аттестуемого сварщика должен удовлетворять требованиям программы, согласованной с Ростехнадзором России, НАКС и ОАО «АК «Транснефть».
При аттестации сварщиков на объекты, относящиеся по проектной документации к уникальным (пункт 7 группы НГДО действующего «Перечня групп опасных технических устройств, сварка которых осуществляется аттестованными сварщиками») должны выполняться следующие дополнительные требования:
- теоретическая предаттестационная подготовка должна проводиться по специально разработанным, согласованным и утвержденным в установленном порядке программам для конкретного уникального объекта.
- специальный экзамен при аттестации должен включать перечень вопросов по проверке знаний действующей нормативной документации, регламентирующей сварочное производство по конкретному уникальному объекту.
К п. 1.11.5 Контрольные сварные соединения сваривают по группам сталей с распространением действия высшей группы на низшие согласно таблице 1д.
Таблица 1д
«Группы основного металла»
контрольных сварных соединений, завариваемых сварщиками на практическом экзамене
| Группа сталей | Класс прочности | Нормативное значение временного сопротивления разрыву материала трубы, МПа (кгс/мм2) | Запись в аттестационном удостоверении, области распространения |
| 1 | До К54 включит. | до 530 (54) включительно | М01 (К54 и менее) |
| 2 | К55-К60 вкл. | 539 (55) - 588 (60) включительно | М03 (2), М01 (К60 и менее) |
| 3 | К65 | 637 (65) | М03 (3), (К65 и менее) |
| К70 | 690 (70) | К70 |
К п. 1.11.7 На практическом экзамене сварщик выполняет контрольные сварные соединения в зависимости от вида выполняемых сварочных работ на объектах магистральных нефтепроводов (таблица 2д).
К п. 1.12.3 При выполнении контрольных сварных соединений имитаторов заварки коррозионных повреждений толщина пластины должна быть не менее 10 мм, размером 150х150 мм. Имитация коррозионного повреждения металла может быть выполнена в виде несквозного отверстия квадратной (80х80 мм) или круглой (80 мм) формы. Толщина металла в зоне несквозного отверстия - 5 мм.
К п.1.12.4 Количество контрольных сварных соединений труб должно быть:
- для труб до 150 мм – три;
- для труб свыше 150 мм– одно;
- для труб 1020 мм и более – допускается выполнять сварку полупериметра стыка, захватывая нижнюю и верхнюю части стыка.
К п.1.13.1 Контрольные сварные соединения имитаторов заварки коррозионных повреждений после ультразвукового контроля в сомнительных случаях могут подвергаться рентгеновскому контролю.
Для оценки качества контрольных сварных соединений заменять рентгеновский или ультразвуковой контроль испытанием на излом или анализом макрошлифов поперечного сечения шва не допускается.
Таблица 2Д
Виды контрольных сварных соединений,
выполняемых сварщиками на практическом экзамене
| № п.п. | Виды сварочных работ, выполняемых сварщиком | Завариваемые контрольные сварные соединения | Запись в аттестационном удостоверении |
| 1. | Сварка неповоротных стыков труб:
| 1.1. Стыковое сварное соединение труб при горизонтальном расположении осей труб, свариваемых без поворота. | Допущен к сварке на объектах МН стыков труб с горизонтальным расположением осей. Объекты НГДО (п.п.1, 2, 7)* |
| 1.2. Стыковое сварное соединение труб при вертикальном расположении осей труб, свариваемых без поворота. | Допущен к сварке на объектах МН стыков труб с вертикальным расположением осей. Объекты НГДО (п.п.1, 2. 7)* | ||
| 1.3. Стыковое сварное соединение труб, наклонное при расположении осей труб под углом 45º, свариваемых без поворота. | Допущен к сварке на объектах МН стыков труб по всех пространственных положениях. Объекты НГДО (п.п.1, 2, 7)* | ||
| 2. | Запорная арматура и детали трубопроводов при изготовлении и ремонте в заводских условиях | 2.1. Стыковое сварное соединение труб при горизонтальном расположении осей труб, свариваемых без поворота. | Допущен к сварке стыков запорной арматуры и деталей трубопроводов при изготовлении и ремонте в заводских условиях. Объекты НГДО (п.п. 8, 9)* |
| 3. | Приварка патрубков. | 3.1. Тавровое сварное соединение трубы 108÷219 мм с пластиной толщиной > 8 мм при горизонтальном расположении оси трубы без поворота. | Допущен к сварке патрубков (с усиливающими воротниками и без) диаметром не более 530мм. Объекты НГДО (п.п.1, 2, 5, 7)* |
| 4. | Сварка поворотных стыков труб на стеллажах и трубных базах. | 4.1. Стыковое сварное соединение труб при горизонтальном расположении осей труб, свариваемых с поворотом. | Допущен к сварке поворотных стыков труб на объектах МН. Объекты НГДО (п.1, 2, 7)* |
| 5. | Сварка металлоконструкций РВС***. | 5.1. Стыковое сварное соединение вертикально расположенных листов с горизонтально расположенным швом. 5.2. Стыковое сварное соединение вертикально расположенных листов с вертикально расположенным швом. 5.3. Стыковое сварное соединение горизонтально расположенных листов при потолочном положении шва. 5.4. Тавровое сварное соединение листов при потолочном расположении шва. 5.5. Нахлесточное сварное соединение листов в нижнем положении. 5.6. Тавровое сварное соединение листов в нижнем положении сварного шва. | Допущен к сварке металлоконструкций РВС для хранения нефти, нефтепродуктов. (в том числе патрубков РВС)**** Объекты НГДО (п.5, 7)* |
| 6. | Сварка ремонтных конструкций (муфт) | 6.1. Стыковое сварное соединение вертикально расположенных листов с горизонтально расположенным швом. 6.2. Нахлесточное сварное соединение листов при потолочном положении шва.
