
Конспект лекций содержание тема Предмет и задачи курса
| Вид материала | Конспект |
- Предлагаемый конспект опорных лекций отражает традиционный набор тем и проблем курса, 1047.31kb.
- Конспект лекций по дисциплине «управление маркетингом», 544.36kb.
- Аудит и контролинг персонала» Тема Предмет, содержание и задачи дисциплины «Аудит, 486.18kb.
- Программа курса Конспект лекций > Тесты Задачи > Вопросы к экзамену Методические рекомендации, 1693.2kb.
- Краткий конспект лекций по теоретической грамматике современного английского языка, 709.42kb.
- Тема Предмет, задачи и содержание курса. Аппаратное и программное обеспечение персональных, 76.1kb.
- Конспект лекций Содержание Политология междисциплинарная наука, ее законы и категории., 1824.74kb.
- Курс лекций Тема Предмет, метод и задачи науки, 36.5kb.
- Конспект-лекций Новочеркасск 2011 оглавление, 1759.71kb.
- Конспект лекций по курсу "Основы психологии" Тема Предмет, задачи и значение психологии, 2488.3kb.
17.1. Понятие качества изделия, основные показатели качества
В соответствии с международным стандартом ИСО 8402 "качество — это совокупность свойств и характеристик продукции, которые придают ей способность удовлетворять обусловленные или предполагаемые потребности".
Свойством называется объективная способность продукции, которая может проявляться при ее создании, эксплуатации и потреблении. Количественная характеристика свойств продукции выражается с помощью показателей качества.
Показатели качества делятся:
- на функциональные;
- ресурсосберегающие;
- природоохранные.
К функциональным показателям качества относятся те, которые выражают потребительские свойства изделия:
- технический эффект (производительность, мощность, скорость, быстродействие и т.д.);
- надежность (долговечность);
- эргономичность (выполнение гигиенических, антропологических, физиологических, психологических требований);
- эстетичность.
К ресурсосберегающим показателям относятся:
- технологические (ресурсоемкость при производстве изделия: материалоемкость, энергоемкость, трудоемкость);
- ресурсоемкость рабочего процесса (потребление ресурсов в процессе эксплуатации).
Природоохранные — включают показатели экологичности и безопасности.
Под уровнем качества изделия понимается относительная характеристика качества, основанная на сравнении совокупности показателей качества рассматриваемого изделия с совокупностью базовых показателей (аналогов, перспективных образцов, стандартов, опережающих стандартов и т.п.).
Оценка уровня качества продукции может производиться дифференциальным или комплексным методами.
При применении дифференциального метода производится сопоставление идентичных показателей качества новой продукции с идентичными базовыми показателями качества. Относительный показатель вычисляется по формуле
 ,
,где Ki — относительный показатель качества;
 — значение единичного показателя качества оцениваемой продукции;
— значение единичного показателя качества оцениваемой продукции; — значение единичного базового показателя качества.
— значение единичного базового показателя качества.При применении комплексного метода применяют комплексный показатель качества, который определяется путем сведения воедино отдельных показателей с помощью коэффициентов весомости каждого показателя. При этом может быть использована функциональная зависимость:
 ,
,где K0 — комплексный показатель качества продукции;
n — число учитываемых показателей;
b — коэффициент весомости i-го показателя качества;
ki — относительный i-й показатель качества.
Алгоритм расчета комплексного показателя качества приведен на рис. 17.1. Для определения номенклатуры показателей качества, коэффициентов весомости, вида функциональной зависимости f применяются экспертные методы.

Рис. 17.1. Алгоритм расчета комплексного показателя качества
17.2. Обеспечение качества изделий на различных стадиях их жизненного цикла
Высокое качество изделий предопределяется различными факторами, основными из которых являются:
- факторы технического характера (конструктивные, технологические, метрологические и т.д.);
- факторы экономического характера (финансовые, нормативные, материальные и т.д.);
- факторы социального характера (организационные, правовые, кадровые и т.д.).
Это требует комплексного подхода к обеспечению качества. Мировой опыт в этом отношении обобщен в международных стандартах ИСО серии 9000 на системы качества:
- ИСО 9001 "Система качества. Модель для обеспечения качества при проектировании и (или) разработке, производстве, монтаже и обслуживании";
- ИСО 9002 "Система качества. Модель для обеспечения качества при производстве и монтаже";
- ИСО 9003 "Система качества. Модель для обеспечения качества при окончательном контроле и испытаниях".
Обеспечение, управление и улучшение качества продукции на всех этапах жизненного цикла "петля качества" (в соответствии с ИСО 9004) показана на рис. 17.2.
