
Программный комплекс для автоматизации технологической подготовки машиностроительного производства комплекс автоматизированного раскроя деталей из листовго материала сапр «раскрой»
| Вид материала | Документы |
- Впроцессе обучения рассматривается комплекс вопросов, общих для современных систем, 50.1kb.
- Направление 230100 «Информатика и вычислительная техника», профиль «системы автоматизированного, 21.89kb.
- Программный комплекс автоматизированного динамического анализа многокомпонентных механических, 10.27kb.
- Семинар на тему Оценка технологичности конструкций деталей, изготавливаемых, 461.77kb.
- Учебный план по дополнительной образовательной программе, 38.01kb.
- 4 Разработка технологического процесса, 734.19kb.
- M. 13. O. программный Комплекс для исследования статистических характеристик шумовых, 126.35kb.
- Назначение, 32.14kb.
- Программный комплекс: «Анализ магнитограмм для оценки состояния металлургического оборудования», 527.1kb.
- Аппаратно-программный комплекс (апк) для контроля степени натяга и дефектности сопрягаемых, 17.75kb.
М
ул. Смоленская, 15
220088, г. Минск,
Республика Беларусь
Тел. +375 17 294 54 11
Факс +375 17 283 68 57
Р/с 3012000310018,
в Октябрьском отд. ОАО «БПС-Банк»
г. Минска,
код МФО 153001357
УНН 100088758, ОКПО 00224981
E-mail: info@belstanki.by
stanki.by/
ИНИСТЕРСТВО ПРОМЫШЛЕННОСТИ
РЕСПУБЛИКИ БЕЛАРУСЬ
Проектное республиканское
Унитарное предприятие «ИНСТИТУТ
БЕЛ
 РГСТАНКИНПРОМ»
РГСТАНКИНПРОМ» 
АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
- ПРОГРАММНЫЙ КОМПЛЕКС ДЛЯ АВТОМАТИЗАЦИИ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
-
КОМПЛЕКС АВТОМАТИЗИРОВАННОГО РАСКРОЯ ДЕТАЛЕЙ ИЗ ЛИСТОВГО МАТЕРИАЛА САПР «РАСКРОЙ»
АРХИВ УПРАВЛЯЮЩИХ ПРОГРАММ
ИНФОРМАЦИОННО-ПОИСКОВАЯ СИСТЕМА «ТЕХНОЛОГ»
ПРОГРАММНЫЙ КОМПЛЕКС ДЛЯ АВТОМАТИЗАЦИИ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
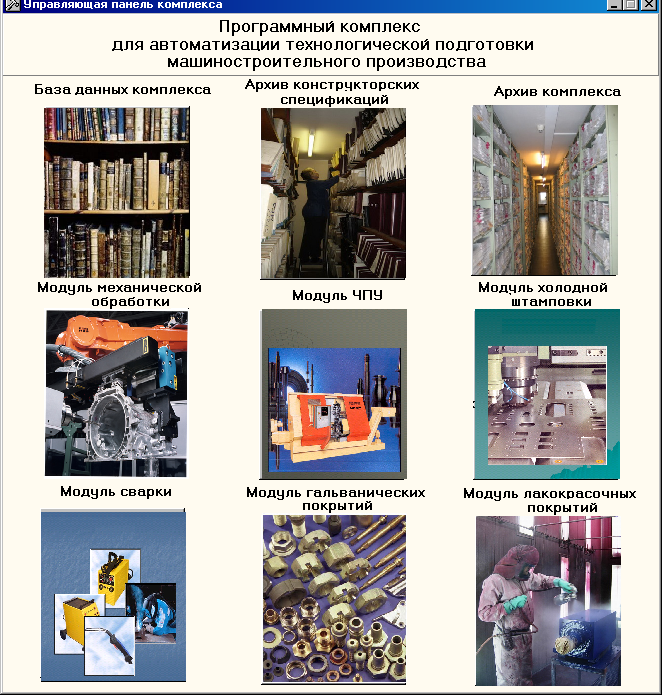
Комплекс разработан на основе типового интерфейса и единой базы данных технологического назначения и обеспечивает выполнение следующих основных функций:
- автоматизированное проектирование технологических процессов по переделам с формированием и выводом на печать комплектов стандартных технологических документов и сводных документов по материальному и трудовому обеспечению производства;
- формирование архива конструкторских спецификаций;
- автоматизированное проектирование технологических процессов с использованием исходной информации, как с чертежей в бумажной форме, так и с электронных чертежей деталей, подготовленных с использованием различных CAD-систем;
- архивирование данных о техпроцессах;
- возможность подключения в комплекс функциональных модулей других переделов технологической подготовки производства;
- интеграции комплекса с информационными системами предприятий;
- формирование по составу модулей различных модификаций в зависимости от конкретных условий предприятия;
- автоматизированное проектирование в сквозном цикле технологических процессов в соответствии с маршрутом обработки по переделам с формированием комплектов стандартных и других документов.