| Допущен к сварке ремонтных муфт на объектах МН Объекты НГДО (п.п. 1, 2)* |
| 7. | Заварка коррозионных повреждений труб и металлоконструкций резервуаров | 7.1. Заварка имитатора коррозионных повреждений в потолочном положении. | Допущен к заварке на объектах МН коррозионных повреждений труб и металлоконструкций РВС Объекты НГДО (п.п. 1, 2 )* |
| * - НГДО – Нефтегазодобывающее оборудование. По результатам аттестации, в аттестационных документах сварщиков должны быть указан(ы) номер(а) объекта(ов) группы НГДО согласно действующего «Перечня групп опасных технических устройств, сварка которых осуществляется аттестованными сварщиками», из числа перечисленных в скобках таблицы 2Д, на которые сварщик успешно аттестован в соответствии с заявленной областью его аттестации. По пункту 7 группы НГДО действующего «Перечня групп опасных технических устройств, сварка которых осуществляется аттестованными сварщиками» должны быть аттестованы сварщики, выполняющие сварку на объектах системы МН ОАО «АК «Транснефть», относящихся по проектной документации к уникальным. Перечень технических устройств объектов системы МН ОАО «АК «Транснефть», относящихся к уникальным, для сварки на которых сварщики должны быть аттестованы по пункту 7 НГДО определяется соответствующими ссылками в проектной документации на нормативные документы, регламентирующие проведение сварочных работ на конкретном уникальном объекте. ** - «Технологические трубопроводы нефти НПС (ЛПДС)» - технологические трубопроводы основного назначения для транспортировки нефти, нефтепродуктов, располагаемые в пределах границ НПС (ЛПДС) и резервуарных парков объектов МН. *** - по п.п. 5.1÷5.6, в зависимости от способа сварки, по которому сварщик проходит аттестацию, выполняются контрольные сварные образцы:
**** - запись «в том числе патрубков РВС» дополняется при положительных результатах заварки контрольных соединений 5.3÷5.4 для ручной дуговой или механизированных способов сварки. В удостоверении должна быть указана группа диаметров 530 мм и выше; | |||
Примечания:
- По п.п. 1.1÷1.3, 5.1÷5.6 (п. 1, 5) допускается заварка как одного, так и нескольких из указанных контрольных сварных соединений, в зависимости от требуемой области аттестации («Запись в аттестационном удостоверении»). При этом запись корректируется в соответствии с выполненными КСС.
- Допускается сварка одного и того же контрольного сварного соединения, выполняемого по п.п. 1.1, 1.3 и 6.3 (образец 6.3 при этом должен относиться к 3 или 4 группе диаметров по таблице 4д).
- Объём контроля контрольных сварных соединений – согласно РД 03-495-03 «Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства» (приложение 17, таблица 6).
- Аттестация сварщиков, выполняющих работы, указанные в пункте 2 таблицы 2Д с указанием в аттестационных документах п.п. 8, 9 перечня объектов НДГО обязательна для сварщиков, работников ЦБПО, РМЗ и других производственных подразделений ДАО МН, занимающихся ремонтом и изготовлением запорной арматуры и деталей трубопроводов в заводских условиях.