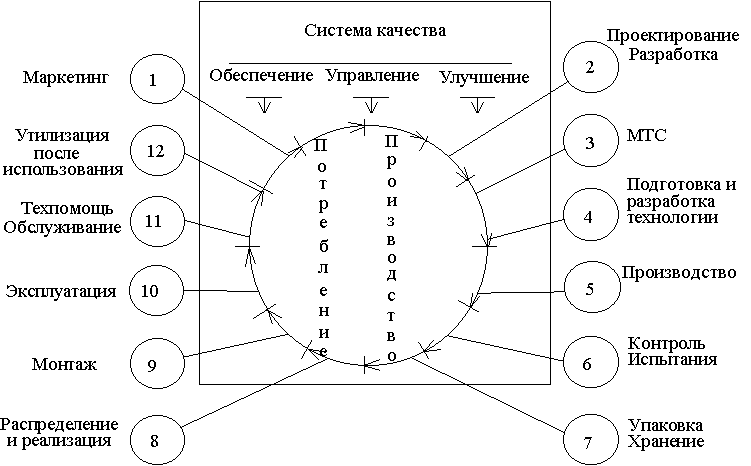
Рис. 17.2. "Петля качества" по ИСО 9004
Базы для сравнения уровня качества новых изделий на различных этапах жизненного цикла приведены в табл. 17.1.
Таблица 17.1
Базы для сравнения уровня качества новых изделий
| Стадии жизненного цикла | База для оценки уровня качества | Документы для оценки |
| НИР | Уровень техники в перспективе | Стандарты с перспективными требованиями. Отчеты по НИР. ТЗ на ОКР |
| ОКР | Уровень законченных разработок | Стандарты с перспективными требованиями. Проектная конструкторская документация |
| Производство | Уровень новой техники, освоенной в производстве | Стандарты и ТУ. Рабочая конструкторская документация |
| Эксплуатация | Уровень новой техники, освоенной в эксплуатации | Стандарты и ТУ. Эксплуатационная и ремонтно-конструкторская документация |
Рациональное управление качеством продукции основано на применении системы стандартов. Объектами государственной стандартизации являются конкретная продукция, нормы, правила, требования, методы, термины и т.п., предназначенные для применения в различных сферах. Государственные стандарты устанавливают показатели, соответствующие передовому уровню науки, техники и производства.
Опережающая стандартизация учитывает изменение во времени показателей качества объектов стандартизации. В опережающих стандартах устанавливаются перспективные показатели качества продукции и ступенчатые сроки освоения их промышленным производством.
Стандарты предприятия являются документами, регулирующими деятельность каждого предприятия. В них отражаются как требования государственных стандартов, так и особенности выпускаемой продукции и организационно-технический уровень предприятий. Объектами стандартов предприятия являются детали, сборочные единицы, нормы, требования и методы в области разработки и организации производства изделий, технологические процессы, нормы и требования к ним; ограничения по применяемой номенклатуре материалов, деталей; формы и методы управления и т.д. По своему содержанию стандарты предприятия подразделяются:
- на стандарты ТУ;
- параметров;
- типов;
- марок;
- сортаментов;
- конструкций и размеров;
- технических требований;
- правил приемки;
- методов испытаний;
- правил маркировки, упаковки и транспортировки;
- правил эксплуатации и ремонта и т.д.
В соответствии с требованиями стандартов продукция (почти все виды) подвергаются сертификации независимыми сертификационными центрами. Сертификации продукция подвергается периодически (например, раз в год или каждое 1000-е изделие), после чего продукция может быть продана на рынке.
Сертификация особенно важна при международной торговле. В этих случаях сертификацию проводят международные центры сертификации или отечественные, соответствующим образом аттестованные и имеющие лицензию на проведение международной сертификации.
17.3. Организация службы контроля качества на предприятии
Технический контроль — это проверка соответствия объекта установленным техническим требованиям. Это составная и неотъемлемая часть производственного процесса. Контролю подвергаются:
- поступающие на предприятие сырье, материалы, топливо, полуфабрикаты, комплектующие изделия;
- производимые заготовки, детали, сборочные единицы;
- готовые изделия;
- оборудование, оснастка, технологические процессы изготовления продукции.
Основные задачи технического контроля состоят в обеспечении выпуска качественной продукции, в соответствии со стандартами и ТУ; выявлении и предупреждении брака; проведении мер по дальнейшему улучшению качества изделий.
Организация технического контроля состоит:
- в проектировании и осуществлении процесса контроля качества;
- в определении организационных форм контроля;
- в выборе и технико-экономическом обосновании средств и методов контроля;
- в обеспечении взаимодействия всех элементов системы контроля качества продукции;
- в разработке методов и систематическом проведении анализа брака и дефектов.