Компонентами комплекса являются:
- База данных комплекса – база с данными об оборудовании, материалах, оснастке и другой технической информации.
- Архив конструкторских спецификаций – база данных, показывающая состав изделий с входимостью узлов, подузлов и деталей.
- Архив комплекса – база хранения всей выходной технологической документации, спроектированной в комплексе.
- Модуль механической обработки - система автоматизированного проектирования технологических процессов механической обработки деталей в комплекте с подсистемой для графического ввода геометрической информации, подготовки исходных данных для технологического проектирования и автоматизированного формирования операционных эскизов – ТЕХГРАФ
- Модуль ЧПУ - система автоматизированного проектирования управляющих программ для оборудования с ЧПУ
- Модуль холодной штамповки - система автоматизированного проектирования технологических процессов холодной штамповки
- Модуль сварки - система автоматизированного проектирования технологических процессов сварки
- Модули гальванических и лакокрасочных покрытий - системы автоматизированного проектирования технологических процессов нанесения гальванических и лакокрасочных покрытий
МОДУЛЬ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Система автоматизированного проектирования технологических процессов механической обработки обеспечивает:
- проектирование технологических процессов на все виды деталей общемашиностроительного применения;
- компактное хранение, поиск по запросам и сопровождение технологических процессов на машинных носителях;
- оперативный контроль состояния технологической подготовки производства;
- получение сводных документов по материальному и трудовому обеспечению производства (ведомостей материалов, заготовок и оснастки, сведений о трудоемкости).
Режимы модуля механической обработки:
- автоматический (детали типа «тел вращения», плоские детали);
- диалоговый;
- по аналогу (детали сложной конфигурации).
При автоматическом проектировании осуществляется:
- подготовка исходных данных с использованием только чертежа детали;
- расчет и выбор оптимальной заготовки;
- выбор маршрута обработки,
- формирование текстов переходов;
- расчет межоперационных размеров и параметров обработки,
- назначение приспособления, режущего, вспомогательного и изм. инструмента.
- нормирование операций и переходов по общемашиностроительным укрупненным нормативам и режимам резания;
- формирование и печать комплекта технологических документов.
Комплект стандартной технологической документации включает следующие документы:
- титульный лист (ТЛ) ГОСТ 3.1105-84, форма 1(вер.) 2(гор.);
- маршрутная карта: полный и краткий маршрут (МК) ГОСТ 3.1118-82, форма 1,1Б(гор.)3,3Б(вер.);
- маршрут на заготовку;
- операционная карта (ОК):
- обработки резанием ГОСТ 3.1404-86, форма 3,2А;
- слесарных работ ГОСТ 3.1407-86, форма 1,1А;
- технического контроля ГОСТ 3.1502-85, форма 2,2А;
- ведомости оснастки (ВО):
- на деталь, на изделия по цехам ГОСТ 3.1122-84, форма 3,3А;
- на изделие ГОСТ 3.1122-84, форма 2,2А;
- ведомости технологических документов (ВТД) ГОСТ 3.1122-84, форма 1,1А;
- ведомости материалов на изделие (ВМ) ГОСТ 3.1123-84, форма 3,3А;
- сводных норм расхода материалов на изделие;
- нормативно-технологической карты;
- подетальной нормативной трудоемкости на изделие;
- ведомости трудоемкости по видам работ на изделие (МК/Т)
ГОСТ 3118-82, форма 4.
Подсистема ТЕХГРАФ обеспечивает:
- подготовку исходных данных для технологического проектирования;
- перенос с чертежа детали геометрической информации;
- автоматизированное формирование операционных эскизов.