- В аттестационных документах специалистов сварочного производства I-IV уровней, аттестованных на объект, относящийся к уникальным (пункт 7 группы НГДО действующего «Перечня групп опасных технических устройств, сварка которых осуществляется аттестованными сварщиками») должен быть указан пункт 7 с обязательным указанием в скобках наименования конкретного уникального объекта (пример записи: п. 7 (ВСТО)).
- Аттестационные удостоверения, выданные до введения настоящих изменений, действительны до срока их окончания. Продлению данные удостоверения не подлежат.
- Специалисты сварочного производства I-IV уровней, привлекаемые к работам, не перечисленным в «Видах сварочных работ, выполняемых сварщиком на объектах МН» настоящей таблицы (включая технические устройства НГДО п.4), подлежат аттестации только в соответствии с ПБ 03-273-99 «Правила аттестации сварщиков и специалистов сварочного производства», РД 03-495-03 «Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства».
- Специалисты сварочного производства I уровня производственных подразделений ДАО МН, имеющие специальность электрогазосварщика, а также электросварщики, имеющие квалификацию газорезчика, при сварке КСС по п.п. 1.1; 1.2 или 1.3 таблицы 2Д должны выполнить на одном из КСС диаметром не менее 300 мм следующие операции:
- кольцевой рез катушки КСС ручной газовой резкой;
- обработку кромок КСС катушки шлифмашинкой с разделкой кромок под сварку;
- сборку и сварку КСС катушки на наружном центраторе.
В таблицах 3д и 4д приведены диапазоны толщин и диаметров контрольных сварных соединений, которых следует придерживаться при проведении практического экзамена.
К п.1.13.5 Усиление наружного и внутреннего швов должно соответствовать требованиям действующим нормативным документам, регламентирующим сварочно-монтажные работы на объектах системы МН ОАО «АК «Транснефть».
К п.1.13.7, 1.13.9, 1.13.10 Методика проведения неразрушающего контроля (ВИК, ПВК, УЗК и РГК) контрольных сварных соединений и нормы оценки их качества должна соответствовать:
- требованиям РД-08.00-60.30.00-КТН-046-1-05 «Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов» применительно к категории нефтепровода «I» - для допуска к сварке объектов МН, указанным в таблице 2д (пункты НГДО 1, 2, 8, 9).
- требованиям Приложения Ж к РД-25.160.10-КТН-050-06 «Инструкция по технологии сварки при строительстве и капитальном ремонте стальных вертикальных резервуаров» - для допуска к сварке металлоконструкций РВС для хранения нефти и нефтепродуктов» (НГДО п.5).
- требованиям действующего нормативного документа, регламентирующего проведение неразрушающего контроля на конкретном уникальном объекте, относящемуся к таковым по проектной документации и попадающим под пункт 7 группы НГДО действующего «Перечня групп опасных технических устройств, сварка которых осуществляется аттестованными сварщиками») – для допуска к сварке промысловых и магистральных нефтепродуктопроводов при сооружении, трубопроводов НПС, обеспечивающих транспорт нефти и нефтепродуктов при сооружении, а также резервуаров для хранения нефти и нефтепродуктов при сооружении на объектах системы МН ОАО «АК «Транснефть», относящихся по проектной документации к уникальным (НГДО п.7 действующего «Перечня групп опасных технических устройств, сварка которых осуществляется аттестованными сварщиками).
Таблица 3д: Толщины контрольных сварных соединений и области распространения
| Группа толщин | Толщина t стенки контрольного сварного соединения (мм) | Область распространения (мм), запись в аттестационном удостоверении |
| 1 | До 3 включ. | До 6 включ. |
| 2 | Свыше 3 до 16 включ. | Свыше 3 до 2 t включ, но не более 18мм. |
| 3 | Свыше 18 | От 5 и выше |
Таблица 4д: Диаметры труб контрольных сварных соединений и области распространения
| Группа диаметров | Диаметр контрольного сварного соединения (мм) | Область распространения , запись в аттестационном удостоверении |
| 1 | До 25 | До 50 мм включ. |
| 2 | От 25 до 150 включ. | От 25 до 300 мм включ. |
| 3 | Свыше 150 до 530 | Свыше 150 до 530 мм |
| 4 | 530 и выше | 530 мм и выше |
К п. 1.13.12 На сплющивание должно быть проведено испытание трех образцов. На изгиб проводят испытание при толщине стенки трубы до 12,5 мм:
- четырех образцов для труб диаметром 108 - 377 мм;
- восьми образцов для труб диаметром 426-1420 мм (половину образцов испытывают корнем наружу, половину - внутрь) – для механизированной и автоматической сварки проволокой сплошного сечения в среде защитных газов;
- четырёх образцов для труб диаметром 426-1420 мм (половину образцов испытывают корнем наружу, половину - внутрь) – для способов сварки, не оговоренных выше.