Дефект — это каждое отдельное несоответствие продукции требованиям, установленным нормативно-технической документацией.
Брак — это дефектная единица продукции, то есть продукция, имеющая хотя бы один дефект.
В зависимости от характера дефектов брак может быть исправимым или неисправимым (окончательным). В первом случае изделия после исправления могут быть использованы по назначению, во втором — исправление технически производить невозможно или экономически нецелесообразно. Устанавливаются виновники брака и намечаются мероприятия по его предупреждению.
Виды технического контроля показаны на рис. 17.3.

17.3. Виды технического контроля
По полноте охвата контролем производственного процесса различают контроль:
- сплошной;
- выборочный;
- летучий;
- непрерывный;
- периодический.
По механизации контрольных операций различают контроль:
- ручной;
- механизированный;
- полуавтоматический;
- автоматический.
По влиянию на ход обработки:
- пассивный контроль (с остановкой процесса обработки или после обработки);
- активный контроль (контроль во время обработки и остановка процесса при достижении необходимого параметра);
- активный контроль с автоматической подналадкой оборудования.
По измерению зависимых и независимых допустимых отклонений:
- измерение действительных отклонений;
- измерение предельными калибрами.
Единым органом технического контроля на предприятии является "отдел технического контроля" (ОТК). Его примерная структура показана на рис. 17.4.

Рис. 17.4. Структура отдела технического контроля предприятия
17.4. Статистические методы управления качеством
Статистические методы управления качеством продукции предполагают применение статистического регулирования технологическими процессами и статистического контроля.
Статистическое регулирование технологического процесса представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества.
Статистический приемочный контроль (а также входной контроль) — это выборочный контроль качества изделий, основанный на применении методов математической статистики для проверки соответствия качества продукции установленным требованиям. При этом выборочным называется такой вид контроля, когда решение о качестве продукции принимается по результатам проверки одной или нескольких выборок или проб из партии.
Статистический контроль технологических процессов является активной формой контроля, так как его цель — предупреждение и устранение брака.
Условиями применения статистических методов контроля качества являются:
- массовость, непрерывность процесса производства данной продукции;
- стабильность технологических процессов;
- оснащенность высокопроизводительными контрольно-измерительными приборами;
- строгая технологическая дисциплина;
- достаточная изученность технологического процесса и установление признаков, по которым принимаются решения о необходимости его корректировки.
Теория вероятностей устанавливает закономерности, согласно которым по свойствам, обнаруженным в пробах малого количества изделий, можно судить о свойствах всей партии изделий. Поэтому основными составляющими статистического контроля являются выборка, фиксация результатов проверки выборки в рабочей карте статистического контроля и обработка результатов полученных данных. Чем разнородней качество изделий и выборка, тем больше разброс точек, отражающих размеры проб, будет на контрольном графике. Размеры выборки обычно принимаются в пределах 5—25 изделий: для стабильных контролируемых параметров — 5 или 10, для нестабильных — 10 или 20 шт.
Периодичность взятия проб (выборок) зависит от устойчивости технологического процесса: чем он устойчивей, тем реже берутся пробы (выборки).
При применении статистических методов контроля важно установить, какой закономерности подчиняется распределение контролируемых параметров изделий (кривой нормального распределения Гаусса, распределению, характерному кривой распределения Максвелла и т.д.). Изменение величины конкретного контролируемого параметра изделия или технологического режима проявляется в изменении функции распределения. Сравнение фактической функции распределения с нормальной позволяет контролировать технологический процесс или качество изделия.
Общая схема статистического контроля качества состоит из следующих этапов:
1) отбираются небольшие выборки изделий периодически или по специальному алгоритму;
2) изделия выборки проверяются, чтобы для каждого изделия определить значение конкретного признака X;
3) выбранные значения X (X1, X2, ..., Xn) заносятся в контрольную карту, в которой указываются допустимые конкретные границы изменения признака X;
4) по распределению точек X на контрольной карте относительно нейтральных границ принимается решение о годности изделий или браке при приемочном статистическом контроле или о необходимости вмешательства в технологический процесс при статистическом контроле технологического процесса.
Карта статистического контроля качества приведена на рис. 17.5.

Рис. 17.5. Карта статистического контроля качества
На горизонтальной оси указываются номера выборок (за смену, сутки, неделю, месяц); на вертикальной оси откладываются размер выбранной характеристики X, контролируемого параметра, нижняя и верхняя границы допуска (НГД, ВГД); нижняя и верхняя предупредительные границы (НПКГ, ВПКГ).
Данные карты используются для регулирования режимов работы оборудования, его подналадки и т.д.