Подготовка исходных данных выполняется по конструкторскому чертежу обрабатываемой детали, находящемуся в среде графического редактора AutoCAD
Используя стандартные функции графического редактора, а также функции подсистемы ТЕХГРАФ, пользователь в интерактивном режиме выполняет:
- кодирование с чертежа детали обрабатываемых поверхностей;
- задание технологических параметров основных поверхностей;
- пометку дополнительных поверхностей и задание их технологических параметров;
- ввод общих сведений о деталях.
Автоматизированное формирование операционных эскизов включает этапы:
- создание изображения заготовки обрабатываемой детали;
- объединение чертежей детали и заготовки;
- просмотр технологической операции и перенос операционных размеров обрабатываемых поверхностей;
- нанесение на карту эскизов (КЭ) изображений режущего инструмента;
- нанесение изображений опор и зажимов;
- графическая доработка КЭ с использованием средств редактирования АutoCad.
МОДУЛЬ ЧПУ
Система автоматизированного проектирования управляющих программ (УП) для оборудования с ЧПУ состоит из подсистем:
САПР УП ТВ (Предназначена для проектирования УП для токарных станков с ЧПУ. В данной подсистеме реализованы все виды токарной обработки, обеспечиваются формирование в УП соответствующих циклов обработки).
САПР УП ПКД (Предназначена для проектирования УП для сверлильных, расточных, фрезерных, электроэрозионных и многооперационных станков (типа “обрабатывающий центр”), машин для термической и лазерной резки листового материала, дыропробивных прессов и другого оборудования с ЧПУ).
САПР УП ПКД и САПР УП ТВ совместно с техническими средствами обеспечивают вывод УП на существующие носители информации (в т. ч. на перфоленту) и формирование полных комплектов стандартной технологической документации УП, в том числе:
- карты кодирования информации (ККИ) с текстом УП по ГОСТ3.1404-86;
- операционные карты (ОК) по ГОСТ3.1404-86;
- карты наладки (КН/П) по ГОСТ3.1404-86;
- карты эскизов (КЭ) по ГОСТ3.1404-86.
Кроме того, выдаются распечатка исходных данных (ИД), изображение контура детали и траекторий движения инструментов. В обеих системах обеспечивается современный диалоговый режим работы с графическим и языковым вводом ИД. Программные средства графического ввода реализованы на базе графического пакета AutoCad.
САПР УП ТВ и САПР УП ПКД обеспечивают архивирование спроектированных УП и ИД с возможностью вывода на дисплей и принтер необходимых документов, а также на программном носителе.
МОДУЛЬ ХОЛОДНОЙ ШТАМПОВКИ
Система автоматизированного проектирования технологических процессов холодной штамповки обеспечивает:
- проектирование технологических процессов;
- компактное хранение, поиск по запросам технологических процессов;
- возможность оперативного контроля состояния технологической подготовки производства;
- получение выходных документов.
Система позволяет:
- рассчитать длину заготовки для операции «Гибка», диаметр заготовки для операции «Вытяжка»;
- проектировать технологические процессы в диалоговом режиме и по аналогу.
Комплект стандартной технологической документации включает следующие документы:
- титульный лист (ТЛ) ГОСТ 3.1105-84, форма 2(гор.);
- маршрутная карта – полный маршрут (МК) ГОСТ 3.1118-82, форма 1, 1Б;
- карта эскизов (КЭ) по ГОСТ 3.1404-86.
Возможна интеграция модуля с системой автоматизированной раскладки для раскроя прямоугольных деталей на гильотинных ножницах.
МОДУЛЬ СВАРКИ
Система автоматизированного проектирования технологических процессов сварки обеспечивает:
- проектирование технологических процессов;
- компактное хранение, поиск по запросам технологических процессов;
- возможность оперативного контроля состояния технологической подготовки производства;
- получение выходных документов.
Система позволяет:
- проектировать технологические процессы в диалоговом режиме и по аналогу;
- рассчитать нормы расхода вспомогательных материалов.
Комплект стандартной технологической документации включает следующие документы:
- титульный лист (ТЛ) ГОСТ 3.1105-84, форма 2(гор.);
- маршрутная карта – полный маршрут (МК) ГОСТ 3.1118-82, форма 1, 1Б;
- карта эскизов (КЭ) по ГОСТ 3.1404-86.