При толщине стенки трубы 12,5 мм и выше проводят испытание соответствующего числа образцов на ребро.
К п.1.13.13 Для оценки качества контрольных сварных соединений, выполненных автоматической двусторонней сваркой под флюсом или односторонней сваркой под флюсом с автоматической подваркой корневого слоя шва, проводят анализ макрошлифов с целью определения:
- смещения осей наружного и внутреннего слоев шва от условной оси стыка (рис. 1д). Положение условной оси стыка устанавливают по заданному расстоянию риски, нанесенной перед сваркой на поверхность трубы по всему ее периметру. Смещение “С” осей наружного и внутреннего слоев шва от условной оси стыка не должно превышать ±1 мм;
- глубины проплавления и ширины внутреннего шва;
- величины перекрытия наружных и внутренних слоев шва, которая должна быть не менее 3,0 мм при толщине стенки трубы более 12 мм и не менее 2,0 мм при меньшей толщине стенки. Для определения величины перекрытия при сварке изнутри оставляют не сваренным участок стыка длиной 300 - 400 мм, из которого равномерно по длине вырезают три образца и изготавливают шлифы, на которых измеряют глубину проплавления “hн” при сварке с наружной стороны. Величина перекрытия определяется как разность глубин проплавления “hн” и “hв”;
- ширины облицовочного слоя шва при двухсторонней сварке под флюсом:
Диаметр
трубы, мм
Толщина
стенки трубы, мм
Ширина облицовочного слоя шва при сварке под флюсом
плавленым
агломерированным
1020-1220
от 8,0 до 11,5
18 3
15 3
от 11,6 до 17,5
18 3
16 3
от 17,6 до 21,5
20 4
18 3
от 21,6 до 24,0
21 4
19 3
от 24,1 до 27,0
23 4
21 3
- геометрических размеров внутреннего слоя шва при двухсторонней автоматической сварке под флюсом:
-
Толщина
стенки трубы, мм
Глубина
проплавления, hВ, мм
(не более)
Ширина внутреннего слоя В, мм,
при сварке под флюсом
плавленым
агломерированным
от 8,0 до 9,4
4,5
14 2
13 2
от 9,5 до 10,0
6
14 2
13 2
от 10,1 до 11,0
6,5
18 3
16 2
от 11,1 до 12,3
7
18 3
16 2
от 12,4 до 15,2
8
18 3
16 2
от 15,3 до 18,0
9
20 3
18 2
от 18,1 до 21,0
10
20 4
18 3
от 21,1 до 27,0
12
22 4
20 3
Примечание – Коэффициент формы внутреннего слоя шва: ВВ/ hВ 2
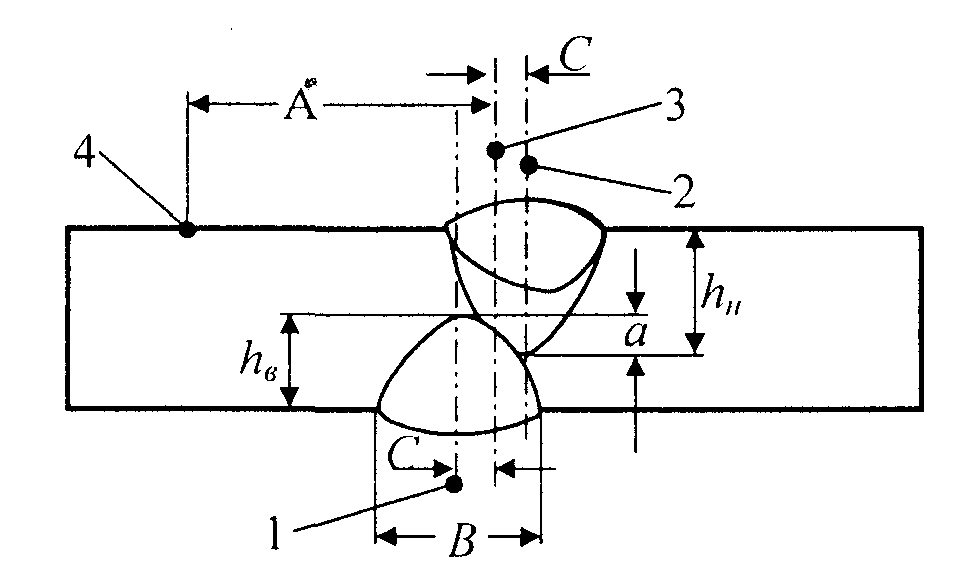
Рис.1 д. Макрошлиф контрольного сварного соединения:
- 1 - ось внутреннего слоя шва;
- 2 - ось наружного слоя шва;
- 3 - условная ось стыка;
- 4 - риска для определения условной оси стыка;
- А - расстояние риски от оси трубы;
- s - толщина стенки трубы;
- С - смещение осей наружного и внутреннего слоев шва (С ±1,0 мм);
- а - перекрытие наружного и внутреннего слоев шва (а=hн+hв-s);
- hв - глубина проплавления внутреннего слоя шва;
- hн - глубина проплавления наружного слоя шва;
- В - ширина внутреннего шва.
К п.1.14.4 В случае получения при повторном практическом экзамене неудовлетворительных результатов хотя бы на одном из контрольных сварных соединений, сварщик признается не выдержавшим испытания и к новым испытаниям может быть допущен только после дополнительного обучения.
К п.1.15.4 Область распространения аттестации по группе основного материала должна соответствовать таблице 1д.
К п.1.15.7 Область распространения аттестации по толщинам стенки и диаметрам труб определяется в соответствие с таблицами Зд и 4д.
К п.1.16.2 В аттестационном удостоверении сварщиков, выполняющих сварочные работы на объектах ОАО «АК «Транснефть», должна быть сделана запись о том, что его аттестация проведена с учетом настоящих дополнительных требований.
К п.1.16.3 Аттестационное удостоверение считается недействительным при следующих условиях:
- истечение срока его действия (1 год);
- отрицательное заключение медицинской комиссии;
- дважды допущенное сварщиком несоответствие качества сварного соединения требованиям нормативных документов, повлекшее за собой необходимость вырезки дефектного соединения (или вышлифовки дефекта при выполнении специальных сварочных работ).
Сварщик, дважды допустивший несоответствие качества сварного соединения, должен пройти переподготовку и повторную аттестацию в аттестационном центре «Сварка трубопроводов», ВНИИСТ (г. Москва).
К п.1.16.4 Срок действия аттестационного удостоверения сварщиков, выполняющих сварочные работы на объектах ОАО «АК «Транснефть», не продлевается.
К п.1.16.6 Периодическую аттестацию со сдачей практического и специального экзаменов ежегодно проходят все сварщики, выполняющие сварочные работы на объектах ОАО «АК «Транснефть».
К п.1.16.7 Перечень зарегистрированных в реестре Системы аттестации сварщиков и специалистов сварочного производства (САСв) Национального аттестационного комитета по сварочному производству аттестационных центров, которым разрешено проведение аттестации сварщиков, выполняющих сварочные работы на объектах системы ОАО «АК «Транснефть», должен быть согласован с ОАО «АК «Транснефть» (Приложение 1).
В состав экзаменационной комиссии аттестационных центров должны входить представители ОАО МН ОАО «АК «Транснефть», аттестованные в установленном порядке в качестве экзаменаторов.
Дополнительная и периодическая аттестация сварщиков, выполняющих сварочные работы на объектах ОАО «АК «Транснефть», может проводиться аттестационными комиссиями сформироваными из работников ОАО МН ОАО «АК «Транснефть», аттестованных в установленном порядке в качестве экзаменатора (не менее трёх), главного специалиста по неразрушающему контролю, специалиста по технике безопасности и др. Председателем комиссии должен быть представитель независимого аттестационного центра.
- Особенности применения РД 03-495-02
при проведении аттестации специалистов сварочного производства II÷IV уровней, допускаемых к работам на объектах системы магистральных нефтепроводов
ОАО «АК «Транснефть
К п.2.1 К заявке на проведение аттестации прикладывается копия удостоверения о прохождении специальной подготовки перед аттестацией по программам согласованным с Ростехнадзором России, НАКС и ОАО «АК «Транснефть». Специальная подготовка специалистов сварочного производства к аттестации является обязательной. Специальная подготовка проводится сотрудниками учебных центров, внесенных в реестр САСв, список которых должен быть согласован с ОАО «АК «Транснефть».
Для специалистов со стажем работы на объектах магистральных нефтепроводов системы ОАО «АК «Транснефть» не менее 3 лет допускается самостоятельная подготовка к аттестации в объеме Программ общей и специальной подготовки.