КОМПЛЕКС АВТОМАТИЗИРОВАННОГО РАСКРОЯ ДЕТАЛЕЙ ИЗ ЛИСТОВГО МАТЕРИАЛА САПР «Раскрой»
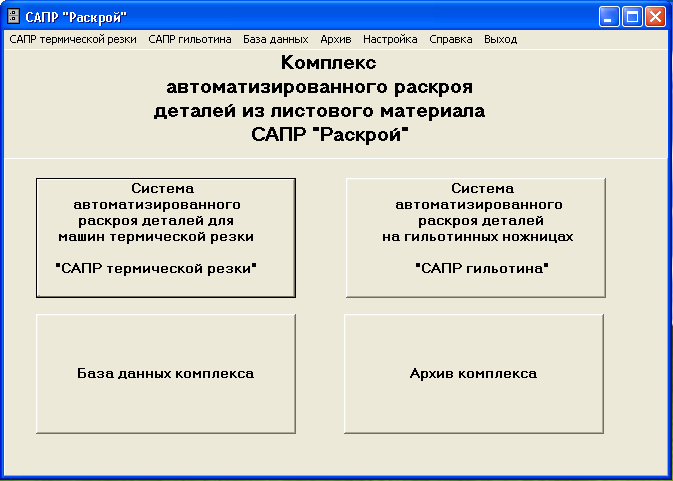
В настоящее время актуальным для предприятий машиностроения изготавливающих детали из листовых заготовок является повышение коэффициента использования материала, сокращение трудоемкости изготовления деталей, сокращение сроков технологической подготовки производства. Эти задачи решаются путем создания систем автоматизированной раскладки.
« КОМПЛЕКС АВТОМАТИЗИРОВАННОГО РАСКРОЯ ДЕТАЛЕЙ ИЗ ЛИСТОВГО МАТЕРИАЛА САПР «Раскрой»» позволяет повысить коэффициент использования материала (КИМ) до 0,98 и значительно сократить сроки подготовки производства.
Данный комплекс включает в себя «СИСТЕМУ АВТОМАТИЗИРОВАННОЙ РАСКЛАДКИ РАСКРОЯ ДЕТАЛЕЙ ДЛЯ МАШИН ТЕРМИЧЕСКОЙ РЕЗКИ – САПР термической резки», которая обеспечивает выполнение следующих основных функций:
- автоматизированная раскладка деталей произвольной формы в автоматическом и интерактивном режимах с учетом особенностей технологии раскроя на машинах термической резки;
- автоматизированный расчет показателей раскроя в процессе раскладки, широкие возможности для достижения высоких результатов.
- автоматизированное формирование параметров траектории движения нагревательного устройства машины термической резки;
- автоматизированное проектирование управляющих программ для УЧПУ машин термической резки
- автоматизированное формирование выходных документов (карты раскроя, карты технологической информации, эскизов деталей)
- автоматизированное формирование` ведомости “Подетальные нормы расхода материалов на изделие”;
- хранение графических результатов раскладок
Система состоит из следующих компонентов:
- система автоматизированного раскроя деталей на машинах термической резки;
- база данных;
- архив.
«СИСТЕМУ АВТОМАТИЗИРОВАННОГО РАСКРОЯ ДЕТАЛЕЙ НА ГИЛЬОТИННЫХ НОЖНИЦАХ – САПР Гильотина», которая состоит из следующих компонентов:
- Система автоматизированного раскроя деталей на гильотинных ножницах
- База данных
- Архив
Настоящий комплекс обеспечивает выполнение следующий основных функций:
- формирование и ведение базы данных:
- изделий, узлов и деталей с поддержкой структуры изделия;
- листового металлопроката, в том числе отходов с автоматическим обновлением по результатам раскроя;
- формирование заказов на раскрой;
- автоматизированная раскладка на листах различных деталей
- использование отходов;
- расчет основных параметров раскладки (коэффициент раскроя, норма расхода материалов);
- формирование архива выходных документов.
В результате работы комплекса обеспечивается формирование карты раскроя с размещением на карте эскизов на формах 7,7a по ГОСТ 3.1105-84 с отражением показателей результатов раскладки:
- обозначения различных деталей с указанием их количества, габаритов, массы и нормы расхода;
- коэффициента раскроя;
- обозначения отходов с указанием их масс и габаритов.
Компоненты комплекса используют прикладные программные средства Microsoft SQL Server 2000, графический пакет AutоCAD, которые обеспечивают функционирование сетевого варианта систем.