К п.2.2 Перечень зарегистрированных в реестре Системы аттестации сварщиков и специалистов сварочного производства (САСв) Национального аттестационного комитета по сварочному производству аттестационных центров, которым разрешено проведение первичной, периодической, дополнительной или внеочередной аттестаций специалистов сварочного производства, осуществляющих руководство и технический надзор за выполнением сварочных работ на объектах ОАО «АК «Транснефть», должен быть согласован с ОАО «АК «Транснефть» (Приложение 1).
В состав экзаменационной комиссии должны входить представители ОАО «АК «Транснефть», аттестованные в установленном порядке на 4-й уровень профессиональной подготовки в качестве экзаменатора.
В обязательном порядке аттестации подлежат следующие специалисты:
- на 4 уровень профессиональной подготовки - специалисты, являющиеся руководителями службы сварки ОАО МН, чья подпись необходима и достаточна для утверждения руководством ОАО МН руководящих и нормативных документов по выполнению всех видов сварочных работ (главные сварщики, их заместители);
- на 3 уровень профессиональной подготовки - специалисты, являющиеся руководителями отдельных подразделений предприятия, обеспечивающих выполнение сварочных работ, чья подпись необходима и достаточна для использования на предприятии документов, определяющих технологию проведения сварочных работ (главные сварщики, ведущие инженеры по сварке, сварщики – технологи, главные специалисты по неразрушающему контролю);
- на 2 уровень профессиональной подготовки - специалисты, чьи письменные или устные указания являются обязательными для исполнения сварщиками при проведении сварочных работ (мастера, прорабы, начальники монтажных участков и ремонтно-строительных колонн, начальники аварийно-восстановительных и ремонтных подразделений, т.п.).
К п.2.3 При аттестации специалистов сварочного производства II-IV уровней на объекты, относящиеся по проектной документации к уникальным (пункт 7 группы НГДО действующего «Перечня групп опасных технических устройств, сварка которых осуществляется аттестованными сварщиками») должны выполняться следующие дополнительные требования:
- теоретическая предаттестационная подготовка должна проводиться по специально разработанным, согласованным и утвержденным в установленном порядке программам для конкретного уникального объекта.
- специальный экзамен при аттестации должен включать перечень вопросов по проверке знаний действующей нормативной документации, регламентирующей сварочное производство по конкретному уникальному объекту.
К п.2.7 Направление производственной деятельности специалиста сварочного производства определяется в соответствие с Перечнем объектов трубопроводного транспорта, согласованным с Госгортехнадзором России и утвержденным Управляющим научно-техническим советом САСв.
К п.2.12.8 Срок действия аттестационного удостоверения специалиста, осуществляющего руководство сварочными работами на объектах ОАО «АК «Транснефть», 4-го уровня профессиональной подготовки - 5 лет, 2-го и 3-го уровней - 3 года. По истечении срока действия удостоверения специалисты проходят периодическую аттестацию в полном объеме.
К п.2.12.9 Внеочередную аттестацию проходят специалисты сварочного производства в следующих случаях:
- перед допуском к работам после отстранения от видов работ, указанных в аттестационных удостоверениях;
- по требованию представителя Ростехнадзора России в соответствие с действующим законодательством;
- по мотивированному требованию главного сварщика ОАО МН;
- при перерыве в работе по специальности свыше одного года.
Дополнительная аттестация проводится при введении в действие новых нормативных документов по технологии сварочного производства на объектах магистральных трубопроводов, согласованных с Госгортехнадзором России.
- Особенности применения ПБ-03-273-99
при проведении аттестации сварщиков, выпускаемых специализированными учебными учреждениями (учебными комбинатами, колледжами, центрами) системы ОАО «АК «Транснефть» и допускаемых к работам на объектах системы магистральных нефтепроводов
ОАО «АК «Транснефть»
Профессия «Электрогазосварщик» может быть получена в учреждениях начального профессионального образования как общегосударственных, так и системы ОАО «АК «Транснефть».
Перечень специализированных учебных учреждений (учебных комбинатов, колледжей, центров) системы ОАО «АК «Транснефть» осуществляющих начальное обучение по профессии «Электрогазосварщик» приведен в Приложении 2 к настоящим Дополнительным требованиям.
Организация обучения для получения начального профессионального образования по профессии «Электрогазосварщик» осуществляется в соответствии с государственными нормативными документами и стандартами, действующими в системе начального профессионального образования.
Состав дополнительных требований к п.п. 2.5., 3.2., 3.3., 4.8 ПБ-03-273-99:
К п. 2.5.: Аттестацию сварщиков, выпускаемых специализированными учебными учреждениями (учебными комбинатами, колледжами), внесенными в утвержденный ОАО «АК «Транснефть» Перечень (приложение 2), на право выполнения сварочных работ автоматической сваркой головками М300, М300С, автоматической сваркой под флюсом на специализированном трубосварочном оборудовании, полуавтоматической сваркой в среде защитных газов (по технологии STT), с использованием самозащитной порошковой проволоки (Innershild) и порошковой проволоки в защитных газах осуществляют аттестационные центры, включенные в Перечень аттестационных центров САСв, осуществляющих аттестацию сварщиков и специалистов сварочного производства, занятых на объектах ОАО «АК «Транснефть» (приложение 1) при соответствии их области деятельности вышеуказанным видам (способам) сварки.
Аттестация проводится на основании настоящих Дополнительных требований.
К п.3.2.: Специальную предаттестационную подготовку сварщиков для допуска к автоматической сварке головками М300, М300С, автоматической сварке под флюсом на специализированном трубосварочном оборудовании, полуавтоматической сварке в среде защитных газов (по технологии STT), с использованием самозащитной порошковой проволоки (Innershild) и порошковой проволоки в защитных газах осуществляют аттестационные учебные центры ДАО МН, зарегистрированные в качестве АП аттестационных центров НАКС, внесенных в утвержденный ОАО «АК «Транснефть» Перечень (приложение 1) по программам, согласованным НАКС, ОАО ВНИИСТ, Ростехнадзором РФ и утвержденным ОАО «АК «Транснефть».
К п. 3.3.: При аттестации на допуск к автоматической сварке головками М300, М300С, автоматической сварке под флюсом на специализированном трубосварочном оборудовании, полуавтоматической сварке в среде защитных газов (по технологии STT), с использованием самозащитной порошковой проволоки (Innershild) и порошковой проволоки в защитных газах в качестве минимального производственного стажа допускается учитывать время работы по специальности на производстве в течение 6 месяцев.
К п.4.8.: Разрешается допуск сварщиков, имеющих разряд не ниже 5-го, к первичной аттестации по автоматической сварке головками М300, М300С, автоматической сварке под флюсом на специализированном трубосварочном оборудовании, полуавтоматической сварке в среде защитных газов (по технологии STT), с использованием самозащитной порошковой проволоки (Innershild) и порошковой проволоки в защитных газах при условии их обучения и специальной предаттестационной подготовки в соответствии с указаниями настоящих Дополнительных требований.
Приложение 1
-
УТВЕРЖДАЮ
Первый Вице-президент
ОАО «АК «Транснефть»
_____________В.В. Калинин
«___»___________ 2007г.
«Перечень аттестационных центров САСв,
осуществляющих аттестацию сварщиков и специалистов сварочного производства, занятых на объектах ОАО «АК «Транснефть»»
| № п.п. | Аттестационный учебный центр ДАО ОАО «АК «Транснефть» | Наименование Аттестационного центра САСв |
| | АУЦ ОАО «Сибнефтепровод» (г. Тюмень) | СУР-11АЦ Головной аттестационный центр НАКС Тюменского региона (г. Тюмень) |
| СУР-3АЦ Сургутский аттестационный центр по сварочному производству (г. Сургут) | ||
| МР-5ГАЦ «Аттестационный центр «Сварка трубопроводов»» ВНИИСТ (г. Москва) | ||
| | АУЦ ОАО «Магистральные нефтепроводы Центральной Сибири» (г. Томск) | ЗСР-ГАЦ Головной аттестационный центр Западно-Сибирского региона НАКС (г. Томск) |
| МР-5ГАЦ «Аттестационный центр «Сварка трубопроводов»» ВНИИСТ (г. Москва) | ||
| | АУЦ ОАО «Транссибирские магистральные нефтепроводы» (г. Омск) | ЗСР-2АЦ ЗАО «Центр технической безопасности и диагностики «Полисервис»» (г. Омск) |
ЗСР-1АЦООО «Омский аттестационный центр» (г. Омск) | ||
| МР-5ГАЦ «Аттестационный центр «Сварка трубопроводов»» ВНИИСТ (г. Москва) | ||