АРХИВ УПРАВЛЯЮЩИХ ПРОГРАММ
Специализированный компьютерный архив управляющих программ для оборудования с ЧПУ АРХИВ УПРАВЛЯЮЩИХ ПРОГРАММ (АРХИВ УП) предназначен для решения на современном техническом уровне всех задач по оперативному обеспечению оборудования с ЧПУ разработанными УП с учетом реально существующих на предприятиях производственных условий.
АРХИВ УП обеспечивает ввод УП в ПЭВМ с различных носителей информации, включая перфоленты, из локальных архивов МОДУЛЯ ЧПУ и из других компьютерных архивов. АРХИВ УП выполняет поиск УП в архиве по широкой номенклатуре реквизитов, корректировку информации УП в связи с изменениями производственных условий, вывод УП на различные носители информации, включая перфоленты, обмен информацией по локальным сетям, а также выполнение необходимых сервисных функций.
АРХИВ УП предназначен для использования на предприятиях, эксплуатирующих оборудование с ЧПУ, в организациях, осуществляющих технологическую подготовку производства для указанного оборудования, а также в учебных заведениях соответствующего профиля.
ИНФОРМАЦИОННО-ПОИСКОВАЯ СИСТЕМА «ТЕХНОЛОГ»
ИНФОРМАЦИОННО-ПОИСКОВАЯ СИСТЕМА (ИПС) «ТЕХНОЛОГ» - это электронный справочник технолога-машиностроителя по механической обработке деталей, который в концентрированном виде содержит следующую информацию:
- типаж и технические характеристики металлорежущего оборудования;
- номенклатуру и параметры универсальных станочных приспособлений, режущего, вспомогательного и измерительного инструмента, регламентированного государственными отраслевыми стандартами и нормами машиностроения;
- справочные данные по материалам, заготовкам и припускам на механическую обработку деталей;
- информацию по экономической точности обработки и шероховатости поверхностей деталей в зависимости от метода обработки;
- допуски и посадки в соответствии со стандартами Единой системы допусков и посадок (ЕСДП);
- перечни наименований типовых операций и переходов по классификаторам;
- информационные материалы по применению оборудования с ЧПУ.
ИПС ТЕХНОЛОГ имеет удобный и наглядный пользовательский интерфейс, справочные материалы снабжены необходимыми иллюстрациями. Широкие функциональные возможности системы позволяют осуществлять быстрый поиск требуемой информации, находящейся в базе данных в интерактивном (последовательном) режиме, так и по запросам с выводом групповой информации в виде различных форм документов.
ИПС ТЕХНОЛОГ функционирует как самостоятельная система. Банк данных ИПС используется в других системах автоматизации технологического проектирования, таких как МОДУЛЬ МЕХАНИЧЕСКОЙ ОБРАБОТКИ, МОДУЛЬ ЧПУ.
УСЛОВИЯ ПОСТАВКИ СИСТЕМ
Поставка систем выполняется на договорной основе и включает:
- передачу программного обеспечения;
- передачу базового информационного обеспечения (данные по оборудованию, материалам и оснастке);
- передачу комплекта эксплуатационных документов;
- настройку форм технологической документации на реквизиты предприятия;
- обучение специалистов Заказчика и оказание помощи в освоении средств адаптации и сопровождения технологических алгоритмов, и нормативно-справочной информации.
- адаптация информационного обеспечения систем применительно к условиям Заказчиков;
Дополнительные услуги:
По желанию Заказчика возможны дополнительные работы:
- включение некоторых новых функций;
- разработка программного обеспечения для решения конкретных задач, в том числе для связи с АСУП и другими подразделениями предприятия;
- разработка и включение в состав систем специальных программных средств для решения Заказчиками специфических задач.
УП «Институт Белоргстанкинпром» постоянно проводит работу по развитию и совершенствованию программных средств с учетом опыта их эксплуатации, потребностей пользователей и общей тенденции развития в данной области.
Гарантируется бесплатное сопровождение систем в течение одного года с момента поставки и оперативная консультация специалистов Заказчиков по вопросам эксплуатации систем без ограничения по срокам.
Контактные телефоны(017)236 44 06; 236 56 31
Контактный телефон +375 17 294 44 06
ЗАВЕДУЮЩИЙ ОТДЕЛОМ АТПП: ЖАДОВИЧ М.М.
ЗАВЕДУЮЩИЙ СЕКТОРОМ ТО: ЕРМАШКЕВИЧ Д.Б.