| | АУЦ ОАО «Урало-Сибирские магистральные нефтепроводы» (г. Уфа) | БР-ГАЦ Головной аттестационный центр НАКС Республики Башкортостан (г. Уфа) |
| | АУЦ ОАО «Северо - Западные магистральные нефтепроводы» (г. Казань) | ПР-1АЦ «Аттестационный центр ДиС-Сварка» Приволжского региона» (г. Казань) |
| МР-5ГАЦ «Аттестационный центр «Сварка трубопроводов»» ВНИИСТ (г. Москва) | ||
| | АУЦ ОАО «Верхневолжские магистральные нефтепроводы» (г. Нижний Новгород) | ВВР-ГАЦ Головной аттестационный центр Верхне-Волжского региона НАКС (г. Нижний Новгород) |
| МР-5ГАЦ «Аттестационный центр «Сварка трубопроводов»» ВНИИСТ (г. Москва) | ||
| | АУЦ ОАО «Приволжские магистральные нефтепроводы» (г. Самара) | СВР-ГАЦ Головной аттестационный центр Средне-Волжского региона НАКС (г. Тольяти) |
| | АУЦ ОАО «Магистральные нефтепроводы «Дружба»» (г. Брянск) | МР-3АЦ Аттестационный центр по сварочному производству Брянской области (г. Брянск) |
| ЦР-ГАЦ Головной аттестационный центр Центрального региона НАКС (г. Воронеж) | ||
| МР-5ГАЦ «Аттестационный центр «Сварка трубопроводов»» ВНИИСТ (г. Москва) | ||
| | АУЦ ОАО «Черномортранснефть» (г. Новороссийск) | ЮР-1ГАЦ Головной орган по сертификации сварочного производства Южного региона НАКС (г. Ростов-на-Дону) |
| | АУЦ ОАО «Северные магистральные нефтепроводы» (г. Ухта) АУЦ ООО «Балтнефтепровод» (г. С.Петербург) | СЗР-ГАЦ Региональный Северо-западный Межотраслевой Аттестационный центр НАКС (г. С.Петербург) |
| МР-5ГАЦ «Аттестационный центр «Сварка трубопроводов»» ВНИИСТ (г. Москва) |
Примечание: аттестацию персонала по автоматической сварке комплексами оборудования фирм «CRC-Evans AW», «Serimer Dasa», «Pipe Welding Technology» проводит только МР-5ГАЦ «Аттестационный центр «Сварка трубопроводов»» ВНИИСТ (г. Москва).
| СОГЛАСОВАНО: Главный механик ОАО «АК «Транснефть» _____________В.Н. Ярыгин «____»____________ 2007г. | | СОГЛАСОВАНО: Генеральный директор НАКС ____________А.И. Прилуцкий «____»______________ 2007г. |
Приложение 2
-
УТВЕРЖДАЮ
Первый Вице-президент
ОАО «АК «Транснефть»
_____________В.В. Калинин
«___»___________ 2007г.
Перечень
специализированных учебных учреждений (учебных комбинатов, колледжей, центров)
системы ОАО «АК «Транснефть» осуществляющих начальное обучение по профессии «Электрогазосварщик»
| № п.п. | Наименование учебного учреждения ОАО «АК «Транснефть» | Адрес |
| 1 | Тюменский учебный центр ОАО «Сибнефтепровод» | 625047, г. Тюмень, ул. Пермякова 2 «В» |
| 2 | Региональный учебный центр ОАО «Северные МН» | 169300, Республика Коми, г.Ухта-18, Нефтепровод |
| 3 | Государственное образовательное учреждение начального профессионального образования профессиональное училище №36 | 625530, Тюменская. Область, Тюменский район, пос. Винзили, ул. 60-лет Октября, д.1 |
| 4 | Государственное образовательное учреждение среднего профессионального образования Томский государственный промышленно-гуманитарный колледж | 634049, г. Томск, ул. Мичурина, д.4 |
| 5 | Негосударственное образовательное учреждение Новокуйбышевский нефтетехнический учебный комбинат | Почтовый адрес: 446200, Самарская область, г. Новокуйбышевск, п/я 64. Фактический адрес: 446200, Самарская область, г. Новокуйбышевск, ул. Шоссейная, д.8, стр.19 |
| 6 | Республиканское государственное образовательное учреждение начального профессионального образования («профессиональное училище №22 г.Канаш») Министерства образования и молодежной политики Чувашской республики. | 429330,Чувашская республика, г. Канаш, Ибресинское шоссе, д.1 |
| СОГЛАСОВАНО: | | |
| Вице-президент ОАО «АК «Транснефть» _____________И.Г. Солярский «____»____________ 2007г. | | |
| | | |
| Главный механик ОАО «АК «Транснефть» _____________В.Н. Ярыгин «____»____________ 2007г. | | |
| | | |
| И.о. начальника отдела кадров ОАО «АК «Транснефть» _____________Г.А. Мухина «____»____________ 2007г. | | |